一种高功率激光与超短脉冲激光的复合加工系统及方法
本申请涉及激光加工方法领域,尤其涉及一种高功率激光与超短脉冲激光的复合加工系统及方法。
背景技术:
1、以硬脆材料为代表的高性能难加工材料在航空航天、能源动力、半导体等领域应用广泛。目前,硬脆材料常规激光抛光属于非接触式加工,无切削力作用,且加工过程中可以实现机械运动与振镜高速扫描相结合的高速加工,是一种有效的高精度加工方法,但激光加工精度、表面质量存在一定的工艺极限,且加工精度与效率存在交互制约关系。
2、可以采用高能量密度提高材料去除率,但同时热量累积易产生热影响区、重铸层,导致材料发生损伤,加工表面质量、精度的提升存在困难,难以实现高质量加工;当采用匹配与材料损伤阈值的激光能量密度加工时,结合工艺优化,一定程度上可以控制表面加工精度、质量在理想状态,但材料去除率的提升受到明显限制,无法实现高效加工。
3、基于此,本申请提供了高功率激光与超短脉冲激光的复合加工系统及方法。
技术实现思路
1、本申请的目的是满足对难加工材料工件的高效、精密加工的需求,提供了一种实现高效高完整性复合加工的高功率激光与超短脉冲激光的复合加工系统及方法。
2、为了实现上述目的,本申请采用了如下技术方案:
3、第一方面,本申请提供了一种高功率激光与超短脉冲激光的复合加工系统,用于对工件的非接触加工,所述复合加工系统包括:
4、高功率激光设备,用于提供高功率激光,对所述工件进行初加工以得到中间工件;
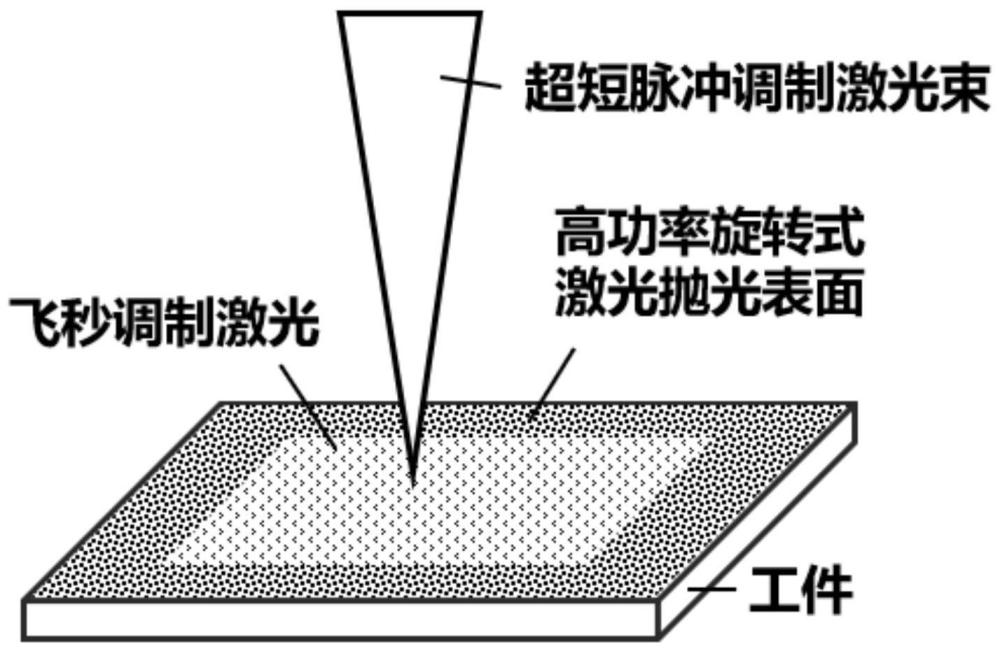
5、超短脉冲激光设备,用于提供超短脉冲激光,并针对所述中间工件,利用所述超短脉冲激光进行二次复合抛光,得到目标工件。
6、在一些可能的实现方式中,所述用于材料加工的超短脉冲激光是利用激光能量密度调控后得到的;
7、或,所述用于材料加工的超短脉冲激光是对预设工艺参数进行调控后得到的,所述预设工艺参数包括激光能量密度,优化运动轨迹、运动速度、扫描间距、离焦量、功率和频率中的一种或多种。
8、在一些可能的实现方式中,所述超短脉冲激光是以飞秒激光为代表的超快激光。
9、在一些可能的实现方式中,所述高功率激光设备包括:
10、激光器,用于提供至少两束激光束;
11、光束耦合模块,用于将多个独立的激光束进行合束;
12、旋转自由度施加模块,用于对合束后的激光束施加旋转自由度,得到所述高功率激光;
13、其中,所述高功率激光包括中心激光束以及绕所述中心激光器旋转的旁侧激光束,所述中心激光束和所述旁侧激光束在所述工件表面耦合形成高功率调制激光。
14、在一些可能的实现方式中,还包括:
15、辅助设备,所述辅助设备用于向所述加工区域涂覆液体膜;和/或,用于向加工区域喷射冷却液体。
16、第二方面,本申请还提供了一种高功率激光与超短脉冲激光的复合加工方法,用于对工件的非接触加工,所述复合加工方法包括:
17、s101,提供高功率激光,对工件进行初加工以得到中间工件;
18、s102,针对所述中间工件,通过超短脉冲激光进行二次复合抛光,得到目标工件。
19、在一些可能的实现方式中,所述针对所述中间工件,通过超短脉冲激光进行二次复合抛光,得到目标工件,包括:
20、对所述超短脉冲激光进行预处理;
21、使用预处理后的超短脉冲激光,对所述中间工件进行二次复合抛光,得到目标工件;
22、其中,对所述超短脉冲激光进行预处理,包括:
23、对所述超短脉冲激光进行激光能量密度调控,得到预处理后的超短脉冲激光;或,
24、根据预设工艺参数对所述超短脉冲激光加工进行调控,得到预处理后的超短脉冲激光,所述预设工艺参数包括激光能量密度、优化运动轨迹、运动速度、扫描间距、离焦量、功率和频率中的一种或多种。
25、在一些可能的实现方式中,所述方法还包括:
26、在对工件进行初加工的过程中,向所述加工区域涂覆液体膜;和/或,
27、在对工件进行初加工的过程中,向加工区域喷射冷却液体。
28、在一些可能的实现方式中,所述高功率激光是高功率激光纳秒激光,所述高功率激光纳秒激光是通过激光合束技术得到的。
29、在一些可能的实现方式中,所述提供高功率激光,对工件进行初加工以得到中间工件,包括:
30、对所述高功率激光进行二次耦合,产生可调控能量域;
31、对所述可调控能量域施加旋转自由度,得到旋转式耦合激光能量域并作用于工件表面,以得到中间工件。
32、本申请实施例提供的技术方案带来的有益效果是:
33、结合了高功率调制激光和超短脉冲激光两种加工方式,以实现对工件的非接触加工。高功率激光设备用于提供高功率激光,对工件进行初加工。高功率调制激光可以快速加热和去除材料表面,实现粗加工或去除大量材料,从而形成中间工件。超短脉冲激光设备用于对中间工件进行二次加工。超短脉冲激光的特点是脉冲宽度极短,峰值功率极高,能量密度大,可以实现非常精细的加工。利用超短脉冲激光对中间工件进行二次复合抛光,即去除残留的瑕疵、粗糙表面,从而得到目标工件。
34、由此,通过高功率调制激光进行初加工,可以迅速去除大量材料,提高加工效率,同时利用超短脉冲激光实现对工件表面的精细加工,提高加工精度和表面质量;由于高功率激光和超短脉冲激光分别负责初加工和精细加工,充分利用不同激光的特性,兼顾了加工效率和质量。
35、综上所述,上述复合加工系统能够充分发挥高功率激光和超短脉冲激光的优势,实现对工件的高效、精密加工,从而提高加工效率和加工质量,满足了市场对难加工材料工件的高效、精密加工的需求。
技术特征:
1.一种高功率激光与超短脉冲激光的复合加工系统,其特征在于,用于对工件的非接触加工,所述复合加工系统包括:
2.根据权利要求1所述的高功率激光与超短脉冲激光的复合加工系统,其特征在于,所述超短脉冲激光是利用激光能量密度调控后得到的;
3.根据权利要求2所述的高功率激光与超短脉冲激光的复合加工系统,其特征在于,所述超短脉冲激光是以飞秒激光为代表的超快激光。
4.根据权利要求1所述的高功率激光与超短脉冲激光的复合加工系统,其特征在于,所述高功率激光设备包括:
5.根据权利要求1所述的高功率激光与超短脉冲激光的复合加工系统,其特征在于,还包括:
6.一种高功率激光与超短脉冲激光的复合加工方法,其特征在于,用于对工件的非接触加工,所述复合加工方法包括:
7.根据权利要求6所述的高功率激光与超短脉冲激光的复合加工方法,其特征在于,所述针对所述中间工件,通过超短脉冲激光进行二次复合抛光,得到目标工件,包括:
8.根据权利要求6所述的高功率激光与超短脉冲激光的复合加工方法,其特征在于,所述方法还包括:
9.根据权利要求6所述的高功率激光与超短脉冲激光的复合加工方法,其特征在于,所述高功率激光是高功率激光纳秒激光,所述高功率激光纳秒激光是通过激光合束技术得到的。
10.根据权利要求9所述的高功率激光与超短脉冲激光的复合加工方法,其特征在于,所述提供高功率激光,对工件进行初加工以得到中间工件,包括:
技术总结
本申请提供了一种高功率激光与超短脉冲激光的复合加工系统及方法,高功率激光与超短脉冲激光的复合加工系统,用于对工件的非接触加工,所述复合加工系统包括:高功率激光设备,用于提供高功率激光,对所述工件进行初加工以得到中间工件;超短脉冲激光设备,用于提供超短脉冲激光,并针对所述中间工件,利用所述超短脉冲激光进行二次复合抛光,得到目标工件。复合加工系统充分发挥高功率激光和超短脉冲激光的优势,实现对工件的高效、精密加工,从而提高加工效率和加工质量,满足市场对难加工材料工件的高效、精密加工需求。
技术研发人员:陈晓晓,沈顺泉,张文武,姚松柏,杨昆
受保护的技术使用者:中国科学院宁波材料技术与工程研究所
技术研发日:
技术公布日:2024/5/6
- 还没有人留言评论。精彩留言会获得点赞!