一种热送坯的传送方法及系统与流程
本发明涉及钢铁生产领域,更具体地说,它涉及一种热送坯的传送方法及系统。
背景技术:
1、轧钢厂加热炉的入炉钢坯主要由热送坯和冷坯组成,其中热送坯是由炼钢侧通过热送辊道传送过来,热送辊道的热送率直接关系到能耗,所以提高热送率对于降低能耗,实现绿色发展非常重要,但是现有技术主要是炼钢侧根据生产节奏将热送钢坯从炼钢侧的热送辊道传送到轧钢侧的热送辊道。
2、这样的方式存在极大的弊端和缺陷,第一方面是炼钢侧根据生产节奏将热送钢坯从炼钢侧的热送辊道传送到轧钢侧的热送辊道,如果遇到轧钢侧热送推钢机在前位或者中间位,则会导致钢坯直接撞击热送推钢机,进而导致热送推钢机的损坏,从而会导致热送的中断,最终会导致热送率的降低以及能耗的增加,同时会导致备件成本的增加。第二方面是炼钢侧根据生产节奏将热送钢坯从炼钢侧的热送辊道传送到轧钢侧的热送辊道,如果轧钢侧的热送辊道上面还有钢坯,将会导致热送钢坯撞击热送钢坯,导致钢坯变弯,进一步导致钢坯在进加热炉的过程中发生卡阻的故障,同样会导致设备故障的发生,进而会导致热送的中断,最终会导致热送率的降低以及能耗的增加,同时会导致备件成本的增加。第三方面是炼钢侧根据生产节奏将热送钢坯从炼钢侧的热送辊道传送到轧钢侧的热送辊道,当遇到轧钢侧的辊道还没有转的时候,会导致炼钢侧的热送辊道过负荷以及振动过大,进而导致设备的损坏,进而造成备件成本的浪费以及热送率的降低。
技术实现思路
1、本发明要解决的技术问题是针对现有技术的不足,提供一种热送坯的传送方法及系统,解决现有传送钢坯的技术会导致热送相关设备以及钢坯损坏的技术问题。
2、本发明所述的一种热送坯的传送方法,该方法为,
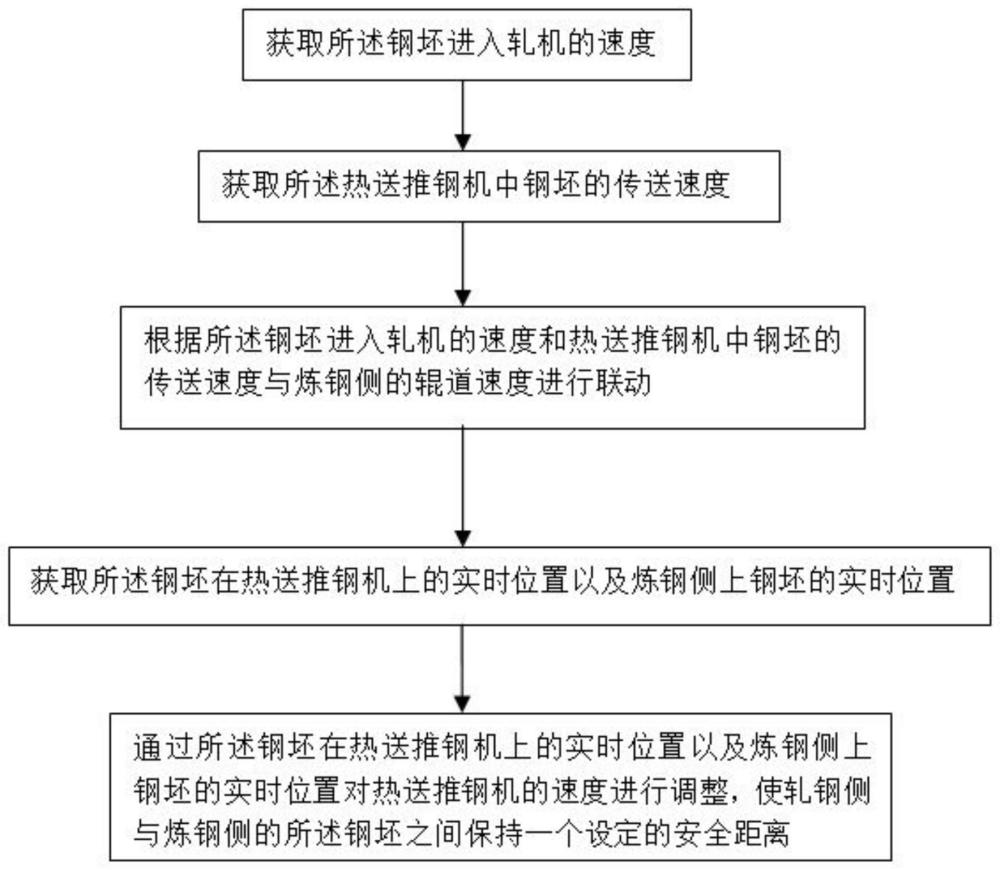
3、获取所述钢坯进入轧机的速度;
4、获取所述热送推钢机中钢坯的传送速度;
5、根据所述钢坯进入轧机的速度和热送推钢机中钢坯的传送速度与炼钢侧的辊道速度进行联动;
6、获取所述钢坯在热送推钢机上的实时位置以及炼钢侧上钢坯的实时位置;
7、通过所述钢坯在热送推钢机上的实时位置以及炼钢侧上钢坯的实时位置对热送推钢机的速度进行调整,使轧钢侧与炼钢侧的所述钢坯之间保持一个设定的安全距离。
8、作进一步的改进,所述炼钢侧的辊道速度通过以下方式确定,
9、
10、其中,v2为所述炼钢侧的辊道速度,v0为所述钢坯进入轧机的速度,v1为所述热送推钢机中钢坯的传送速度。
11、进一步的,将所述钢坯进入轧机的速度调大,所述炼钢侧的辊道速度增大;将所述钢坯进入轧机的速度减小,所述炼钢侧的辊道速度减小。
12、更进一步的,所述热送推钢机的速度通过以下方式确定,
13、
14、其中,v3为所述热送推钢机的速度,v2为所述炼钢侧的辊道速度,v1为所述热送推钢机中钢坯的传送速度。
15、更进一步的,在所述热送推钢机上设定一个速度检测点,当所述钢坯在热送推钢机上的实时位置到达速度检测点且所述钢坯在炼钢侧的辊道时,降低所述炼钢侧的辊道速度,使所述热送推钢机的速度降低,使轧钢侧与炼钢侧的所述钢坯之间保持一个设定的安全距离。
16、更进一步的,所述钢坯进入轧机的速度、热送推钢机中钢坯的传送速度均通过速度传感器获取。
17、更进一步的,所述钢坯在热送推钢机上的实时位置由位移传感器和热金属检测传感器获取。
18、一种热送坯的传送系统,该系统包括控制器,热送推钢机驱动模块和钢坯识别模块;所述控制器应用如上述任一项所述的控制方法控制热送推钢机驱动模块和钢坯识别模块对钢坯进行传送。
19、有益效果
20、本发明的优点在于:通过获取所述钢坯进入轧机的速度,获取所述热送推钢机中钢坯的传送速度,根据所述钢坯进入轧机的速度和热送推钢机中钢坯的传送速度与炼钢侧的辊道速度进行联动,接着获取所述钢坯在热送推钢机上的实时位置,通过所述钢坯在热送推钢机上的实时位置以及炼钢侧上钢坯的实时位置对热送推钢机的速度进行调整,使轧钢侧与炼钢侧的所述钢坯之间保持一个设定的安全距离;实现了对轧钢侧热送辊道运转状态的采集,实现了对钢坯位置采集,避免了相邻钢坯的碰撞,减少钢坯进入加热炉发生卡阻的故障率,提高了钢坯的热送率,降低了能耗,减少热送相关设备的备件成本。
技术特征:
1.一种热送坯的传送方法,其特征在于,该方法为,
2.根据权利要求1所述的一种热送坯的传送方法,其特征在于,所述炼钢侧的辊道速度通过以下方式确定,
3.根据权利要求2所述的一种热送坯的传送方法,其特征在于,将所述钢坯进入轧机的速度调大,所述炼钢侧的辊道速度增大;将所述钢坯进入轧机的速度减小,所述炼钢侧的辊道速度减小。
4.根据权利要求2所述的一种热送坯的传送方法,其特征在于,所述热送推钢机的速度通过以下方式确定,
5.根据权利要求4所述的一种热送坯的传送方法,其特征在于,在所述热送推钢机上设定一个速度检测点,当所述钢坯在热送推钢机上的实时位置到达速度检测点且所述钢坯在炼钢侧的辊道时,降低所述炼钢侧的辊道速度,使所述热送推钢机的速度降低,使轧钢侧与炼钢侧的所述钢坯之间保持一个设定的安全距离。
6.根据权利要求1所述的一种热送坯的传送方法,其特征在于,所述钢坯进入轧机的速度、热送推钢机中钢坯的传送速度均通过速度传感器获取。
7.根据权利要求1所述的一种热送坯的传送方法,其特征在于,所述钢坯在热送推钢机上的实时位置由位移传感器和热金属检测传感器获取。
8.一种热送坯的传送系统,其特征在于,该系统包括控制器,热送推钢机驱动模块和钢坯识别模块;所述控制器应用如权利要求1-7任一项所述的控制方法控制热送推钢机驱动模块和钢坯识别模块对钢坯进行传送。
技术总结
本发明公开了一种热送坯的传送方法,涉及钢铁生产领域,解决了现有传送钢坯的技术会导致热送相关设备以及钢坯损坏的技术问题。该方法为,获取所述钢坯进入轧机的速度;获取所述热送推钢机中钢坯的传送速度;根据所述钢坯进入轧机的速度和热送推钢机中钢坯的传送速度与炼钢侧的辊道速度进行联动;获取所述钢坯在热送推钢机上的实时位置以及炼钢侧上钢坯的实时位置;通过所述钢坯在热送推钢机上的实时位置以及炼钢侧上钢坯的实时位置对热送推钢机的速度进行调整。本发明还公开了一种热送坯的传送系统。本发明能减少钢坯进入加热炉发生卡阻的故障率,提高钢坯的热送率,降低能耗,减少热送相关设备的备件成本。
技术研发人员:朱春韶,朱国俊
受保护的技术使用者:阳春新钢铁有限责任公司
技术研发日:
技术公布日:2024/5/8
- 还没有人留言评论。精彩留言会获得点赞!