磁力吸盘导磁块自动打孔攻丝机及加工方法与流程
本发明涉及加工设备制造领域,尤其涉及一种磁力吸盘导磁块自动打孔攻丝机及加工方法。
背景技术:
1、强力永磁吸盘需用到17.8*17.8*26mm规格的导磁小方块,该类小方块在加工时,需要在一端打m5*12的螺孔。目前在小方块上的打螺孔,主要是通过人工打孔再攻丝,打孔时需人工将若干小方块放入冶具,之后人工到台钻上打底孔,再移到攻丝机攻螺孔,一个人一天只能打800~1000颗,效率低、质量不稳定、废品率高。
2、基于此,本案由此提出。
技术实现思路
1、本发明的目的之一在于提供一种磁力吸盘导磁块自动打孔攻丝机,以解决上述缺陷。
2、为了实现上述目的,本发明的技术方案如下:
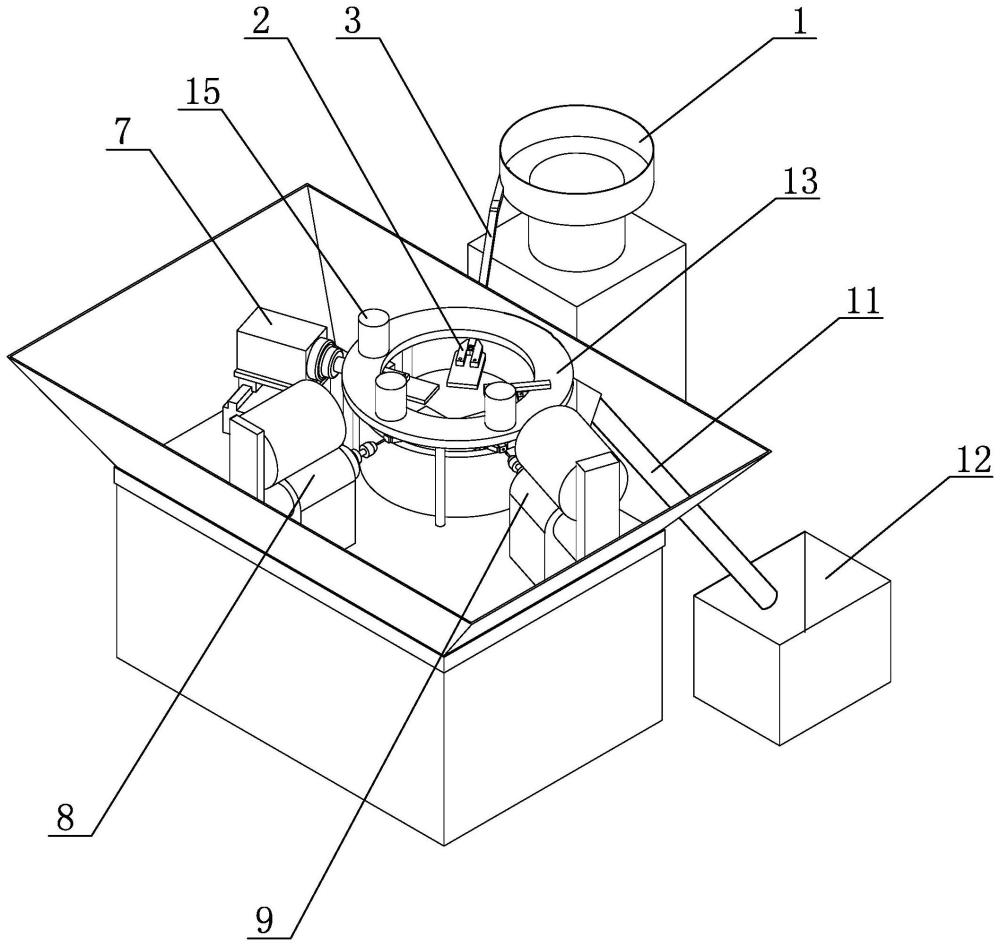
3、一种磁力吸盘导磁块自动打孔攻丝机,包括工作台,工作台上设有转盘和位于转盘周向上的上料工位、打底孔工位、攻丝工位和下料工位,转盘上设有夹具;
4、所述上料工位用于将导磁块输入至夹具,所述转盘驱动夹具依次经过打底孔工位、攻丝工位后,到达下料工位,所述打底孔工位用于对导磁块进行打底孔加工,攻丝工位用于对导磁块进行攻丝加工。
5、进一步的,所述上料工位包括振动盘、上料轨道、导向轨道和上料推料部,所述上料轨道的上端连接至振动盘的输出口,下端竖直向下输出至导向轨道,所述导向轨道包括两个平行的导向块,两个导向块之间形成顶部及轴向两端均敞口的导向空间,该导向空间恰好可容纳一个导磁块,所述导向空间的顶部敞口与上料轨道的下端连通,导向空间轴向的一端敞口朝向夹具,导向空间轴向的另一端敞口与上料推料部相对,所述上料推料部用于将落入导向空间的导磁块推入夹具。
6、进一步的,所述工作台位于上料工位和打底孔工位之间设有中心打孔工位,转盘驱动夹具依次经过中心打孔工位、打底孔工位、攻丝工位后,到达下料工位,所述中心打孔工位用于对导磁块进行中心打孔。
7、进一步的,所述中心打孔工位、打底孔工位和攻丝工位均包括电机基础和位于电机基础上的打孔攻丝专用电机,所述电机基础为xyz三轴可调基础。
8、进一步的,所述工作台上设有位于转盘上方的机架,机架上设有与中心打孔工位、打底孔工位、攻丝工位一一对应的限位部,所述限位部包括与机架固定的限位驱动部,限位驱动部动作端设有可升降的限位压块,所述限位压块位于夹具的上方,用于向下压住被夹具夹持的导磁块。
9、进一步的,所述下料工位包括下料推料部、下料轨道和收纳桶,所述工作台上设有位于转盘上方的机架,下料推料部固定在机架上且位于夹具的上方,所述夹具的厚度小于导磁块的厚度,所述下料推料部通过推动导磁块凸出于夹具的部分,将夹具上的导磁块推入下料轨道,所述收纳桶用于接收从下料轨道输出的导磁块。
10、进一步的,所述工作台内部设有冷却系统。
11、进一步的,所述夹具有多个且周向布置在转盘上。
12、本发明的目的之二在于提供一种基于上述的磁力吸盘导磁块自动打孔攻丝机的加工方法,包括以下步骤:
13、s1.人工将导磁块放入振动盘;
14、s2.振动盘将盘内的导磁块按相同方向自动滑入上料轨道;
15、s3.上料轨道输出导磁块至导向空间,转盘驱动夹具转动至上料工位侧,上料推料部将导向空间内的导磁块推入夹具内,夹具夹持住导磁块;
16、s4.转盘驱动夹具转动至中心打孔工位侧,进行中心打孔;
17、s5.转盘驱动夹具转动至打底孔工位侧,进行底孔打孔;
18、s6.转盘驱动夹具转动至攻丝工位侧,进行底孔攻丝;
19、s7.转盘驱动夹具转动至下料工位侧,此时下料推料部位于夹具的正上方,夹具松开导磁块,下料推料部通过推动导磁块凸出于夹具的部分,将夹具上的导磁块推入下料轨道,最终输出至收纳桶。
20、本发明的优点在于:设备作业时只需人工将导磁块小方块投入到上料振动盘内,其余工作由设备自动完成,人工的投入只需上料及偶尔的故障排除,大大节省人工支出,产量也提高到3500颗/天,生产效率是人工的4倍以上。
技术特征:
1.一种磁力吸盘导磁块自动打孔攻丝机,其特征在于,包括工作台,工作台上设有转盘和位于转盘周向上的上料工位、打底孔工位、攻丝工位和下料工位,转盘上设有夹具;
2.如权利要求1所述的一种磁力吸盘导磁块自动打孔攻丝机,其特征在于,所述上料工位包括振动盘、上料轨道、导向轨道和上料推料部,所述上料轨道的上端连接至振动盘的输出口,下端竖直向下输出至导向轨道,所述导向轨道包括两个平行的导向块,两个导向块之间形成顶部及轴向两端均敞口的导向空间,该导向空间恰好可容纳一个导磁块,所述导向空间的顶部敞口与上料轨道的下端连通,导向空间轴向的一端敞口朝向夹具,导向空间轴向的另一端敞口与上料推料部相对,所述上料推料部用于将落入导向空间的导磁块推入夹具。
3.如权利要求1所述的一种磁力吸盘导磁块自动打孔攻丝机,其特征在于,所述工作台位于上料工位和打底孔工位之间设有中心打孔工位,转盘驱动夹具依次经过中心打孔工位、打底孔工位、攻丝工位后,到达下料工位,所述中心打孔工位用于对导磁块进行中心打孔。
4.如权利要求3所述的一种磁力吸盘导磁块自动打孔攻丝机,其特征在于,所述中心打孔工位、打底孔工位和攻丝工位均包括电机基础和位于电机基础上的打孔攻丝专用电机,所述电机基础为xyz三轴可调基础。
5.如权利要求3所述的一种磁力吸盘导磁块自动打孔攻丝机,其特征在于,所述工作台上设有位于转盘上方的机架,机架上设有与中心打孔工位、打底孔工位、攻丝工位一一对应的限位部,所述限位部包括与机架固定的限位驱动部,限位驱动部动作端设有可升降的限位压块,所述限位压块位于夹具的上方,用于向下压住被夹具夹持的导磁块。
6.如权利要求1所述的一种磁力吸盘导磁块自动打孔攻丝机,其特征在于,所述下料工位包括下料推料部、下料轨道和收纳桶,所述工作台上设有位于转盘上方的机架,下料推料部固定在机架上且位于夹具的上方,所述夹具的厚度小于导磁块的厚度,所述下料推料部通过推动导磁块凸出于夹具的部分,将夹具上的导磁块推入下料轨道,所述收纳桶用于接收从下料轨道输出的导磁块。
7.如权利要求1所述的一种磁力吸盘导磁块自动打孔攻丝机,其特征在于,所述工作台内部设有冷却系统。
8.如权利要求1所述的一种磁力吸盘导磁块自动打孔攻丝机,其特征在于,所述夹具有多个且周向布置在转盘上。
9.一种基于权利要求1至8任一所述的磁力吸盘导磁块自动打孔攻丝机的加工方法,其特征在于,包括以下步骤:
技术总结
本发明涉及加工设备制造领域,尤其涉及一种磁力吸盘导磁块自动打孔攻丝机及加工方法,包括工作台,工作台上设有转盘和位于转盘周向上的上料工位、打底孔工位、攻丝工位和下料工位,转盘上设有夹具;所述上料工位用于将导磁块输入至夹具,所述转盘驱动夹具依次经过打底孔工位、攻丝工位后,到达下料工位,所述打底孔工位用于对导磁块进行打底孔加工,攻丝工位用于对导磁块进行攻丝加工;优势在于:设备作业时只需人工将导磁块小方块投入到上料振动盘内,其余工作由设备自动完成,人工的投入只需上料及偶尔的故障排除,大大节省人工支出,产量也提高到3500颗/天,生产效率是人工的4倍以上。
技术研发人员:陈辉,冯见江
受保护的技术使用者:绍兴市威克精密机械有限公司
技术研发日:
技术公布日:2024/5/10
- 还没有人留言评论。精彩留言会获得点赞!