一种智能联锁的钢材剪切装置的制作方法
本发明涉及轧钢,具体是一种智能联锁的钢材剪切装置。
背景技术:
1、卡断剪是用于下游轧机出现故障时对轧件进行紧急事故卡断的设施,平时每周开动卡断剪空切一次,保证各铰点灵活,只有在卡断剪处于复位状态时方可进行轧制。现有卡断剪气缸安装位置在下箱体,通过气缸控制下剪臂、下剪刃的工作位置;正常生产时(线材正常轧制时),气缸处于收缩状态,剪刃悬空置于线材上下两侧,线材可以正常通过,卡断剪空转;下游轧机出现故障时(异常停机、堆钢、飞钢等情况),人为在主控台操作,使气缸加压,剪臂伸展,剪刃闭合,线材通过卡断剪时,会被旋转的剪刃逐步剪断成长度一致的断钢,落入平台下方的废钢箱内,在使用时,存在着以下问题:
2、1)现有卡断剪气缸安装在底部,通过伸缩杆控制下剪臂、下剪刃工作位置,由于轧钢生产环境影响,气缸、剪臂、剪刃等关键零部件都处于高温环境,并长期被冷却水冲刷,极易导致剪臂、剪刃变形,同时由于自重限制,气缸位于底部时经常会被卡死,伸缩杆失效;且失效后需对整体设备全部解体后才能进行调整维护,维修时间较长;现有卡断剪采用曲柄连杆机构传动,长连杆的动作误差会被放大,上下剪刃在剪切时会出现错口,不能同时对线材的同一位置进行切割,同时剪刃长时间使用会存在磨损,极易导致卡断剪不能切断线材;上述情况发生后会导致下游轧机出现异常状况,卡断剪不能及时切断上游轧机传输来的线材轧件,下游轧机持续堆钢,造成安全隐患,严重时会损坏下游轧机设备;
3、2)现有轧钢技术仅在加热炉进出口处设置了轧件温度监测,部分改造生产线在模块轧机入口处设置轧件温度监测,其余轧机前后的温度都是通过理论计算和经验粗略估计,并未对轧件进行实际温度监测,这就导致有些温度过低、塑性较差的轧件在进入轧机后,不能进行正常轧制,导致轧件在轧机内堆积(称为堆钢现象),且在堆钢现象发生后,堆积的轧件更难清理,且需整线停机,不仅存在安全隐患,还会影响生产效率。
技术实现思路
1、本发明的目的在于解决现有技术中存在的问题,提供一种智能联锁的钢材剪切装置,能够降低气缸伸缩杆卡死状况发生的可能性,更利于设备维护人员进行检维修,剪刃运行轨迹更加稳定可靠,保证对线材轧件切割的准确性,且具备温度监测、自动切断功能。
2、本发明为实现上述目的,通过以下技术方案实现:
3、一种智能联锁的钢材剪切装置,包括剪体,所述剪体的一侧的顶部设有l型的剪臂,所述剪臂的中部与剪体铰接,所述剪臂的一端设有上剪刃,另一端设有气缸,所述剪体的顶部设有与气缸相适应的支撑座,所述气缸的一端与支撑座的顶部铰接,另一端与剪臂铰接,所述上剪刃与下剪刃之间通过齿轮传动,在卡断剪的保护罩内设有红外测温仪,红外测温仪的测温点控制在线材轧件表面,所述红外测温仪、气缸均与电控系统信号连接。
4、优选的,所述上剪刃、下剪刃均与齿轮箱传动连接,伺服电机驱动齿轮箱后带动上剪刃、下剪刃顺时针旋转。
5、优选的,正常生产状态下,气缸处于回程状态,上剪刃、下剪刃空转;下游轧机出现异常故障后,电控系统接收切断信号,气缸切换进程状态,剪刃闭合,开始切断线材轧件。
6、优选的,红外测温仪监测轧件温度,通过将测量的轧件温度与电控系统内的设定温度进行对比,若线材轧件温度低于设定温度,自动向电控系统传输切断信号,电控系统控制气缸切换进程状态,剪刃闭合,开始切断线材轧件。
7、优选的,所述上剪刃、下剪刃的材料为6crw2si,热处理硬度要求hrc57以上。
8、对比现有技术,本发明的有益效果在于:
9、1、本发明的卡断剪更具稳定性;气缸连接上剪刃的控制方式,能够降低气缸伸缩杆卡死状况发生的可能性,且气缸本身拆检更加方便,更利于设备维护人员进行检维修。
10、2、本发明的卡断剪通过齿轮传动控制上剪刃、下剪刃工作位置,使剪刃运行轨迹更加稳定可靠;齿轮传动与连杆机构相比具有精度高、使用寿命长的特点,齿轮传动更能使上剪刃、下剪刃同时切割于线材轧件上的同一位置,保证对线材轧件切割的准确性。
11、3、本发明的卡断剪具备温度监测、自动切断功能;通过将测量的轧件温度与设定温度进行对比,若线材轧件温度低于设定温度,自动向气缸电控系统传输切断信号,也可人为手动传输切断信号,控制气缸切换运行状态,实现卡断剪切换空转和切断的工作状态。
技术特征:
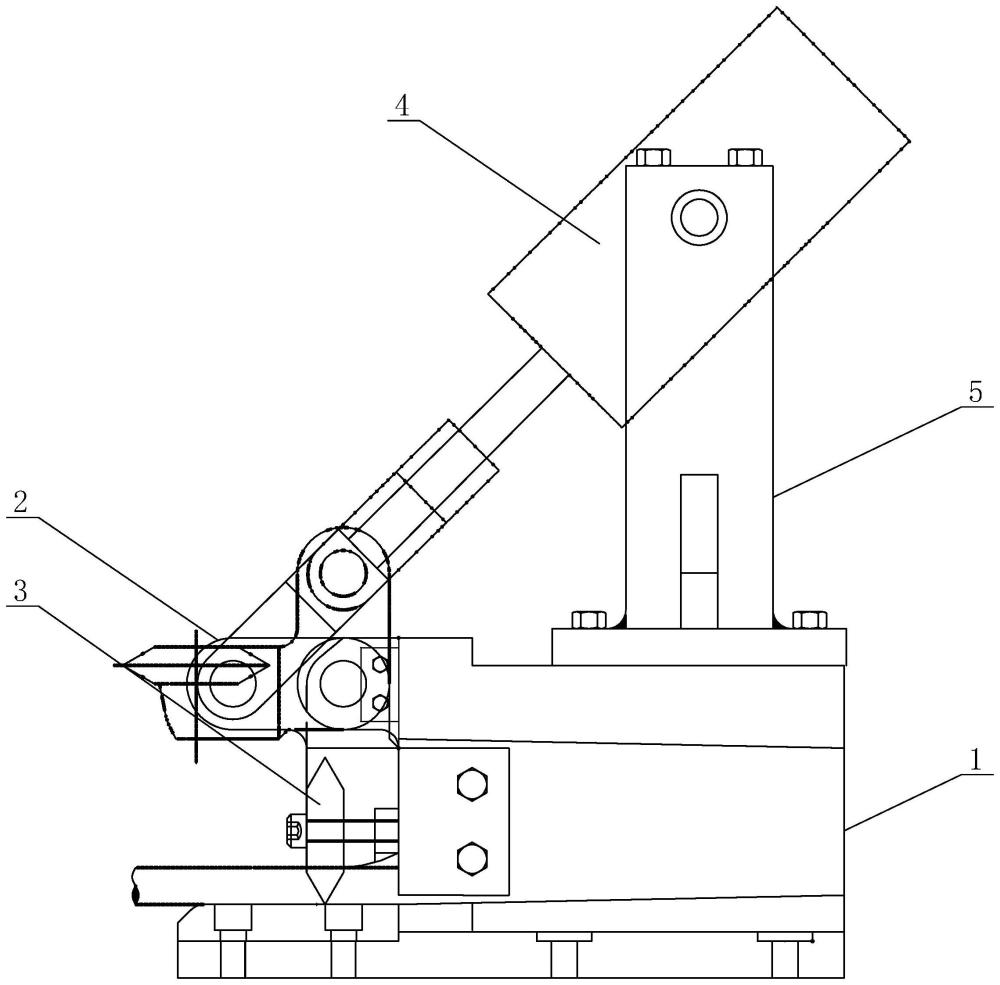
1.一种智能联锁的钢材剪切装置,包括剪体(1),其特征是:所述剪体(1)的一侧的顶部设有l型的剪臂(2),所述剪臂(2)中部与剪体(1)铰接,所述剪臂(2)的一端设有上剪刃(3),另一端设有气缸(4),所述剪体(1)的顶部设有与气缸(4)相适应的支撑座(5),所述气缸(4)的一端与支撑座(5)的顶部铰接,另一端与剪臂(2)铰接,所述上剪刃(3)与下剪刃(6)之间通过齿轮传动,在卡断剪的保护罩内设有红外测温仪,红外测温仪的测温点控制在线材轧件表面,所述红外测温仪、气缸(4)均与电控系统信号连接。
2.根据权利要求1所述的一种智能联锁的钢材剪切装置,其特征是:所述上剪刃(3)、下剪刃(6)均与齿轮箱传动连接,伺服电机驱动齿轮箱后带动上剪刃(3)、下剪刃(6)顺时针旋转。
3.根据权利要求1所述的一种智能联锁的钢材剪切装置,其特征是:正常生产状态下,气缸(4)处于回程状态,上剪刃(3)、下剪刃(6)空转;下游轧机出现异常故障后,电控系统接收切断信号,气缸(4)切换进程状态,剪刃闭合,开始切断线材轧件。
4.根据权利要求1所述的一种智能联锁的钢材剪切装置,其特征是:红外测温仪监测轧件温度,通过将测量的轧件温度与电控系统内的设定温度进行对比,若线材轧件温度低于设定温度,自动向电控系统传输切断信号,电控系统控制气缸(4)切换进程状态,剪刃闭合,开始切断线材轧件。
5.根据权利要求1所述的一种智能联锁的钢材剪切装置,其特征是:所述上剪刃(3)、下剪刃(6)的材料为6crw2si,热处理硬度要求hrc57以上。
技术总结
本发明公开了一种智能联锁的钢材剪切装置,主要涉及轧钢技术领域;包括剪体,所述剪体的一侧的顶部设有L型的剪臂,剪臂的中部与剪体铰接,所述剪臂的一端设有上剪刃,另一端设有气缸,所述剪体的顶部设有与气缸相适应的支撑座,所述气缸的一端与支撑座的顶部铰接,另一端与剪臂铰接,所述上剪刃与下剪刃之间通过齿轮传动,在卡断剪的保护罩内设有红外测温仪,红外测温仪的测温点控制在线材轧件表面,所述红外测温仪、气缸均与电控系统信号连接;本发明能够降低气缸伸缩杆卡死状况发生的可能性,更利于设备维护人员进行检维修,剪刃运行轨迹更加稳定可靠,保证对线材轧件切割的准确性,且具备温度监测、自动切断功能。
技术研发人员:陈磊,张洋洋,刘杨,刘强,徐龙
受保护的技术使用者:日照广亚机电设备有限公司
技术研发日:
技术公布日:2024/4/29
- 还没有人留言评论。精彩留言会获得点赞!