双金属冶金复合换热管与挠性管板管子-管板的焊接方法与流程
:本发明涉及一种双金属冶金复合换热管与挠性管板管子-管板的焊接方法。
背景技术
0、
背景技术:
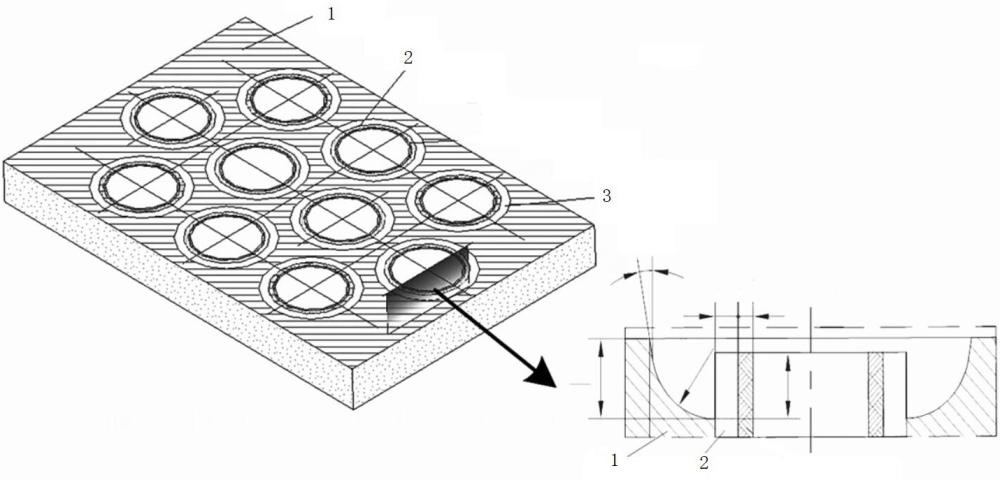
1、管壳式换热器是压力容器中一类重要产品分支。换热管与管板之间的连接处是产品发生失效的主要部位,其可靠性直接影响产品的使用寿命。采用焊接的方式将换热管与管板进行连接是最为常见的方式,通常称为管子-管板焊接。在管壳式换热器的生产制造过程中,管子-管板焊接属于最为关键的工序。当管壳式换热器设计参数较高时,在某种特定的使用工况下会采用双金属冶金复合换热管,同时会结合使用具备一定变形能力的管板-挠性管板,针对此结构,制定了适合的焊接方法。
技术实现思路
0、
技术实现要素:
1、本发明的目的是解决上述存在的问题,提供一种双金属冶金复合换热管与挠性管板管子-管板的焊接方法。
2、上述的目的通过以下的技术方案实现:
3、一种双金属冶金复合换热管与挠性管板管子-管板的焊接方法,该方法包括如下步骤:
4、步骤一:将双金属换热管与挠性管板进行装配;
5、步骤二:将焊接坡口周围20mm范围内影响焊接的杂质完全去除;
6、步骤三:采用电加热或者火焰加热的方式对管板及换热管进行预热;
7、步骤四:采用钨极氩弧焊的方式对换热管与管板点焊两点进行固定;
8、步骤五:采用钨极氩弧焊的方式,使用镍基焊丝对换热管进行封口焊接;
9、步骤六:采用钨极氩弧焊的方式对换热管与管板进行首层焊接;
10、步骤七:首层焊接完成后,采用焊条电弧焊的方式或钨极氩弧焊的方式进行填充焊接,焊至距换热管封口焊缝处约2-3mm处;
11、步骤八:最后采用钨极氩弧焊的方式继续进行焊接,直至焊妥。
12、所述的双金属冶金复合换热管与挠性管板管子-管板的焊接方法,所述的步骤三中采用电加热方式对管板及换热管进行预热,预热温度≥150℃。
13、所述的双金属冶金复合换热管与挠性管板管子-管板的焊接方法,所述的步骤四中对换热管与管板点焊两点进行固定,焊接的两点沿坡口圆周方向互成180°。
14、所述的双金属冶金复合换热管与挠性管板管子-管板的焊接方法,所述的步骤五中使用镍基焊丝对换热管进行封口焊接,其中1.5mm≤焊道厚度≤2.0mm。
15、所述的双金属冶金复合换热管与挠性管板管子-管板的焊接方法,所述的步骤六中对换热管与管板进行首层焊接,其中1.0mm≤焊道厚度≤1.5mm。
16、所述的双金属冶金复合换热管与挠性管板管子-管板的焊接方法,所述的步骤七中采用焊条电弧焊的方式进行焊接,1.5mm≤焊道厚度,平焊位置≤2.5mm,1.5mm≤焊道厚度,全位置≤3.0mm。
17、所述的双金属冶金复合换热管与挠性管板管子-管板的焊接方法,所述的步骤七中采用钨极氩弧焊的方式进行焊接,其中1.5mm≤焊道厚度≤2.5mm。
18、所述的双金属冶金复合换热管与挠性管板管子-管板的焊接方法,所述的步骤八中采用钨极氩弧焊的方式继续进行焊接,直至焊妥,其中1.5mm≤焊道厚度≤2.0mm。
19、有益效果:
20、1.本发明解决了在满足设计结构要求的前提下,可有效保证管子-管板焊接接头质量,保证产品的平稳运行。本发明可应用于大直径厚壁双金属冶金复合管与挠性管板的管子-管板焊接。
21、2.本发明按上述焊接方式进行焊接,可有效避免双金属复合换热管基层及覆层分离的情况发生。
技术特征:
1.一种双金属冶金复合换热管与挠性管板管子-管板的焊接方法,其特征是:该方法包括如下步骤:
2.根据权利要求1所述的双金属冶金复合换热管与挠性管板管子-管板的焊接方法,其特征是:所述的步骤三中采用电加热方式对管板及换热管进行预热,预热温度≥150℃。
3.根据权利要求1所述的双金属冶金复合换热管与挠性管板管子-管板的焊接方法,其特征是:所述的步骤四中对换热管与管板点焊两点进行固定,焊接的两点沿坡口圆周方向互成180°。
4.根据权利要求1所述的双金属冶金复合换热管与挠性管板管子-管板的焊接方法,其特征是:所述的步骤五中使用镍基焊丝对换热管进行封口焊接,其中1.5mm≤焊道厚度≤2.0mm。
5.根据权利要求1所述的双金属冶金复合换热管与挠性管板管子-管板的焊接方法,其特征是:所述的步骤六中对换热管与管板进行首层焊接,其中1.0mm≤焊道厚度≤1.5mm。
6.根据权利要求1所述的双金属冶金复合换热管与挠性管板管子-管板的焊接方法,其特征是:所述的步骤七中采用焊条电弧焊的方式进行焊接,1.5mm≤焊道厚度,平焊位置≤2.5mm,1.5mm≤焊道厚度,全位置≤3.0mm。
7.根据权利要求1所述的双金属冶金复合换热管与挠性管板管子-管板的焊接方法,其特征是:所述的步骤七中采用钨极氩弧焊的方式进行焊接,其中1.5mm≤焊道厚度≤2.5mm。
8.根据权利要求1所述的双金属冶金复合换热管与挠性管板管子-管板的焊接方法,其特征是:所述的步骤八中采用钨极氩弧焊的方式继续进行焊接,直至焊妥,其中1.5mm≤焊道厚度≤2.0mm。
技术总结
双金属冶金复合换热管与挠性管板管子‑管板的焊接方法及换热方法。当管壳式换热器设计参数较高时,在某种特定的使用工况下会采用双金属冶金复合换热管,同时会结合使用具备一定变形能力的管板‑挠性管板。本发明包括如下步骤:将双金属换热管与挠性管板进行装配;采用钨极氩弧焊的方式对换热管与管板点焊两点进行固定;采用钨极氩弧焊的方式,使用镍基焊丝对换热管进行封口焊接;采用钨极氩弧焊的方式对换热管与管板进行首层焊接;首层焊接完成后,采用焊条电弧焊的方式或钨极氩弧焊的方式进行填充焊接,最后采用钨极氩弧焊的方式继续进行焊接,直至焊妥。本发明用于管子‑管板的焊接。
技术研发人员:高成龙,李宪爽,刘海,赵卫君,徐兵,徐祥久
受保护的技术使用者:哈尔滨锅炉厂有限责任公司
技术研发日:
技术公布日:2024/5/8
- 还没有人留言评论。精彩留言会获得点赞!