拉线制作工具及方法与流程
本发明涉及电力,尤其涉及一种拉线制作工具及方法。
背景技术:
1、在输电线路的基础设施中,为了避免线路受强大风力荷载的破坏,或在土质疏松地区增加电杆的稳定性,应该设置拉线,以承受固定性不平衡荷载比较显著的电杆、防止线路杆塔倾覆、杆塔承受过大的弯矩等,以增加杆塔的稳定性,因此,拉线对于架空线路的安全稳定运行至关重要。
2、目前,电力线路施工时,拉线通常选用钢绞线,且需要进行拉线回头的制作,从而便于将拉线进行固定。然而拉线回头的制作通常是根据楔形线夹的弯曲弧度预先弯曲钢绞线,再将预先弯曲的钢绞线与楔形线夹组合,然后手动反复掰动钢绞线使钢绞线与楔形线夹贴合紧密,从而形成拉线回头结构。现有技术存在以下缺陷:钢绞线较硬,手动掰动需要耗费较大力气及较多的制作时间,且钢绞线具有一定弹性,掰动时钢绞线回弹容易造成作业人员受伤的情况。
技术实现思路
1、本发明实施例的目的在于:提供一种拉线制作工具及方法,其操作简单,拉线制作安全可靠和省时省力。
2、为达此目的,本发明实施例采用以下技术方案:
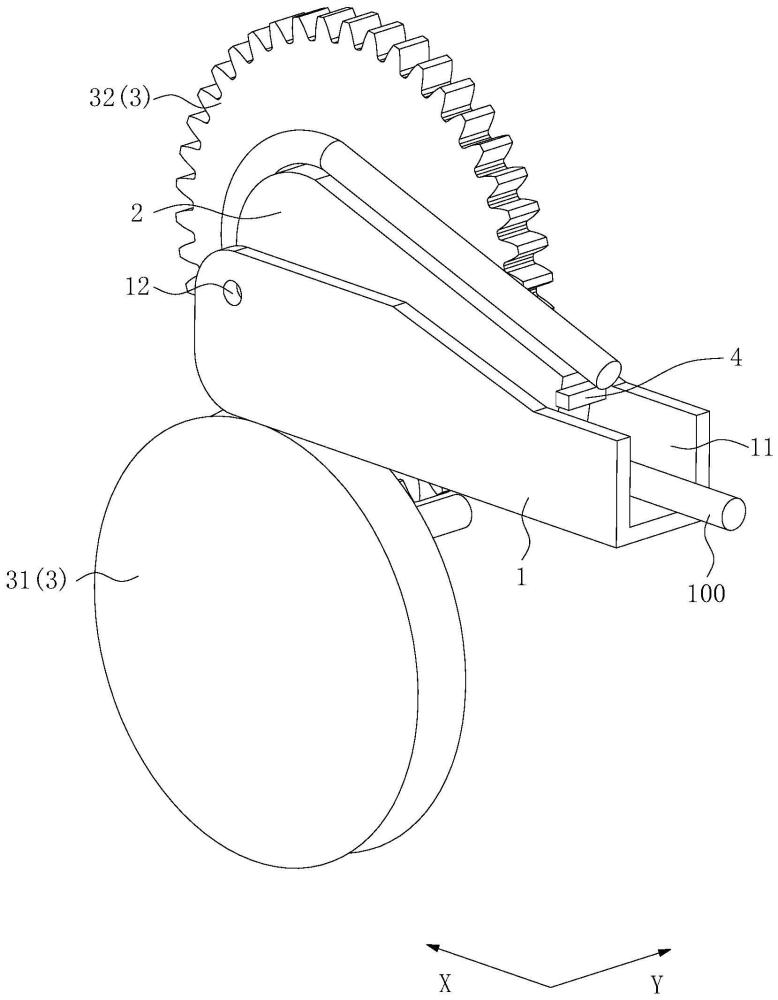
3、第一方面,提供一种拉线制作工具,包括支撑座、楔子和折弯组件,所述支撑座上凹陷设置有定位槽,且所述定位槽沿第一方向贯穿所述支撑座的两个侧面,所述定位槽的槽壁上设置有限位件,所述定位槽用于供钢绞线的自由端沿所述第一方向穿过,所述楔子插设于所述定位槽内且所述楔子的下表面与所述钢绞线的上表面抵接,所述楔子沿所述第一方向的一端与所述限位件抵接,所述楔子沿所述第一方向的另一端具有弯曲的折弯面,且所述折弯面邻近于所述钢绞线的自由端,所述折弯组件包括摆杆和折弯件,所述摆杆的一端与所述支撑座转动连接,所述摆杆的另一端设置有所述折弯件,且所述折弯件的长度沿第二方向延伸,所述第二方向与所述第一方向呈夹角设置,所述折弯件位于所述钢绞线的下方,转动所述摆杆以带动所述折弯件绕所述支撑座转动,将所述钢绞线的自由端压紧至所述楔子上并沿所述折弯面弯曲。
4、作为拉线制作工具的一种优选方案,所述折弯组件还包括定齿轮和动齿轮,所述定齿轮设置在所述支撑座上,所述摆杆的两端分别与所述定齿轮和所述动齿轮转动连接,所述动齿轮与所述定齿轮啮合,所述动齿轮的转动轴线沿所述第二方向延伸,所述折弯件设置在所述动齿轮上。
5、作为拉线制作工具的一种优选方案,所述折弯件为滚轮,所述滚轮转动设置在所述动齿轮上,且所述滚轮的转动轴线沿所述第二方向延伸。
6、作为拉线制作工具的一种优选方案,所述滚轮的外周环形凹陷设置有限位槽。
7、作为拉线制作工具的一种优选方案,所述折弯组件还包括调节块,所述动齿轮与所述调节块转动连接,所述摆杆上设置有腰型孔,且所述腰型孔的长度沿所述摆杆的长度方向延伸,所述调节块上凹陷设置有第一螺纹孔,螺栓穿过所述腰型孔旋拧至所述第一螺纹孔内,以将调整位置后的所述调节块与所述摆杆固定。
8、作为拉线制作工具的一种优选方案,所述定位槽相对设置的两个槽壁分别为第一槽壁和第二槽壁,所述第一槽壁上设置有所述限位件,所述限位件与所述第二槽壁间隔形成有出料口。
9、作为拉线制作工具的一种优选方案,所述拉线制作工具还包括锁紧件,所述支撑座上开设有贯穿所述第二槽壁的第二螺纹孔,所述锁紧件部分穿过所述第二螺纹孔与所述楔子抵接。
10、第二方面,提供一种拉线的制作方法,应用上述的拉线制作工具,所述拉线的制作方法包括以下步骤:
11、s10、提供相匹配的钢绞线和线夹,并将所述线夹提前套设在所述钢绞线内;
12、s20、将所述钢绞线的自由端穿过所述拉线制作工具的支撑座的定位槽后,再将所述拉线制作工具的楔子插设于所述定位槽内,使所述楔子的下表面与所述钢绞线的上表面抵接,且所述楔子沿第一方向的一端与所述拉线制作工具的限位件抵紧;
13、s30、转动所述拉线制作工具的折弯组件的摆杆,以带动所述折弯组件的折弯件绕所述支撑座转动,以推动所述所述钢绞线的自由端压紧至所述楔子沿所述所述第一方向的另一端上并沿所述楔子的折弯面弯曲;
14、s40、将所述线夹沿所述钢绞线折弯一侧滑动,并套设在所述钢绞线的自由端外周,直至所述线夹滑动至推不动时,转动所述摆杆以带动所述折弯件退回至初始位置,将所述线夹、所述钢绞线及所述楔子组成的组件从所述定位槽内取出,完成拉线的制作。
15、作为拉线的制作方法的一种优选方案,在步骤s10之后,步骤s40之前,还包括步骤s101、根据实际需求选取预定弯曲半径的所述楔子,并调整所述折弯件转动的半径,使所述折弯件转动时能够推动所述钢绞线贴紧所述楔子,以将所述钢绞线弯曲成预定弯曲半径的拉线结构。
16、作为拉线的制作方法的一种优选方案,在步骤s10之后,步骤s40之前,还包括步骤s102、将所述楔子贴紧所述定位槽的第一槽壁,所述钢绞线沿所述第一槽壁与所述楔子完成拉线的制作;
17、步骤s40包括:步骤s400、在所述线夹与所述钢绞线的自由端套紧后,推动所述线夹、所述钢绞线及所述楔子组成的组件向所述定位槽的第二槽壁移动,并从所述限位件与所述第二槽壁间隔的出料口中取出。
18、本发明实施例的有益效果为:通过定位槽的设置,能够加强折弯时对钢绞线的支撑,避免钢绞线滑动需要反复调整位置的情况发生,配合限位件对楔子的抵紧限位,保证钢绞线沿楔子折弯时支撑的定位精度,从而保证拉线的制作质量;通过转动摆杆以带动折弯件绕支撑座转动,将钢绞线压紧至楔子上并沿楔子的折弯面弯曲,以避免作业人员直接手动掰弯钢绞线,安全可靠,且弯曲时能够借助支撑座对折弯件的支撑力推动折弯件,减少作业人员主动力气的输出,方便快捷,省时省力,有效提升拉线制作的效率。
技术特征:
1.一种拉线制作工具,其特征在于,包括支撑座、楔子和折弯组件,所述支撑座上凹陷设置有定位槽,且所述定位槽沿第一方向贯穿所述支撑座的两个侧面,所述定位槽的槽壁上设置有限位件,所述定位槽用于供钢绞线的自由端沿所述第一方向穿过,所述楔子插设于所述定位槽内且所述楔子的下表面与所述钢绞线的上表面抵接,所述楔子沿所述第一方向的一端与所述限位件抵接,所述楔子沿所述第一方向的另一端具有弯曲的折弯面,且所述折弯面邻近于所述钢绞线的自由端,所述折弯组件包括摆杆和折弯件,所述摆杆的一端与所述支撑座转动连接,所述摆杆的另一端设置有所述折弯件,且所述折弯件的长度沿第二方向延伸,所述第二方向与所述第一方向呈夹角设置,所述折弯件位于所述钢绞线的下方,转动所述摆杆以带动所述折弯件绕所述支撑座转动,将所述钢绞线的自由端压紧至所述楔子上并沿所述折弯面弯曲。
2.根据权利要求1所述的拉线制作工具,其特征在于,所述折弯组件还包括定齿轮和动齿轮,所述定齿轮设置在所述支撑座上,所述摆杆的两端分别与所述定齿轮和所述动齿轮转动连接,所述动齿轮与所述定齿轮啮合,所述动齿轮的转动轴线沿所述第二方向延伸,所述折弯件设置在所述动齿轮上。
3.根据权利要求2所述的拉线制作工具,其特征在于,所述折弯件为滚轮,所述滚轮转动设置在所述动齿轮上,且所述滚轮的转动轴线沿所述第二方向延伸。
4.根据权利要求3所述的拉线制作工具,其特征在于,所述滚轮的外周环形凹陷设置有限位槽。
5.根据权利要求2所述的拉线制作工具,其特征在于,所述折弯组件还包括调节块,所述动齿轮与所述调节块转动连接,所述摆杆上设置有腰型孔,且所述腰型孔的长度沿所述摆杆的长度方向延伸,所述调节块上凹陷设置有第一螺纹孔,螺栓穿过所述腰型孔旋拧至所述第一螺纹孔内,以将调整位置后的所述调节块与所述摆杆固定。
6.根据权利要求1-5任一项所述的拉线制作工具,其特征在于,所述定位槽相对设置的两个槽壁分别为第一槽壁和第二槽壁,所述第一槽壁上设置有所述限位件,所述限位件与所述第二槽壁间隔形成有出料口。
7.根据权利要求6所述的拉线制作工具,其特征在于,还包括锁紧件,所述支撑座上开设有贯穿所述第二槽壁的第二螺纹孔,所述锁紧件部分穿过所述第二螺纹孔与所述楔子抵接。
8.一种拉线的制作方法,其特征在于,应用如权利要求1-7任一项所述的拉线制作工具,所述拉线的制作方法包括以下步骤:
9.根据权利要求8所述的拉线的制作方法,其特征在于,在步骤s10之后,步骤s40之前,还包括步骤s101、根据实际需求选取预定弯曲半径的所述楔子,并调整所述折弯件转动的半径,使所述折弯件转动时能够推动所述钢绞线贴紧所述楔子,以将所述钢绞线弯曲成预定弯曲半径的拉线结构。
10.根据权利要求8所述的拉线的制作方法,其特征在于,在步骤s10之后,步骤s40之前,还包括步骤s102、将所述楔子贴紧所述定位槽的第一槽壁,所述钢绞线沿所述第一槽壁与所述楔子完成拉线的制作;
技术总结
本发明涉及一种拉线制作工具及方法,其中拉线制作工具包括支撑座、楔子和折弯组件,支撑座上凹陷设置有定位槽,且定位槽沿第一方向贯穿支撑座的两个侧面,定位槽的槽壁上设置有限位件,钢绞线沿第一方向穿过定位槽,楔子沿钢绞线上表面插设于定位槽内并抵紧于限位件,折弯组件包括折弯件,折弯件转动设置在支撑座上,摆动折弯件以压紧钢绞线沿楔子的折弯面弯曲。通过转动摆杆以带动折弯件绕支撑座转动,将钢绞线压紧至楔子上并沿楔子的折弯面弯曲,以避免作业人员直接手动掰弯钢绞线,安全可靠,且弯曲时能够借助支撑座对折弯件的支撑力推动折弯件,减少作业人员主动力气的输出,方便快捷,省时省力,有效提升拉线制作的效率。
技术研发人员:黄庆铿,梁永昌,袁河海,李学鹏
受保护的技术使用者:广东电网有限责任公司
技术研发日:
技术公布日:2024/4/29
- 还没有人留言评论。精彩留言会获得点赞!