本发明涉及激光焊接机的改进发明,尤其涉及一种弯管激光焊接机的改进发明。
背景技术:
1、激光焊接是利用高能量的激光脉冲对材料进行微小区域内的局部加热,激光辐射的能量通过热传导向材料的内部扩散,将材料熔化后形成特定熔池,它是一种新型的焊接方式,主要针对薄壁材料、精密零件的焊接。因此激光焊接取代氩弧焊,对管件配件进行焊接,增强了焊接结构的牢固性,具有较大优势。
2、现有技术中,弯管与接头的焊接通常采用手工配合激光焊接机和工装夹具进行,具体的接头定位于工装夹具,弯管叠合于接头上,并由手工固定,然后进行焊接,如此导致焊接质量差、合格率底,且生产效率低下,人工成本增加,无法适应快速发展的工业社会的生产需求。其中,接头与弯管无法采用定位芯轴(内衬)同时穿入进行定位,因为弯管的弯曲结构,限制了芯轴的穿入。
技术实现思路
1、本发明所要解决的技术问题是克服现有技术的不足,提供一种稳定、精确的弯管激光焊接机。
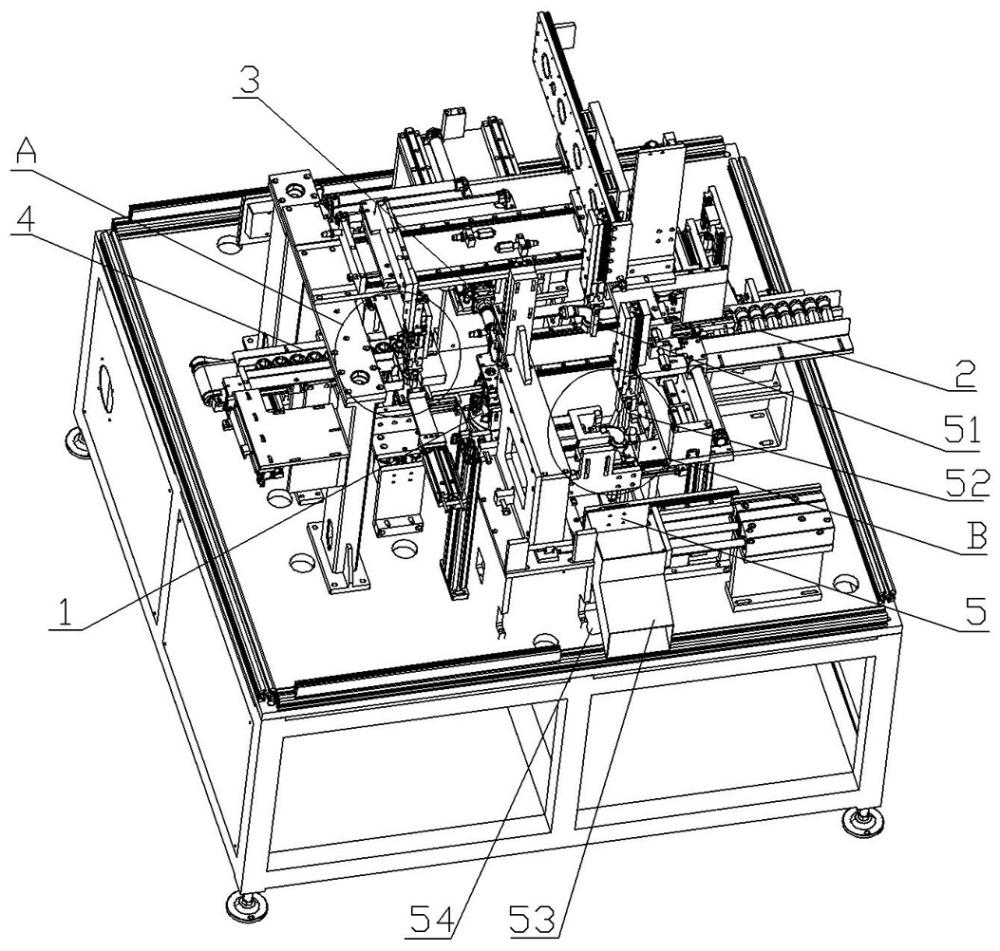
2、为了解决上述技术问题,本发明是采用如下技术方案来实现的:该种弯管激光焊接机,包括有工作台,其特征在于:所述工作台上设有焊接工位及围设于焊接工位外周的弯管上料机构、激光焊接机构、接头上料机构和出料机构;所述焊接工位上设有工装夹具,工装夹具设置于转动座上,工装夹具上方可升降设有定位夹爪,工装夹具两侧可相对移动设有纠偏夹块;所述接头上料机构传递接头至工装夹具,所述弯管上料机构传递弯管叠合于接头上端,并由纠偏夹块进行纠偏和定位夹爪进行定位,所述激光焊接机构设置于滑座上、并可移动贴近弯管与接头的焊接处,所述出料机构对焊接完成的弯管进行外送。
3、所述接头上料机构包括有接头上料通道和接头上料机械手,所述接头上料通道包括有输送带、位于输送带两侧的导料板、位于输送带前端的挡料板,导料板与挡料板之间形成出料通道,出料通道一侧可移动设有推料块,出料通道另一侧衔接有所述接头上料机械手,接头上料机械手可升降和平移传递接头至工装夹具。
4、所述出料通道另一侧还设有接头纠偏结构,接头纠偏结构包括有可移动设置的第一纠偏推块与第二纠偏推块,第一纠偏推块与推料块相对设置,第二纠偏推块与挡料板相对设置。
5、所述弯管上料机构包括有弯管上料通道和弯管上料机械手,所述弯管上料通道包括有直线震动盘和支撑弯管站立的靠板,靠板沿传送方向布置于直线震动盘内;所述弯管上料机械手可升降和平移传递弯管至接头上端。
6、所述直线震动盘前端还设有挡板、定位板、上压板与下顶板,所述挡板阻挡限位传送过来的弯管,所述上压板与下顶板分别可升降设置于直线振动盘上下方,且直线震动盘上设有供下顶板穿过的开口,上压板与下顶板相互配合夹取弯管并上移,所述定位板可前后移动设置,且定位板与挡板相互配合定位上移的弯管。
7、所述弯管上料机械手包括有可开合动作、对半设置的取料头,取料头可伸入、张紧弯管的上端口,对应的弯管背侧可移动设有定位叉板。
8、所述出料机构的出料路径上还设有弯管气密性检测机构。
9、所述弯管气密性检测机构包括有上定位座、下定位座和定位块,所述弯管上端伸入上定位座内,且上定位座内设有上密封块,上密封块可移动贴合弯管上端口,所述弯管下端伸入下定位座内,且下定位座内设有下密封块,下密封块可移动贴合弯管下端口,所述定位块可移动设置于弯管背侧,定位块上设有定位槽,定位槽与弯管相匹配,且定位块下端与接头上端限位配合;所述上密封块或下密封块上穿设有气密性检测器的气管接头。
10、所述出料机构包括有第一出料机械手、第二出料机械手和出料斗,所述第一出料机械手可升降和平移传递焊接完成的弯管至弯管气密性检测机构,所述第二物料传递机构可升降和平移传递气密合格的弯管至出料斗或气密不合格的弯管至废料入口。
11、所述出料斗可移动设置,当出料斗接收到气密检测器的合格信号时,移动至废料入口上方。
12、本发明的有益效果是改进后的弯管激光焊接机,接头由接头上料机构传递至工装夹具,弯管由弯管上料机构传递、叠合于接头上端,并由纠偏夹块进行纠偏和定位夹爪进行定位,保证弯管与接头精确堆叠,且对弯管进行定位,然后由激光焊接机构先点焊、再满焊,焊接完成后由出料机构外送,以上实现弯管的自动化焊接,提高生产效率,且焊接准确,质量可靠。
技术特征:1.弯管激光焊接机,包括有工作台,其特征在于:所述工作台上设有焊接工位及围设于焊接工位外周的弯管上料机构、激光焊接机构、接头上料机构和出料机构;所述焊接工位上设有工装夹具,工装夹具设置于转动座上,工装夹具上方可升降设有定位夹爪,工装夹具两侧可相对移动设有纠偏夹块;所述接头上料机构传递接头至工装夹具,所述弯管上料机构传递弯管叠合于接头上端,并由纠偏夹块进行纠偏和定位夹爪进行定位,所述激光焊接机构设置于滑座上、并可移动贴近弯管与接头的焊接处,所述出料机构对焊接完成的弯管进行外送。
2.如权利要求1所述的弯管激光焊接机,其特征在于:所述接头上料机构包括有接头上料通道和接头上料机械手,所述接头上料通道包括有输送带、位于输送带两侧的导料板、位于输送带前端的挡料板,导料板与挡料板之间形成出料通道,出料通道一侧可移动设有推料块,出料通道另一侧衔接有所述接头上料机械手,接头上料机械手可升降和平移传递接头至工装夹具。
3.如权利要求2所述的弯管激光焊接机,其特征在于:所述出料通道另一侧还设有接头纠偏结构,接头纠偏结构包括有可移动设置的第一纠偏推块与第二纠偏推块,第一纠偏推块与推料块相对设置,第二纠偏推块与挡料板相对设置。
4.如权利要求1所述的弯管激光焊接机,其特征在于:所述弯管上料机构包括有弯管上料通道和弯管上料机械手,所述弯管上料通道包括有直线震动盘和支撑弯管站立的靠板,靠板沿传送方向布置于直线震动盘内;所述弯管上料机械手可升降和平移传递弯管至接头上端。
5.如权利要求4所述的弯管激光焊接机,其特征在于:所述直线震动盘前端还设有挡板、定位板、上压板与下顶板,所述挡板阻挡限位传送过来的弯管,所述上压板与下顶板分别可升降设置于直线振动盘上下方,且直线震动盘上设有供下顶板穿过的开口,上压板与下顶板相互配合夹取弯管并上移,所述定位板可前后移动设置,且定位板与挡板相互配合定位上移的弯管。
6.如权利要求4或5所述的弯管激光焊接机,其特征在于:所述弯管上料机械手包括有可开合动作、对半设置的取料头,取料头可伸入、张紧弯管的上端口,对应的弯管背侧可移动设有定位叉板。
7.如权利要求1所述的弯管激光焊接机,其特征在于:所述出料机构的出料路径上还设有弯管气密性检测机构。
8.如权利要求7所述的弯管激光焊接机,其特征在于:所述弯管气密性检测机构包括有上定位座、下定位座和定位块,所述弯管上端伸入上定位座内,且上定位座内设有上密封块,上密封块可移动贴合弯管上端口,所述弯管下端伸入下定位座内,且下定位座内设有下密封块,下密封块可移动贴合弯管下端口,所述定位块可移动设置于弯管背侧,定位块上设有定位槽,定位槽与弯管相匹配,且定位块下端与接头上端限位配合;所述上密封块或下密封块上穿设有气密性检测器的气管接头。
9.如权利要求7所述的弯管激光焊接机,其特征在于:所述出料机构包括有第一出料机械手、第二出料机械手和出料斗,所述第一出料机械手可升降和平移传递焊接完成的弯管至弯管气密性检测机构,所述第二物料传递机构可升降和平移传递气密合格的弯管至出料斗或气密不合格的弯管至废料入口。
10.如权利要求9所述的弯管激光焊接机,其特征在于:所述出料斗可移动设置,当出料斗接收到气密检测器的合格信号时,移动至废料入口上方。
技术总结本发明公开了一种弯管激光焊接机,包括有工作台,其特征在于:所述工作台上设有焊接工位及围设于焊接工位外周的弯管上料机构、激光焊接机构、接头上料机构和出料机构;所述焊接工位上设有工装夹具,工装夹具设置于转动座上,工装夹具上方可升降设有定位夹爪,工装夹具两侧可相对移动设有纠偏夹块;所述接头上料机构传递接头至工装夹具,所述弯管上料机构传递弯管叠合于接头上端,并由纠偏夹块进行纠偏和定位夹爪进行定位,所述激光焊接机构设置于滑座上、并可移动贴近弯管与接头的焊接处,所述出料机构对焊接完成的弯管进行外送。本发明实现弯管的自动化焊接,且焊接准确、质量可靠。
技术研发人员:李胜杰,龚先勇,魏健豪
受保护的技术使用者:浙江起点激光科技有限公司
技术研发日:技术公布日:2024/4/29