螺纹量头加工夹具及加工方法与流程
本发明涉及螺纹量头加工,特别地,涉及一种螺纹量头加工夹具和采用所述螺纹量头加工夹具的螺纹量头加工方法。
背景技术:
1、在航空发动机中有很多结构部件都需要应用螺纹连接,通过螺纹起到传递动力、紧固连接、微调等作用。因此在螺纹件的大量成批生产中,需要快速且精确测量外螺纹中径值,一般采用杠杆千分表与三针法测量螺纹中径,测量效率不高,使用不方便,或者采用螺纹千分尺测量外螺纹中径,同样测量精度不高,而且量头易磨损。
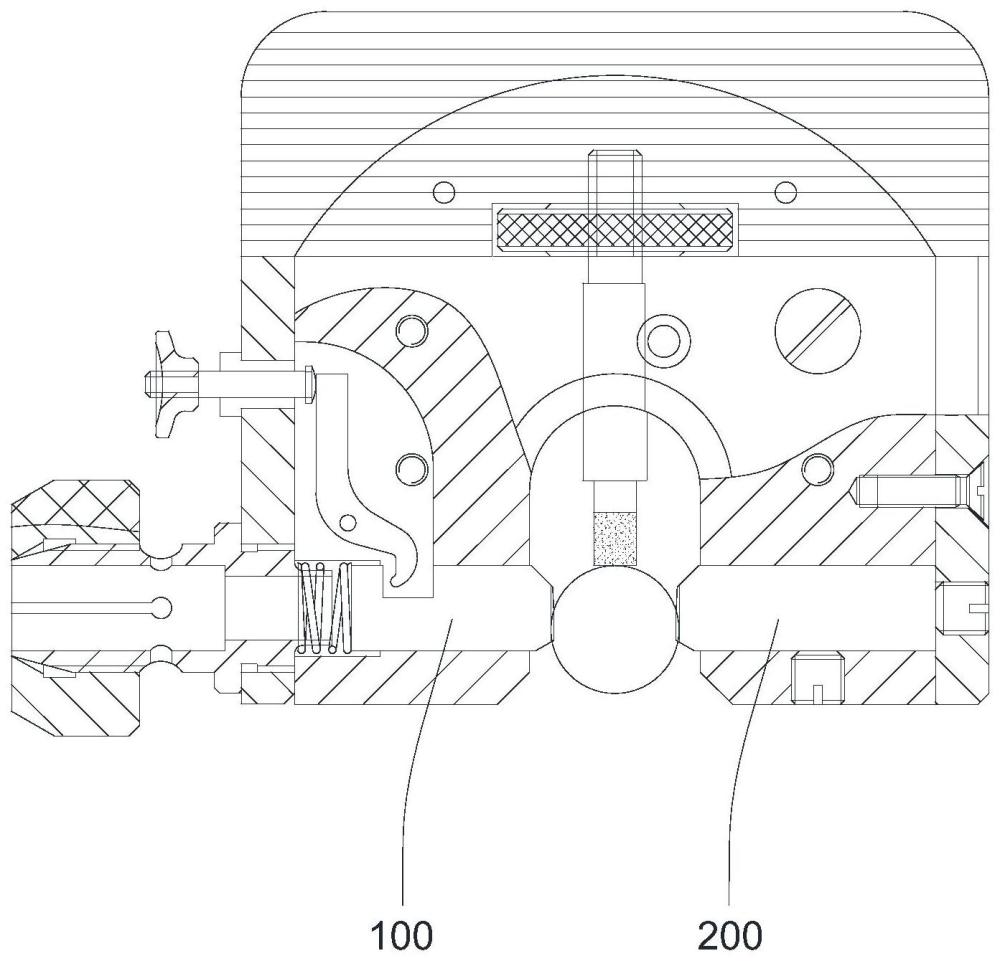
2、如图1所示,还有一种螺纹测量方式是采用螺纹带表卡规进行测量,通过左右两端的第一量头100和第二量头200分别抵接待测件的相对两侧,其中第一量头100为活动量头,在表夹中装夹百分表显示第一量头100与对表件对零后再测量待测件的差值,便可精确测量出待测件的螺纹中径大小,测量准确,使用方便快捷,效率高。
3、然而,由于第一量头100和第二量头200的端面上的螺纹齿都是不完整的环形螺纹,螺纹型面的回转中心在量头之外,无法通过在量头上作中心孔的方式来加工螺纹齿,而且第一量头100和第二量头200的测量位置不同,二者上的螺纹齿需按照待测件的标准螺距进行1/2螺距错位,加工定位难度大,并且在螺纹齿加工完成后,需要多次(至少三次)以上用螺纹对表件测量卡规,百分表读数变动值不大于0.003mm,即重复对表不大于0.003mm,并且螺纹中径锥度极限偏差为0.005mm,精度要求极高,常规夹具难以精准定位,只能采用超高精度的机床进行加工,加工成本高且效率低,无法满足批量化的量头生产需求。
技术实现思路
1、本发明首要提供一种螺纹量头加工夹具,以解决现有螺纹量头加工困难、加工成本高且效率低的技术问题。
2、本发明还提供一种螺纹量头加工方法,采用上述螺纹量头加工夹具。
3、根据本发明的第一方面,提供一种螺纹量头加工夹具,用于分别装夹第一量头和第二量头,以便在所述第一量头和所述第二量头的端面上加工出螺纹齿,并使所述第一量头的螺纹齿和所述第二量头的螺纹齿错位设置且错位量等于n;
4、所述螺纹量头加工夹具包括用于安装至加工机床上的芯轴和与所述芯轴同轴连接的转盘,所述转盘的外周沿周向间隔排布有多个第一卡位和多个第二卡位,所述第二卡位内可拆卸地设有厚度为n的垫块,所述第一卡位用于安装第一量头,所述第二卡位用于安装第二量头,并通过所述垫块使所述第二量头相对所述第一量头沿所述转盘的轴向错位设置且错位量等于n。
5、优选地,所述转盘包括底座和盖板,所述第一卡位和所述第二卡位均设于所述底座的轴向端面上并延伸穿出所述底座的侧面,所述盖板盖设于所述底座的轴向端面上并用于同时压合所述底座上的第一量头和第二量头。
6、优选地,所述盖板沿其周向布设有多个限位孔,所述限位孔用于穿设顶丝并通过所述顶丝顶紧所述第一量头或所述第二量头。
7、优选地,所述螺纹量头加工夹具还包括对刀块,所述转盘的外周还设有第三卡位,所述对刀块与所述第三卡位可拆卸连接。
8、优选地,多个第一卡位等距排布,所述第二卡位设于相邻两个第一卡位之间。
9、优选地,所述转盘对应所述第一卡位设有第一标识,所述转盘对应所述第二卡位设有第二标识,所述第一标识和所述第二标识的图案和/或颜色不同。
10、根据本发明的第二方面,还提供一种螺纹量头加工方法,采用上述螺纹量头加工夹具,所述螺纹量头加工方法包括以下步骤:
11、s100:将多个第一量头一一对应地安装在所述转盘的多个第一卡位内,将多个第二量头一一对应地安装在所述转盘的多个第二卡位内,通过所述垫块使得所述第二量头相对所述第一量头沿所述转盘的轴向错位设置且错位量等于n;
12、s200:将所述芯轴安装至加工机床的主轴上,通过加工机床驱动所述螺纹量头加工装置转动,在第一量头和第二量头的端面上加工出螺纹齿。
13、优选地,步骤s200具体包括:
14、s201:将所述芯轴安装至外圆磨机床的主轴上,通过外圆磨机床驱动所述螺纹量头加工装置转动,在第一量头和第二量头的端面上加工出圆弧面;
15、s202:将所述芯轴安装至螺纹磨机床的主轴上,通过螺纹磨机床驱动所述螺纹量头加工装置转动,在第一量头和第二量头的圆弧面上加工出螺纹齿。
16、优选地,在步骤s200之后还包括:
17、s300:将加工出的螺纹齿在刀磨机床上磨去不完整螺纹,并磨出两端倒角。
18、优选地,在步骤s100之前还包括:
19、将crwmn板料进行机械粗加工形成长方体状的方形坯料;
20、将所述方形坯料放进箱式电炉中加热到830±10℃保温2h进行淬火,然后经过油冷处理,再将油冷处理后的方形坯料进行回火,回火温度为160~200℃,保温时间为2h;
21、对回火处理后的方形坯料进行半精加工处理,使所述方形坯料的各个面的加工余量为0.12~0.15mm,平行垂直度小于0.01mm;
22、对半精加工处理后的方形坯料进行人工时效处理,放入时效炉加工至160~170℃,保持7~8小时,消除残余应力;
23、对人工时效处理后的方形坯料进行精加工处理,使所述方形坯料的各个面的加工余量为0.005~0.01mm,平行垂直度小于0.005mm;
24、对精加工处理后的方形坯料进行修研处理,使所述方形坯料的各个面的平行垂直度小于0.003mm,使所述方形坯料可用作第一量头和第二量头。
25、本发明具有以下有益效果:
26、本发明提供的螺纹量头加工夹具包括同轴设置的芯轴和转盘,在转盘的外周间隔布设多个第一卡位和多个第二卡位,并在第二卡位内设置厚度为n的垫块,将第一量头设于第一卡位内,将第二量头设于第二卡位内,便可使第二量头相对第一量头沿所述转盘的轴向错位设置且错位量等于n,因而将芯轴安装至加工机床上并通过加工机床带动转盘转动,便可实现批量加工多个第一量头和多个第二量头上的螺纹齿,并使第一量头的螺纹齿和第二量头的螺纹齿错位设置且错位量等于n,结构简单高效,能够在常规机床上实现批量化的螺纹量头加工,通过转盘的中轴线作为螺纹型面的回转中心,有效降低加工难度,提升加工精度,还能使多个第一量头和多个第二量头的加工基准保持一致,满足螺纹测量作业中的一致性要求。
27、除了上面所描述的目的、特征和优点之外,本发明还有其它的目的、特征和优点。下面将参照图,对本发明作进一步详细的说明。
技术特征:
1.一种螺纹量头加工夹具,用于分别装夹第一量头(100)和第二量头(200),以便在所述第一量头(100)和所述第二量头(200)的端面上加工出螺纹齿,并使所述第一量头(100)的螺纹齿和所述第二量头(200)的螺纹齿错位设置且错位量等于n,其特征在于:
2.根据权利要求1所述的螺纹量头加工夹具,其特征在于,所述转盘(2)包括底座(21)和盖板(22),所述第一卡位(2a)和所述第二卡位(2b)均设于所述底座(21)的轴向端面上并延伸穿出所述底座(21)的侧面,所述盖板(22)盖设于所述底座(21)的轴向端面上并用于同时压合所述底座(21)上的第一量头(100)和第二量头(200)。
3.根据权利要求2所述的螺纹量头加工夹具,其特征在于,所述盖板(22)沿其周向布设有多个限位孔(221),所述限位孔(221)用于穿设顶丝(24)并通过所述顶丝(24)顶紧所述第一量头(100)或所述第二量头(200)。
4.根据权利要求1所述的螺纹量头加工夹具,其特征在于,所述螺纹量头加工夹具还包括对刀块(3),所述转盘(1)的外周还设有第三卡位(2c),所述对刀块(3)与所述第三卡位(2c)可拆卸连接。
5.根据权利要求1所述的螺纹量头加工夹具,其特征在于,多个第一卡位(2a)等距排布,所述第二卡位(2b)设于相邻两个第一卡位(2a)之间。
6.根据权利要求1所述的螺纹量头加工夹具,其特征在于,所述转盘(2)对应所述第一卡位(2a)设有第一标识,所述转盘(2)对应所述第二卡位(2b)设有第二标识,所述第一标识(2a)和所述第二标识(2b)的图案和/或颜色不同。
7.一种螺纹量头加工方法,采用如权利要求1至6中任意一项所述的螺纹量头加工夹具,其特征在于,所述螺纹量头加工方法包括以下步骤:
8.根据权利要求7所述的螺纹量头加工方法,其特征在于,步骤s200具体包括:
9.根据权利要求7所述的螺纹量头加工方法,其特征在于,在步骤s200之后还包括:
10.根据权利要求7所述的螺纹量头加工方法,其特征在于,在步骤s100之前还包括:
技术总结
本发明公开了一种螺纹量头加工夹具及加工方法,其中,所述螺纹量头加工夹具用于分别装夹第一量头和第二量头,以便在第一量头和第二量头的端面上加工出螺纹齿,并使第一量头的螺纹齿和第二量头的螺纹齿错位设置且错位量等于n,所述螺纹量头加工夹具包括芯轴和与芯轴同轴连接的转盘,所述转盘的外周沿周向间隔排布有多个第一卡位和多个第二卡位,所述第二卡位内可拆卸地设有厚度为n的垫块,所述第一卡位用于安装第一量头,所述第二卡位用于安装第二量头,并通过所述垫块使第二量头相对第一量头沿转盘的轴向错位设置且错位量等于n。本发明提供的螺纹量头加工夹具结构简单高效,有效降低螺纹量头的加工难度,提升加工精度。
技术研发人员:周智敏,盛波,李展前,龚剑波,蔡荣斌,李镜悬,陈永康,马佐卿
受保护的技术使用者:中国航发南方工业有限公司
技术研发日:
技术公布日:2024/7/9
- 还没有人留言评论。精彩留言会获得点赞!