一种多工位刀片铣床及铣削方法与流程
本发明涉及刀片加工,具体为一种多工位刀片铣床及铣削方法。
背景技术:
1、在园林修整过程中需要用到一种刀片,如图12所示,该刀片两侧开刃且具有中心安装孔,在该刀片生产过程中需要对刀片两侧进行开刃,传统的开刃设备自动化程度低,不能同时对刀片两侧进行开刃,对一侧开刃之后需要停机调换另一侧进行开刃,而且不能实现自动化的装载与卸载,生产辅助时间较长,降低了生产效率,需要人工的进行操作,人力投入较大,为此我们提出一种多工位刀片铣床及铣削方法用于解决上述问题。
技术实现思路
1、本发明的目的在于提供一种多工位刀片铣床及铣削方法,以解决上述背景技术中提出的问题。
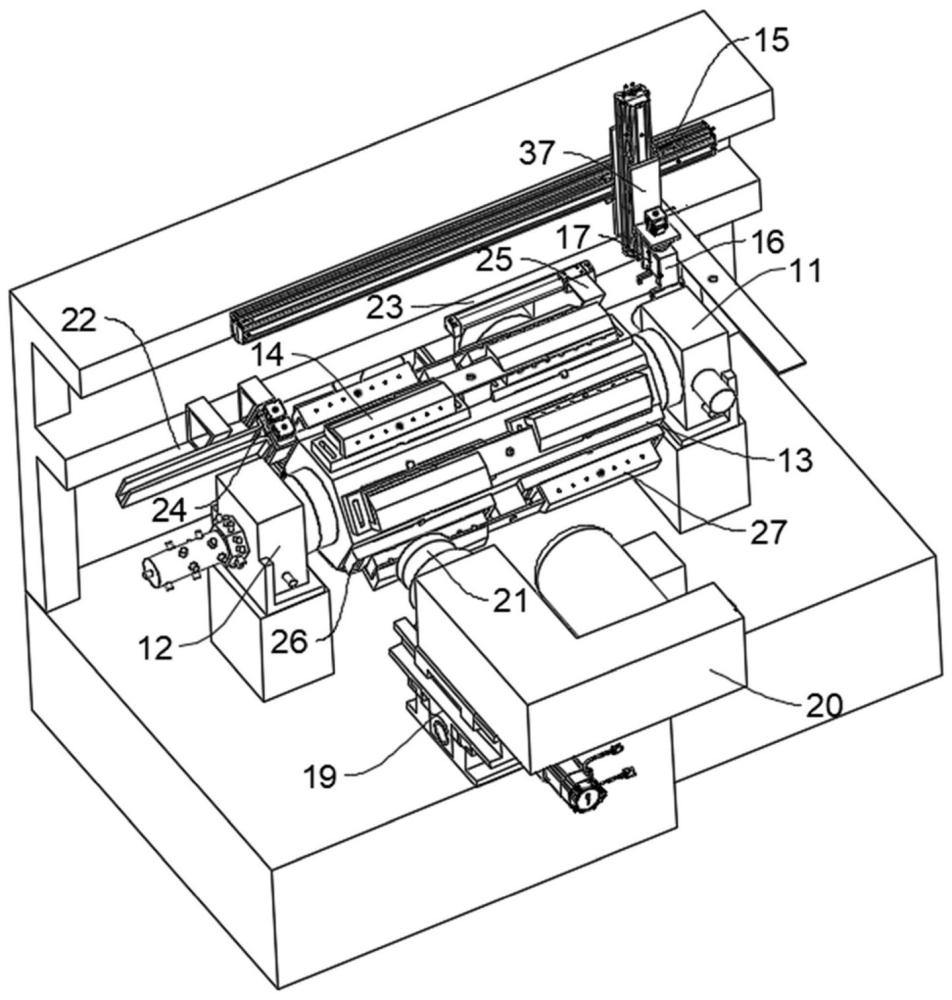
2、为实现上述目的,本发明提供如下技术方案:一种多工位刀片铣床,包括机床机架,所述机床机架上设有多工位工作台、上料机构、铣削机构和卸载机构,所述多工位工作台上设有可转动且方向不同的若干工作面,所述卸载机构的刀片卸载路径所在的平面均可与任意一个所述工作面重合,所述上料机构的刀片装载路径所在的平面均可与任意一个所述工作面重合,所述多工位工作台两侧设有水平位置错开的铣削机构。
3、优选的,所述多工位工作台包括分度盘和分度支撑座,所述分度盘和分度支撑座之间转动连接有多工位安装座,所述多工位安装座为多边形柱体,所述多工位安装座两端安装有若干个夹具组件。
4、优选的,所述多工位安装座两端的夹具组件安装方向相反,所述夹具组件安装在所述多工位安装座的每一个侧面上,所述夹具组件包括滑动连接且设置与所述多工位安装座侧面的夹具底座,所述夹具底座两端设有限位槽,所述夹具底座固定连接有挤压板,所述夹具底座与所述挤压板之间设有压料板,所述夹具底座底部安装驱动所述压料板夹紧的若干个动力源。
5、优选的,所述多工位安装座的每一个侧面上设有若干个安装槽,所述动力源安装在所述安装槽内,所述多工位安装座每一侧面上固定连接有定位块,所述定位块设有定位孔,所述定位块设置在两端所述夹具组件之间的中间位置。
6、优选的,所述压料板与所述多工位安装座侧面之间设有若干个缓冲组件,所述压料板顶端设有若干个半圆凹槽,所述挤压板设有若干个通孔,其中一个所述通孔螺纹连接有限制螺栓,所述限制螺栓与所述半圆凹槽插接,所述夹具底座与所述多工位安装座侧面之间设有定位滑键。
7、优选的,所述压料板与所述挤压板之间形成刀片装夹区域,所述刀片夹紧区域中间与所在所述多工位安装座侧面平行的水平面为所述工作面。
8、优选的,所述卸载机构包括下料机构和推料机构,所述下料机构内转动连接有若干个滚轮,所述推料机构上设有移动的推料板
9、所述下料机构包括固定连接且设置在所述机床机架上的支架,所述支架内安装有两个所述滚轮,所述支架固定连接有导向槽,所述支架上设有驱动所述滚轮转动的电机,两个所述滚轮之间的间隙与所述导向槽连通,刀片卸载路径所在的平面位于所述导向槽中心位置且与所述滚轮轴线平行。
10、所述推料机构包括固定连接且设置于所述机床机架上的移动组件,所述移动组件的运动端上固定连接有所述推料板,所述推料板一侧面与刀片卸载路径所在的平面重合。
11、优选的,所述上料机构包括xz移动台,所述xz移动台的移动平台上转动的连接板,所述连接板上安装有若干个机械爪,所述连接板内设有锥形定位销,所述xz移动台的移动平台固定连接有支持板,所述支持板转动连接有连接板,所述支持板上安装有驱动所述连接板转动的电机,所述连接板内安装有气缸,所述气缸的输出端固定连接所述锥形定位销,所述机械爪采用气动驱动方式,刀片装载路径所在的平面是夹取刀片胚料的中心平面且与所述多工位安装座一侧面平行。
12、优选的,所述铣削机构包括xy移动台,所述xy移动台的移动平台上搭载有主轴箱,所述主轴箱的输出轴上安装有铣刀头,所述铣刀头均能与任意一个所述工作面平行。
13、本发明公开提供了一种多工位刀片铣床的铣削方法,以下步骤:
14、步骤1:上料机构夹取未铣削的刀片胚料,通过xz移动台的移动,将刀片胚料运动到定位块上方。
15、步骤2:将锥形定位销对准定位块的定位空,将刀片胚料缓缓下降,使得刀片装载路径所在的平面与最高处的工作面重合,转动刀片胚料将刀片胚料装夹到夹具组件上;
16、步骤3:通过控制动力源对刀片胚料施加夹紧力,通过分度支撑座控制多工位安装座的转动,将装夹好的刀片胚料转动到铣削工位处进行铣削;
17、步骤4:通过铣削机构将刀片胚料的一侧铣削完成,通过另一侧的铣削机构将刀片胚料的另一侧铣削完成;
18、步骤5:铣削完成的刀片转动到卸料区,此时动力源对刀片胚料施加夹紧力减小,通过推料板将刀片推动到下料机构内,通过滚轮的转动将刀片从夹紧区域卸下。
19、与现有技术相比,本发明的有益效果是:
20、通过设有两个铣削工位、一个上料工位和一个下料工位,可以实现刀片两端刃口同时铣削加工,并且同时上料与下料,降低了生产辅助时间,并且提高了生产效率。
21、通过上料机构与卸载机构实现了自动化上料与下料,降低了人力成本,解放了生产力,本发明的自动化程度高,可以运用到刀片的自动化生产中。
22、本发明的铣削工位在设备底端,避免了铣削切屑飞溅的现象,保护了操作人员,也提高工作环境。
技术特征:
1.一种多工位刀片铣床,包括机床机架,其特征在于:所述机床机架上设有多工位工作台、上料机构、铣削机构和卸载机构,所述多工位工作台上设有可转动且方向不同的若干工作面,所述卸载机构的刀片卸载路径所在的平面均可与任意一个所述工作面重合,所述上料机构的刀片装载路径所在的平面均可与任意一个所述工作面重合,所述多工位工作台两侧设有水平位置错开的铣削机构。
2.根据权利要求1所述的一种多工位刀片铣床,其特征在于:所述多工位工作台包括分度盘(11)和分度支撑座(12),所述分度盘(11)和分度支撑座(12)之间转动连接有多工位安装座(13),所述多工位安装座(13)为多边形柱体,所述多工位安装座(13)两端安装有若干个夹具组件(14)。
3.根据权利要求2所述的一种多工位刀片铣床,其特征在于:所述多工位安装座(13)两端的夹具组件(14)安装方向相反,所述夹具组件(14)安装在所述多工位安装座(13)的每一个侧面上,所述夹具组件(14)包括滑动连接且设置与所述多工位安装座(13)侧面的夹具底座(26),所述夹具底座(26)两端设有限位槽,所述夹具底座(26)固定连接有挤压板(27),所述夹具底座(26)与所述挤压板(27)之间设有压料板(28),所述夹具底座(26)底部安装驱动所述压料板(28)夹紧的若干个动力源(29)。
4.根据权利要求3所述的一种多工位刀片铣床,其特征在于:所述多工位安装座(13)的每一个侧面上设有若干个安装槽,所述动力源(29)安装在所述安装槽内,所述多工位安装座(13)每一侧面上固定连接有定位块(33),所述定位块(33)设有定位孔,所述定位块(33)设置在两端所述夹具组件(14)之间的中间位置。
5.根据权利要求3所述的一种多工位刀片铣床,其特征在于:所述压料板(28)与所述多工位安装座(13)侧面之间设有若干个缓冲组件(30),所述压料板(28)顶端设有若干个半圆凹槽,所述挤压板(27)设有若干个通孔,其中一个所述通孔螺纹连接有限制螺栓(31),所述限制螺栓(31)与所述半圆凹槽插接,所述夹具底座(26)与所述多工位安装座(13)侧面之间设有定位滑键(32)。
6.根据权利要求5所述的一种多工位刀片铣床,其特征在于:所述压料板(28)与所述挤压板(27)之间形成刀片装夹区域,所述刀片夹紧区域中间与所在所述多工位安装座(13)侧面平行的水平面为所述工作面。
7.根据权利要求1所述的一种多工位刀片铣床,其特征在于:所述卸载机构包括下料机构(22)和推料机构(23),所述下料机构(22)内转动连接有若干个滚轮(24),所述推料机构(23)上设有移动的推料板(25)
8.根据权利要求1所述的一种多工位刀片铣床,其特征在于:所述上料机构包括xz移动台(15),所述xz移动台(15)的移动平台上转动的连接板(16),所述连接板(16)上安装有若干个机械爪(17),所述连接板(16)内设有锥形定位销(18),所述xz移动台(15)的移动平台固定连接有支持板(37),所述支持板(37)转动连接有连接板(16),所述支持板(37)上安装有驱动所述连接板(16)转动的电机,所述连接板(16)内安装有气缸(38),所述气缸(38)的输出端固定连接所述锥形定位销(18),所述机械爪(17)采用气动驱动方式,刀片装载路径所在的平面是夹取刀片胚料的中心平面且与所述多工位安装座(13)一侧面平行。
9.根据权利要求1所述的一种多工位刀片铣床,其特征在于:所述铣削机构包括xy移动台(19),所述xy移动台(19)的移动平台上搭载有主轴箱(20),所述主轴箱(20)的输出轴上安装有铣刀头(21),所述铣刀头(21)均能与任意一个所述工作面平行。
10.一种多工位刀片铣床的铣削方法,其特征在于:以下步骤:
技术总结
本发明公开了一种多工位刀片铣床及铣削方法,包括机床机架,机床机架上设有多工位工作台、上料机构、铣削机构和卸载机构,多工位工作台上设有可转动且方向不同的多个工作面;本发明通过设有两个铣削工位、一个上料工位和一个下料工位,可以实现刀片两端刃口同时铣削加工,并且同时上料与下料,降低了生产辅助时间,并且提高了生产效率,通过上料机构与卸载机构实现了自动化上料与下料,降低了人力成本,解放了生产力,本发明的自动化程度高,可以运用到刀片的自动化生产中,铣削工位在设备底端,避免了铣削切屑飞溅的现象,保护了操作人员,也提高工作环境。
技术研发人员:郑雷
受保护的技术使用者:杭州正驰达精密机械有限公司
技术研发日:
技术公布日:2024/5/8
- 还没有人留言评论。精彩留言会获得点赞!