一种移动式通长筋加工装置及方法与流程
本发明涉及预应力箱梁,具体涉及一种移动式通长筋加工装置及方法。
背景技术:
1、通长筋是指贯穿于构件(如梁整个长度的钢筋),在所标的区段内通长设置,直径可以不同,可以是搭接连接形式保证梁各个部位的钢筋都能发挥其抗拉强度,通长筋可分为受力筋和分布筋,两者作用不同,受力筋主要承受弯矩和剪力,分布筋作用主要是防止板面温度裂缝。
2、现有的通长筋加工的设备布置在钢筋场等设施的内部,不具有移动功能,不能够根据实际情况移动至需要的位置,因此加工好的通长筋还需要由人工搬运等方式移动到钢筋绑扎胎具处进行绑扎,搬运的距离比较长,通长筋的长度比较长,重量比较大,运输非常困难,为钢筋的绑扎工作带来了较大的不便,绑扎的效果也会受到影响。
技术实现思路
1、本发明的目的在于提供一种移动式通长筋加工装置及方法,解决现有的通长筋加工的设备不具有移动功能,不能够根据实际情况移动至需要的位置,为钢筋的绑扎工作带来了较大的不便的问题。
2、为实现上述目的,本发明提供如下技术方案:一种移动式通长筋加工装置,包括:
3、放置机构;
4、圆形理线框,该圆形理线框设置在放置机构旁,以及
5、主体机构,该主体机构设置在圆形理线框旁,所述主体机构包括传动部,所述传动部连接有输送部,所述输送部旁设置有调直部和剪切部;
6、其中,所述输送部将钢筋送入调直部,所述调直部用于将钢筋调直,输送部再将调直后的钢筋输送至剪切部,所述剪切部将钢筋剪切。
7、优选的,所述放置机构包括盘条上料架,所述盘条上料架位于所述圆形理线框旁。
8、优选的,所述传动部包括电机。
9、优选的,所述输送部包括多个输送轮,所述输送轮上设置有齿轮,所述输送轮上的齿轮啮合有链条,所述电机输出端与输送轮上的齿轮连接。
10、优选的,所述调直部包括多个调直夹块,所述调直夹块设置在输送轮旁,多个所述调直夹块之间留有间隙。
11、优选的,所述剪切部包括剪切刀具,所述剪切刀具设置在输送轮旁,所述剪切刀具旁设置有托盘。
12、优选的,所述主体机构底端设置有升降机构,所述升降机构包括行走车,所述行走车顶部设置有液压支撑腿,所述液压支撑腿顶部设置有支撑平台。
13、一种移动式通长筋加工方法,采用所述的移动式通长筋加工装置,所述方法包括如下步骤:
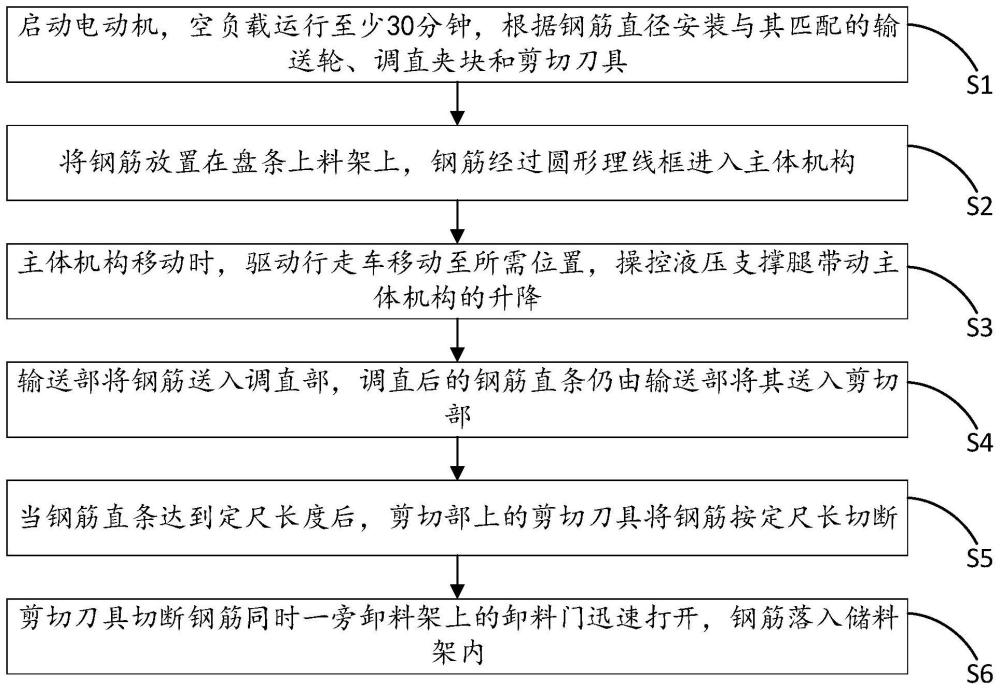
14、s1:启动电动机,空负载运行至少30分钟,根据钢筋直径安装与其匹配的输送轮、调直夹块和剪切刀具;
15、s2:将钢筋放置在盘条上料架上,钢筋经过圆形理线框进入主体机构;
16、s3:主体机构移动时,驱动行走车移动至所需位置,操控液压支撑腿带动主体机构的升降;
17、s4:输送部将钢筋送入调直部,调直后的钢筋直条仍由输送部将其送入剪切部;
18、s5:当钢筋直条达到定尺长度后,剪切部上的剪切刀具将钢筋按定尺长切断;
19、s6:剪切刀具切断钢筋同时一旁卸料架上的卸料门迅速打开,钢筋落入储料架内。
20、优选的,所述步骤s1中安装输送轮时,先把输送轮的花键内孔擦干净后装入,装入输送轮垫圈后,紧固压紧螺母即可。
21、优选的,所述步骤s1中安装调直夹块时改变各对调直夹块相对于调直辊中心线的偏移位置。
22、由上述技术方案可知,本发明具有如下有益效果:
23、该移动式通长筋加工装置及方法,通过将钢筋放置在盘条上料架上,钢筋经过圆形理线框进入主体机构,输送部将钢筋送入调直部,调直后的钢筋直条仍由输送部将其送入剪切部,当钢筋直条达到定尺长度后,剪切部上的剪切刀具将钢筋按定尺长切断,剪切刀具切断钢筋同时一旁卸料架上的卸料门迅速打开,钢筋落入储料架内,主体机构移动时,驱动行走车移动至所需位置,操控液压支撑腿带动主体机构的升降,进入下一循环,工人在储料架内取料绑扎,极大的方便了通长筋的加工和搬运,实现了通长筋加工与绑扎的同场地作业,大幅提高了钢筋绑扎效率,缩短了工期,同时进一步推进了智能化生产,解决了现有的通长筋加工的设备不具有移动功能,不能够根据实际情况移动至需要的位置,为钢筋的绑扎工作带来了较大的不便,绑扎的效果也会受到影响的问题。
技术特征:
1.一种移动式通长筋加工装置,其特征在于,包括:
2.根据权利要求1所述的一种移动式通长筋加工装置,其特征在于:所述放置机构(1)包括盘条上料架(11),所述盘条上料架(11)位于所述圆形理线框(2)旁。
3.根据权利要求1所述的一种移动式通长筋加工装置,其特征在于:所述传动部(31)包括电机(311)。
4.根据权利要求3所述的一种移动式通长筋加工装置,其特征在于:所述输送部(32)包括多个输送轮(321),所述输送轮(321)上设置有齿轮,所述输送轮(321)上的齿轮啮合有链条,所述电机(311)输出端与输送轮(321)上的齿轮连接。
5.根据权利要求4所述的一种移动式通长筋加工装置,其特征在于:所述调直部(33)包括多个调直夹块(331),所述调直夹块(331)设置在输送轮(321)旁,多个所述调直夹块(331)之间留有间隙。
6.根据权利要求4所述的一种移动式通长筋加工装置,其特征在于:所述剪切部(34)包括剪切刀具(341),所述剪切刀具(341)设置在输送轮(321)旁,所述剪切刀具(341)旁设置有托盘(342)。
7.根据权利要求1所述的一种移动式通长筋加工装置,其特征在于:所述主体机构(3)底端设置有升降机构(4),所述升降机构(4)包括行走车(41),所述行走车(41)顶部设置有液压支撑腿(42),所述液压支撑腿(42)顶部设置有支撑平台(43)。
8.一种移动式通长筋加工方法,其特征在于,采用权利要求1-7任一项所述的移动式通长筋加工装置,所述方法包括如下步骤:
9.根据权利要求8所述的一种移动式通长筋加工方法,其特征在于:所述步骤s1中安装输送轮时,先把输送轮的花键内孔擦干净后装入,装入输送轮垫圈后,紧固压紧螺母即可。
10.根据权利要求8所述的一种移动式通长筋加工方法,其特征在于:所述步骤s1中安装调直夹块时改变各对调直夹块相对于调直辊中心线的偏移位置。
技术总结
本发明公开了一种移动式通长筋加工装置及方法,包括放置机构,圆形理线框,该圆形理线框设置在放置机构旁,以及主体机构,该主体机构设置在圆形理线框旁,所述主体机构包括传动部,所述传动部连接有输送部,所述输送部旁设置有调直部和剪切部,其中,所述输送部将钢筋送入调直部,所述调直部用于将钢筋调直,输送部再将调直后的钢筋输送至剪切部,所述剪切部将钢筋剪切;该移动式通长筋加工装置及方法,解决了现有的通长筋加工的设备不具有移动功能,不能够根据实际情况移动至需要的位置,为钢筋的绑扎工作带来了较大的不便,绑扎的效果也会受到影响的问题。
技术研发人员:崔海珠,周建宝,李慧明,虞磊,葛平,杜枫,方东超,刘立泽,陆家飞,王洪,梁明宇,彭进,张晓
受保护的技术使用者:中铁四局集团有限公司
技术研发日:
技术公布日:2024/6/18
- 还没有人留言评论。精彩留言会获得点赞!