用于卷制件的焊接方法与流程
本公开属于机械加工领域,特别涉及一种用于卷制件的焊接方法。
背景技术:
1、在焊接两个零件时,需要先将两个待焊接的零件装配在一起,以保证焊接效果。
2、在相关技术中,若需要对卷制件和锻件之间进行焊接,则一般先在锻件上加工出止口,然后将卷制件的待焊接部位装配至止口上,最后进行焊接。
3、然而,在加工止口时,可能因止口尺寸测量不准确,而导致卷制件和锻件之间的装配不紧密,最终导致焊接效果不理想。
技术实现思路
1、本公开实施例提供了一种用于卷制件的焊接方法,可以提高卷制件和锻件之间的焊接效果。所述技术方案如下:
2、本公开实施例提供了一种用于卷制件的焊接方法,包括:
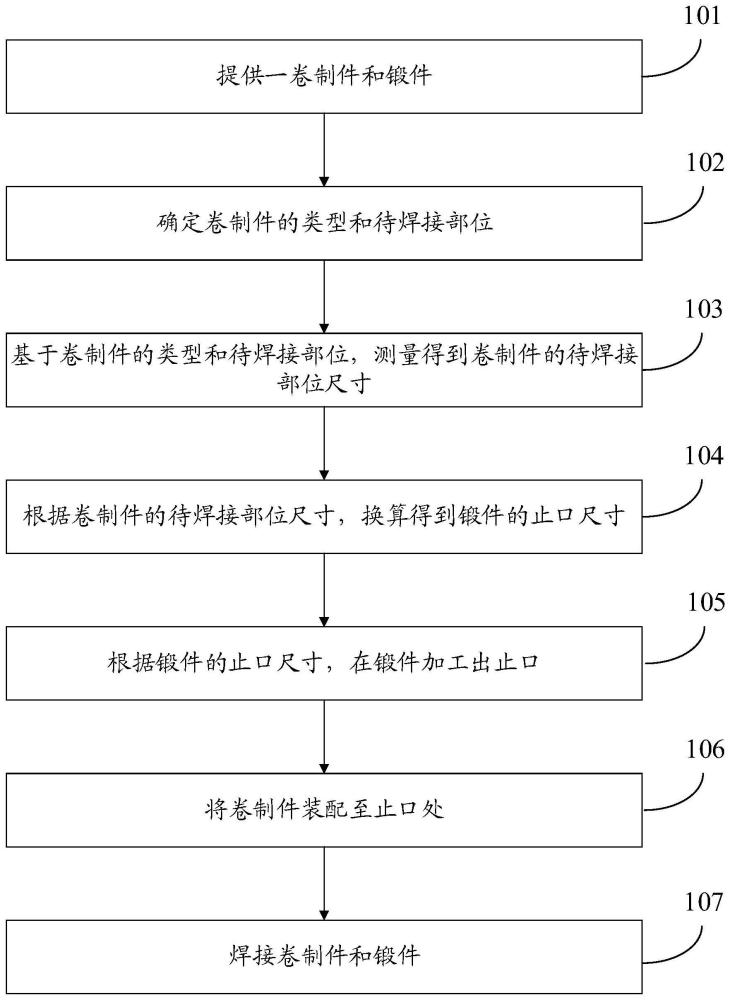
3、提供一卷制件和锻件;
4、确定所述卷制件的类型和待焊接部位,所述卷制件的类型包括直筒卷制件和锥筒卷制件,所述卷制件的待焊接部位包括直筒卷制件端面、锥筒卷制件小端面、锥筒卷制件大端面、锥筒卷制件大端侧面;
5、基于所述卷制件的类型和待焊接部位,测量得到所述卷制件的待焊接部位尺寸;
6、根据所述卷制件的待焊接部位尺寸,换算得到所述锻件的止口尺寸;
7、根据所述锻件的止口尺寸,在所述锻件加工出止口;
8、将所述卷制件装配至所述止口处;
9、焊接所述卷制件和所述锻件。
10、在本公开的一种实现方式中,基于所述卷制件的类型和待焊接部位,测量得到所述卷制件的待焊接部位尺寸,包括:
11、确定所述卷制件的类型为直筒卷制件,所述卷制件的待焊接部位为直筒卷制件端面;
12、使用π尺测量所述卷制件的外径,测量次数为3-5次,将多次测量的平均值作为所述卷制件的外径d1;
13、在所述卷制件端面周向等距选取8-10个测量点,使用游标卡尺在各所述测量点处测量所述卷制件的壁厚,将多次测量的平均值作为所述卷制件的径向壁厚l1。
14、在本公开的另一种实现方式中,根据所述卷制件的待焊接部位尺寸,换算得到所述锻件的止口尺寸,包括:
15、计算所述锻件的止口直径,所述锻件的止口直径满足以下关系式:
16、d1=d1-2*l1+a;
17、其中,d1为所述锻件的止口外径,d1为所述卷制件的外径,l1为所述卷制件的径向壁厚,a为装配间隙。
18、在本公开的又一种实现方式中,基于所述卷制件的类型和待焊接部位,测量得到所述卷制件的待焊接部位尺寸,包括:
19、确定所述卷制件的类型为锥筒卷制件,所述卷制件的待焊接部位为锥筒卷制件小端面;
20、使用游标卡尺测量所述卷制件小端的外径,测量次数为8-10次,将多次测量的平均值作为所述卷制件小端的外径d2;
21、在所述卷制件小端面周向等距选取8-10个测量点,使用游标卡尺在各所述测量点处测量所述卷制件的壁厚,将多次测量的平均值作为所述卷制件的壁厚;
22、根据所述卷制件的壁厚,计算得到所述卷制件的径向壁厚l2。
23、在本公开的又一种实现方式中,根据所述卷制件的待焊接部位尺寸,换算得到所述锻件的止口尺寸,包括:
24、计算所述锻件的止口直径,所述锻件的止口直径满足以下关系式:
25、d2=d2-2*l2+b;
26、其中,d2为所述锻件的止口外径,d2为所述卷制件小端的外径,l2为所述卷制件的径向壁厚,b为装配间隙。
27、在本公开的又一种实现方式中,基于所述卷制件的类型和待焊接部位,测量得到所述卷制件的待焊接部位尺寸,包括:
28、确定所述卷制件的类型为锥筒卷制件,所述卷制件的待焊接部位为锥筒卷制件大端面;
29、通过机床打表测量所述卷制件大端的外径,测量次数为15-20次,将多次测量的平均值作为所述卷制件大端的外径d3;
30、在所述卷制件大端面周向等距选取15-20个测量点,使用游标卡尺在各所述测量点处测量所述卷制件的壁厚,将多次测量的平均值作为所述卷制件的壁厚;
31、根据所述卷制件的壁厚,计算得到所述卷制件的径向壁厚l3。
32、在本公开的又一种实现方式中,根据所述卷制件的待焊接部位尺寸,换算得到所述锻件的止口尺寸,包括:
33、计算所述锻件的止口直径,所述锻件的止口直径满足以下关系式:
34、d3=d3-2*l3+c;
35、其中,d3为所述锻件的止口外径,d3为所述卷制件大端的外径,l3为所述卷制件的径向壁厚,c为装配间隙。
36、在本公开的又一种实现方式中,基于所述卷制件的类型和待焊接部位,测量得到所述卷制件的待焊接部位尺寸,包括:
37、确定所述卷制件的类型为锥筒卷制件,所述卷制件的待焊接部位为锥筒卷制件大端侧面;
38、使用游标卡尺测量所述卷制件大端的外径,测量次数为4-6次,将多次测量的平均值作为所述卷制件大端的外径d4。
39、在本公开的又一种实现方式中,根据所述卷制件的待焊接部位尺寸,换算得到所述锻件的止口尺寸,包括:
40、计算所述锻件的止口直径,所述锻件的止口直径满足以下关系式:
41、d4=d4+d;
42、其中,d4为所述锻件的止口外径,d4为所述卷制件大端的外径,d为装配间隙。
43、在本公开的又一种实现方式中,通过电子束焊接的方式,焊接所述卷制件和所述锻件。
44、本公开实施例提供的技术方案带来的有益效果是:
45、通过本公开实施例提供的焊接方法来焊接卷制件和锻件,先确定卷制件的类型和待焊接部位,基于卷制件的类型和待焊接部位,来用不同的方式去测量得到卷制件的待焊接部位尺寸。如此一来,能够有效的提高卷制件的待焊接部位尺寸的准确性,从而能够进一步的得到准确的锻件的止口尺寸,进而能够根据准确的锻件的止口尺寸,来加工出尺寸准确的锻件止口。基于尺寸准确的锻件止口,能够保证卷制件和锻件之间的紧密装配,从而提高卷制件和锻件之间的焊接效果。
技术特征:
1.一种用于卷制件的焊接方法,其特征在于,包括:
2.根据权利要求1所述的用于卷制件的焊接方法,其特征在于,基于所述卷制件的类型和待焊接部位,测量得到所述卷制件的待焊接部位尺寸,包括:
3.根据权利要求2所述的用于卷制件的焊接方法,其特征在于,根据所述卷制件的待焊接部位尺寸,换算得到所述锻件的止口尺寸,包括:
4.根据权利要求1所述的用于卷制件的焊接方法,其特征在于,基于所述卷制件的类型和待焊接部位,测量得到所述卷制件的待焊接部位尺寸,包括:
5.根据权利要求4所述的用于卷制件的焊接方法,其特征在于,根据所述卷制件的待焊接部位尺寸,换算得到所述锻件的止口尺寸,包括:
6.根据权利要求1所述的用于卷制件的焊接方法,其特征在于,基于所述卷制件的类型和待焊接部位,测量得到所述卷制件的待焊接部位尺寸,包括:
7.根据权利要求6所述的用于卷制件的焊接方法,其特征在于,根据所述卷制件的待焊接部位尺寸,换算得到所述锻件的止口尺寸,包括:
8.根据权利要求1所述的用于卷制件的焊接方法,其特征在于,基于所述卷制件的类型和待焊接部位,测量得到所述卷制件的待焊接部位尺寸,包括:
9.根据权利要求8所述的用于卷制件的焊接方法,其特征在于,根据所述卷制件的待焊接部位尺寸,换算得到所述锻件的止口尺寸,包括:
10.根据权利要求1至9任一项所述的用于卷制件的焊接方法,其特征在于,通过电子束焊接的方式,焊接所述卷制件和所述锻件。
技术总结
本公开提供了一种用于卷制件的焊接方法,属于机械加工领域。该焊接方法,包括:提供一卷制件和锻件;确定卷制件的类型和待焊接部位,卷制件的类型包括直筒卷制件和锥筒卷制件,卷制件的待焊接部位包括直筒卷制件端面、锥筒卷制件小端面、锥筒卷制件大端面、锥筒卷制件大端侧面;基于卷制件的类型和待焊接部位,测量得到卷制件的待焊接部位尺寸;根据卷制件的待焊接部位尺寸,换算得到锻件的止口尺寸;根据锻件的止口尺寸,在锻件加工出止口;将卷制件装配至止口处;焊接卷制件和锻件。本公开可以提高卷制件和锻件之间的焊接效果。
技术研发人员:王充聪,孟维文,唐长平
受保护的技术使用者:武汉船用机械有限责任公司
技术研发日:
技术公布日:2024/6/23
- 还没有人留言评论。精彩留言会获得点赞!