一种汽车精密钣金件自动焊接设备的制作方法
本发明涉及钣金件焊接领域,具体的是一种汽车精密钣金件自动焊接设备。
背景技术:
1、同步碎石封层车是一种路桥施工特种作业汽车,同步碎石封层车用于将沥青结合料的喷洒和骨料的撒布同时进行,使沥青结合料与骨料之间有最充分的接触,以达到它们之间最大程度的粘结,如图11所示,同步碎石封层车的洒布装置通常由横板、连接套和喷洒头组成,其中连接套焊接在横板的安装孔内,喷洒头通过上下两端的螺栓紧固安装在连接套内,现有常通过夹具对横板夹持固定,并通过人工的方式将连接套焊接到横板的安装孔内。
2、现有在焊接连接套和横板时存在以下问题:1.由于横板的安装孔内均需要焊接连接套,因此需要焊接工人多次进行焊接作业,且连接套和横板安装孔的上下两端均需要焊接固定,进而在工人对连接套和横板安装孔的一端焊接完成后,需要手动对连接套和横板进行翻转才能够完后对连接套和横板安装孔另一端的焊接,导致对连接套和横板的焊接效率降低;2.连接套和横板的安装孔内通常具有一定的焊接间隙,进而无法确保连接套被竖直的焊接在横板的安装孔内,导致同步碎石封层车在作业时洒布精度降低;3.采用人工焊接时无法确保连接套的外壁和横板安装孔的内壁之间的焊接间隙保持一致,进而导致连接套和横板的焊接质量降低。
技术实现思路
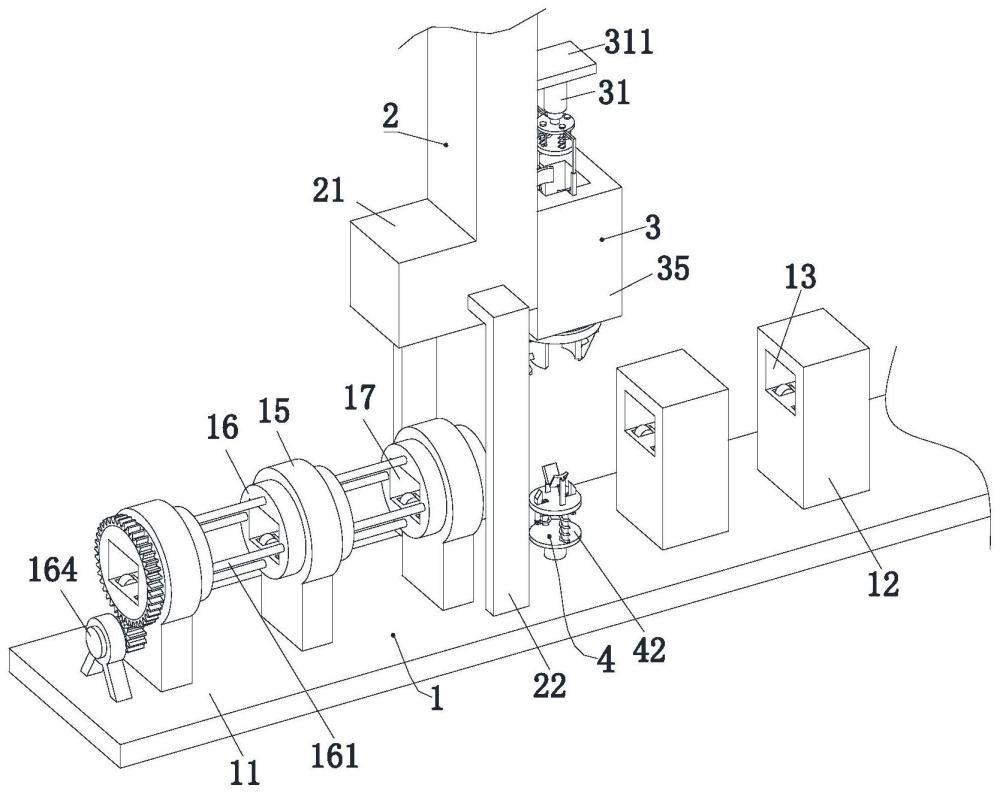
1、为了解决上述技术问题,本发明采用以下技术方案,一种汽车精密钣金件自动焊接设备,包括传送单元,传送单元上安装有下料单元,下料单元的右侧安装有焊接单元,所述传送单元的上端中部安装有对位单元,且焊接单元的中心线和对位单元的中心线相重合,所述传送单元用于带动横板间歇移动。
2、所述传送单元包括基座,所述下料单元包括分布在基座上方的l形结构的下料筒,下料筒的前后两端均通过l形结构的连接杆和基座固定连接,下料筒横向段的左内壁固定安装有下料推杆,下料推杆的右端固定安装有l形结构的下料板。
3、所述对位单元包括固定安装在基座上的电动伸缩杆,电动伸缩杆的上端安装有限位板,限位板的上端前后对称滑动安装有缓冲弹簧杆,缓冲弹簧杆的上端共同固定安装有圆板,圆板的上端固定安装有两个前后对称分布的立杆,两个立杆相对侧的上端均铰接有弧形结构的对位板,立杆和其对应的对位板之间共同铰接有顶伸弹簧杆。
4、所述焊接单元包括多级推杆,多级推杆的上端通过顶板和下料筒的右端固定连接,多级推杆的下端固定安装有传动板,传动板的下端周向均匀上下滑动安装有多个让位弹簧杆,让位弹簧杆的下端共同固定连接有下压板,下压板的下方分布有导向筒,导向筒的左端和下料筒固定连接,且导向筒和下料筒相连通,导向筒的下端安装有用于将连接套和横板焊接在一起的环焊机构。
5、优选的,所述传送单元还包括多个均匀固定安装在基座的上端右侧的固定板,固定板上端均开设有贯穿固定板左右两端的导向孔,导向孔的上下内壁均安装有多个驱动轮,基座上端左侧均匀安装有多个连架板,连架板内转动安装有转动板,转动板的中部开设有贯穿转动板左右两端的方孔,方孔的上下内壁均匀安装有多个主动轮。
6、优选的,两个相邻的所述转动板之间固定连接有多个同步杆,同步杆呈周向均匀布置,最左侧转动板的左端外侧固定套设有齿圈,齿圈的下端啮合有主动齿轮,主动齿轮的中部通过键配合的方式和固定安装在基座上端的电机的输出轴相连接。
7、优选的,所述环焊机构包括固定安装在导向筒下端的电动环形滑块组件,电动环形滑块组件的下端固定安装有同步环,同步环的下端固定安装有两个左右对称分布的连接板,两个连接板的相对侧均通过贴合弹簧杆滑动安装有弧形结构的贴合板,且贴合板的上端相对侧设置为斜面,两个贴合板下端相互远离的一侧距通过固定杆连接有焊枪。
8、优选的,所述导向筒的左右内壁的下端均通过复位弹簧左右滑动安装有两个校平块,两个校平块的上端相对侧均设置为斜面,校平块用于使连接套竖直下料至横板安装孔内。
9、优选的,所述导向筒的前后内壁均开设有导向槽,两个导向槽的上端向相互远离的方向倾斜,导向槽的下端竖直向下布置,导向槽内滑动安装有方形结构的压紧弹簧杆,两个压紧弹簧杆的相对侧均安装有弧形块。
10、优选的,所述压紧弹簧杆上端左右滑动安装有l形结构的传动杆,且传动杆的竖直段为弹性伸缩结构,传动杆的横向段和传动板固定连接。
11、优选的,所述圆板的下端固定安装有两个左右对称分布的限位杆,限位杆的下端通过螺纹配合的方式安装有调节螺杆。
12、优选的,所述圆板的上端左右滑动安装有两个左右对称分布的定位杆,定位杆和圆板之间连接有连接弹簧,定位杆的上端相互远离的一侧均开设有用于将横板安装孔中心线和圆板中心线对其的斜面。
13、本发明的有益效果在于:1.本发明通过设置传送单元带动横板间歇移动,同时设置下料单元对连接套间歇下料,使焊接单元能够连续对连接套和横板进行焊接,且在对连接套和横板的一端焊接完成后,传送单元能够带动横板和连接套转动180度,进而能够对横板和连接套的另一端进行焊接,增加对连接套和横板的焊接效率。
14、2.本发明通过设置焊接单元在焊接连接套和横板时能够持续下压连接套的上端,防止焊接单元在焊接时连接套发生晃动导致焊接质量降低,同时通过设置校平块对连接套进行校平,使焊接单元能够将连接套竖直的压入横板的安装孔内,进而确保连接套被竖直的焊接在横板的安装孔内,增加同步碎石封层车的后期使用效果。
15、3.本发明通过设置对位单元对连接套的位置进行调节,进而使连接套在被压入横板的安装孔内时,连接套的外壁和横板安装孔的内壁之间的焊接间隙保持一致,增加对连接套和横板的焊接质量。
16、4.本发明通过设置调节螺杆对圆板向下移动的距离进行调节,进而能够对连接套焊接在横板安装孔内的高度进行调节,实现对连接套和横板的精确焊接。
技术特征:
1.一种汽车精密钣金件自动焊接设备,包括传送单元(1),传送单元(1)上安装有下料单元(2),下料单元(2)的右侧安装有焊接单元(3),其特征在于,所述传送单元(1)的上端中部安装有对位单元(4),且焊接单元(3)的中心线和对位单元(4)的中心线相重合,所述传送单元(1)用于带动横板间歇移动;
2.根据权利要求1所述的一种汽车精密钣金件自动焊接设备,其特征在于,所述传送单元(1)还包括多个均匀固定安装在基座(11)的上端右侧的固定板(12),固定板(12)上端均开设有贯穿固定板(12)左右两端的导向孔(13),导向孔(13)的上下内壁均安装有多个驱动轮(14),基座(11)上端左侧均匀安装有多个连架板(15),连架板(15)内转动安装有转动板(16),转动板(16)的中部开设有贯穿转动板(16)左右两端的方孔(17),方孔(17)的上下内壁均匀安装有多个主动轮(18)。
3.根据权利要求2所述的一种汽车精密钣金件自动焊接设备,其特征在于,两个相邻的所述转动板(16)之间固定连接有多个同步杆(161),同步杆(161)呈周向均匀布置,最左侧转动板(16)的左端外侧固定套设有齿圈(162),齿圈(162)的下端啮合有主动齿轮(163),主动齿轮(163)的中部通过键配合的方式和固定安装在基座(11)上端的电机(164)的输出轴相连接。
4.根据权利要求1所述的一种汽车精密钣金件自动焊接设备,其特征在于,所述环焊机构(36)包括固定安装在导向筒(35)下端的电动环形滑块组件(361),电动环形滑块组件(361)的下端固定安装有同步环(362),同步环(362)的下端固定安装有两个左右对称分布的连接板(363),两个连接板(363)的相对侧均通过贴合弹簧杆(364)滑动安装有弧形结构的贴合板(365),且贴合板(365)的上端相对侧设置为斜面,两个贴合板(365)下端相互远离的一侧距通过固定杆(366)连接有焊枪(367)。
5.根据权利要求1所述的一种汽车精密钣金件自动焊接设备,其特征在于,所述导向筒(35)的左右内壁的下端均通过复位弹簧(352)左右滑动安装有两个校平块(353),两个校平块(353)的上端相对侧均设置为斜面,校平块(353)用于使连接套竖直下料至横板安装孔内。
6.根据权利要求1所述的一种汽车精密钣金件自动焊接设备,其特征在于,所述导向筒(35)的前后内壁均开设有导向槽(354),两个导向槽(354)的上端向相互远离的方向倾斜,导向槽(354)的下端竖直向下布置,导向槽(354)内滑动安装有方形结构的压紧弹簧杆(355),两个压紧弹簧杆(355)的相对侧均安装有弧形块(356)。
7.根据权利要求6所述的一种汽车精密钣金件自动焊接设备,其特征在于,所述压紧弹簧杆(355)上端左右滑动安装有l形结构的传动杆(351),且传动杆(351)的竖直段为弹性伸缩结构,传动杆(351)的横向段和传动板(32)固定连接。
8.根据权利要求1所述的一种汽车精密钣金件自动焊接设备,其特征在于,所述圆板(43)的下端固定安装有两个左右对称分布的限位杆(44),限位杆(44)的下端通过螺纹配合的方式安装有调节螺杆(45)。
9.根据权利要求1所述的一种汽车精密钣金件自动焊接设备,其特征在于,所述圆板(43)的上端左右滑动安装有两个左右对称分布的定位杆(431),定位杆(431)和圆板(43)之间连接有连接弹簧(432),定位杆(431)的上端相互远离的一侧均开设有用于将横板安装孔中心线和圆板(43)中心线对其的斜面。
技术总结
本发明涉及钣金件焊接领域,具体的是一种汽车精密钣金件自动焊接设备,包括传送单元,传送单元上安装有下料单元,下料单元的右侧安装有焊接单元,所述传送单元的上端中部安装有对位单元,且焊接单元的中心线和对位单元的中心线相重合,所述传动单元用于带动横板间歇移动;本发明能够连续对连接套和横板进行焊接,且在对连接套和横板的一端焊接完成后,本发明能够带动横板和连接套转动180度,进而能够对横板和连接套的另一端进行焊接,增加对连接套和横板的焊接效率,且本发明能够对连接套的位置进行调节,使连接套的外壁和横板安装孔的内壁之间的焊接间隙保持一致,增加对连接套和横板的焊接质量。
技术研发人员:褚夫楠,师红晖,周俊涛,杨翠锋,王海国,李永涛
受保护的技术使用者:山东联创重工有限公司
技术研发日:
技术公布日:2024/7/9
- 还没有人留言评论。精彩留言会获得点赞!