一种电子束焊接机电子枪改造方法与流程
本发明属于电子束加工,主要针对电子束焊接机设备中电子枪设计与改造升级。
背景技术:
1、电子束焊接技术广泛应用于工业及其他机械器件的高精度高质量焊接加工领域。电子束焊接是利用高速运动电子轰击到待加工件,在电子束与物质相互作用下,待加工区温度快速升高并发生气化或熔化,从而实现待加工件焊接。电子束焊接具有热影响区小、焊接深宽比高等特点,其主要原因在于焊接用电子束功率密度可达109w/cm2,电子束最小束斑小,因而,高功率密度和小束斑直径是电子束品质的关键参数。电子束品质主要取决于电子枪中阴极的发射性能,电子枪常用阴极材料有钨、钽等,其中由于钨片具有易加工、低成本、发射束流大等特点,得到广泛应用。但是随着技术不断发展,钨灯丝阴极存在阴极工作发热量大,发射束流密度低、工作寿命短等问题,相比较而言,六硼化镧lab6或六硼化铈ceb6阴极具有热量小,束流密度高,工作寿命长等优点,在合理使用条件情况下,可以达到300h以上使用时间,因而将六硼化镧或六硼化铈阴极应用于电子束焊接机中,不但可以提高加工质量,而且可以非常大地提高生产效率,减低生产成本。
技术实现思路
1、针对上述问题,本发明提出一种电子束焊接机直热式电子枪改造方法,针对钨灯丝阴极进行改造,用六硼化镧或六硼化铈阴极替换钨片阴极,在减少整机改动情况下,通过改造栅阴极组件实现了优化电子束焊接机性能,是一种简化而有效的电子束焊接机改造方法。
2、本发明电子束焊接机电子枪改造方法,具体步骤如下:
3、步骤1:设计阴极组件。
4、阴极采用或六硼化铈阴极,并设计阴极底座与阴极压环。其中,阴极底座内圈周向上设计有环形槽,环形槽直径与深度同阴极的主体尺寸一致。将阴极的主体置于环形槽内;阴极压环内圈直径小于阴极的主体直径。阴极压环与阴极底座周向上对应位置设计螺纹孔,由螺栓配合螺纹孔螺纹连接将两者同轴固定,由阴极压环将阴极的主体压紧固定于环形槽内;形成整体阴极组件。
5、步骤2:设计阴极的引脚转接组件。
6、引脚转接组件包括设计阴极插座、阴极插座定位盘、固定螺栓、压紧板、固定螺母与定位销。
7、其中,阴极插座为两个,具有固定板与转接头。固定板上左右对应位置设计有通孔用于配合螺栓进行阴极插座的连接;固定板底面设计有柱状转接头,转接头上沿轴向设计有插孔,用于插接阴极的引脚。
8、阴极插座定位盘上开有两个阴极插座连接孔;通过两根固定螺栓由阴极插座的固定板下方穿过阴极插座上的两个通孔,进一步穿过阴极插座定位盘上两阴极插座连接孔内同轴插接的下部绝缘套筒后,由阴极插座定位盘顶面穿出。上述下部绝缘套筒在插座连接孔内的轴向定位通过下部绝缘套筒底面周向设计的台肩实现。
9、随后,将两个上部绝缘套筒套于两根固定螺栓由阴极插座定位盘顶面穿出部分上;进一步将设计的金属材质压紧板通过其上两个通孔套于两根固定螺栓上。
10、最后通过两个固定螺母与两根固定螺栓螺纹配合,通过拧紧固定螺母实现各部分间的压紧固定。
11、上述压紧板的两个通孔之间还开有插接孔,插接孔用于插接固定金属材质定位销。
12、由此构成了阴极引脚转接组件。
13、步骤3:设计与电子枪高压绝缘子组件配合的栅帽。
14、所设计的栅帽结构需保留原有电子枪高压绝缘子组件的三个特征,包括:原电子枪高压绝缘子组件中定位面的形状尺寸、电子枪高压绝缘子组件定位面外壁周向上的定位弧结构尺寸以及电子枪高压绝缘子组件的总高度h1。
15、同时在栅帽内部由下至上依次设计有内壁周向开设的阴极组件安装槽、内壁周向设计的定位台肩,用于配合阴极组件以及步骤2中的阴极组件引脚转接结构的安装。
16、步骤4:阴极组件的安装。
17、首先,将阴极组件置于栅极下部的阴极组件安装槽内,实现两者间的配合定位;
18、随后,将经步骤3组装得到的整体阴极转接结构置于栅帽内,使阴极的两个引脚分别与两个阴极插座间插接配合,至阴极插座定位盘与环形定位台肩接触时插接到位。
19、最终得到用于替换现在电子枪钨阴极的电子枪栅阴极组件;灯丝电流路径由其中一个定位销进入,通过压紧板、固定螺栓、固定螺母与阴极插座,流经并加热灯丝,然后通过另一端阴极插座、固定螺栓、固定螺母、压紧板与定位销流出;通过上部与下部绝缘套筒实现阴极与栅帽间的绝缘。
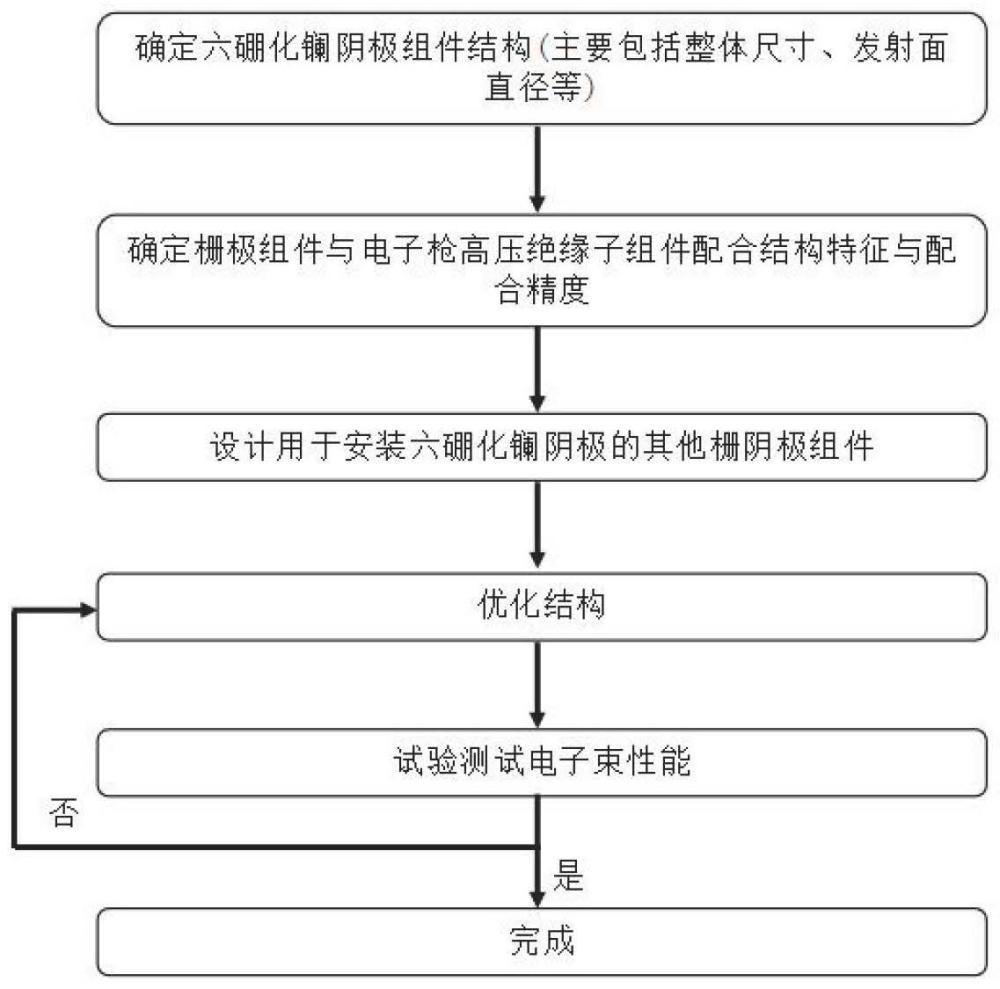
20、步骤5:对电子枪栅阴极组件结构进行优化,优化目标是获得比改造前钨片阴极更大束流更小束斑更高功率密度的电子束品质。
21、本发明的优点在于:
22、1、本发明电子束焊接机电子枪改造方法,将钨阴极电子枪改造为或六硼化铈阴极电子枪,可大大提高电子枪品质,提高生产效率。
23、2、本发明电子束焊接机电子枪改造方法所改造后的或六硼化铈阴极电子枪,相比于钨阴极电子枪,具有大束流小束斑高功率密度的特点,使电子枪发射的电子束束斑直径由原来的直径0.3-0.4mm提高到0.1-0.2mm;
24、3、本发明电子束焊接机电子枪改造方法,使电子枪穿透能力增强,是钨阴极电子枪的1.2-1.3倍。
25、4、本发明电子束焊接机电子枪改造方法,使电子枪聚焦范围增大,原来聚焦有效工作距离由0-300mm提高至0-550mm;
26、5、本发明电子束焊接机电子枪改造方法,可有效延长电子枪寿命,可达到片状钨阴极电子枪的10-15倍。
27、6、本发明电子束焊接机电子枪改造方法,使灯丝加热电流大大减少,现有钨阴极需要13安培以上,而经本方法改造后仅需3安培左右,大大降低电子枪散热要求。
技术特征:
1.一种电子束焊接机电子枪改造方法,其特征在于:具体步骤为:
2.如权利要求1所述电子束焊接机电子枪改造方法,其特征在于:上述阴极组件安装槽侧壁周向上开有固定螺孔,用于配合顶紧螺钉顶紧固定槽内设置的阴极组件。
3.如权利要求1所述电子束焊接机电子枪改造方法,其特征在于:阴极插座定位盘侧部开有定位槽与栅帽内壁上的定位凸起配合插接,限制阴极插座定位盘的周向转动。
4.如权利要求1所述电子束焊接机电子枪改造方法,其特征在于:阴极组件外壁上设计的定位凸起与阴极组件安装槽底面的凹进部分插接定位阴极组件。
5.如权利要求1所述一种电子束焊接机电子枪改造方法,其特征在于:
6.如权利要求1所述一种电子束焊接机电子枪改造方法,其特征在于:步骤5中,栅帽选择为弧面栅帽或斜面栅帽时,在优化过程中考虑曲率半径或斜面角度的参数,然后按照步骤5方法进行优化。
技术总结
本发明公开一种电子束焊接机电子枪改造方法,属于电子束加工技术领域,首先设计六硼化镧或六硼化铈阴极组件,并根据其尺寸设计栅帽结构,保证栅帽可与电子枪中高压绝缘子配合尺寸和精度。根据六硼化镧阴极发射特性,优化设计栅帽端面形状、栅帽孔径、发射阴极端面和栅帽端面之间距离,栅帽端面和阳极之间距离,并对改造后电子枪的电子束性能进行测试。最后根据测试结果对电子枪性能进行评估,从而确定是否继续优化设计上述结构特征。本发明方法将钨阴极直热式电子枪改造为六硼化镧或六硼化铈阴极直热式电子枪,可提高电子枪品质及其焊接加工质量,且大大地提高电子枪阴极使用寿命,提高了生产效率。
技术研发人员:徐超,陶振凯,王振,朱明鹏,郑红川,何鹏
受保护的技术使用者:北京中科华正电气有限公司
技术研发日:
技术公布日:2024/6/2
- 还没有人留言评论。精彩留言会获得点赞!