一种型材上料方法、型材上料装置及切管机与流程
本申请涉及切管机,具体涉及一种型材上料方法、型材上料装置及切管机。
背景技术:
1、目前,工程机械中的金属型材上料通常采用人工单根吊装的方式,尤其涉及切管机,型材上料方法为人工将型材吊装到型材上料装置的吊钩上,型材上料装置通过吊钩将型材吊装到型材加工位置,该型材上料方法上料效率慢,劳动强度大,且存在一定的安全风险。
技术实现思路
1、有鉴于此,本申请提供一种型材上料方法,解决了型材上料效率慢,劳动强度大及存在安全风险的问题。本申请还提供一种适用于上述型材上料方法的型材上料装置。本申请还提供一种包括上述型材上料装置的切管机。
2、为了达到上述目的,本申请提供如下技术方案:
3、一种型材上料方法,其特征在于,包括以下步骤:
4、控制器记录位于料框内不同的型材的码垛信息;
5、移动组件根据所述码垛信息,并至少通过磁吸方式将位于所述料框内的所述型材依次移动至目标位置。
6、可选的,所述移动组件包括第一移动件和中转平台,在所述移动组件移动所述型材时:
7、所述第一移动件根据所述码垛信息并通过磁吸方式将位于待上料工位的所述料框内的所述型材移动至所述中转平台的中转位置;
8、所述中转平台将位于所述中转位置的型材移动至所述目标位置。
9、可选的,所述控制器控制所述第一移动件及所述中转平台的移动速度和/或移动距离,以使所述第一移动件及所述中转平台实现连续对所述型材的上料。
10、可选的,所述码垛信息包括所述型材的尺寸、所述料框内所述型材的行数、所述料框内所述型材的列数、所述型材之间的行距及所述型材之间的列距。
11、可选的,装有所述型材的所述料框通过第二移动件移动至待上料工位。
12、可选的,当所述料框内的所述型材上料完毕后,所述第一移动件将所述料框从所述待上料工位移走。
13、一种型材上料装置,适用于上述任一项所述的型材上料方法,包括:
14、控制器,记录料框内所述型材的码垛信息;
15、移动组件,设置有能吸附型材的电磁铁,且能够根据所述码垛信息将位于待上料工位的料框内的所述型材移动至目标位置。
16、可选的,移动组件包括:
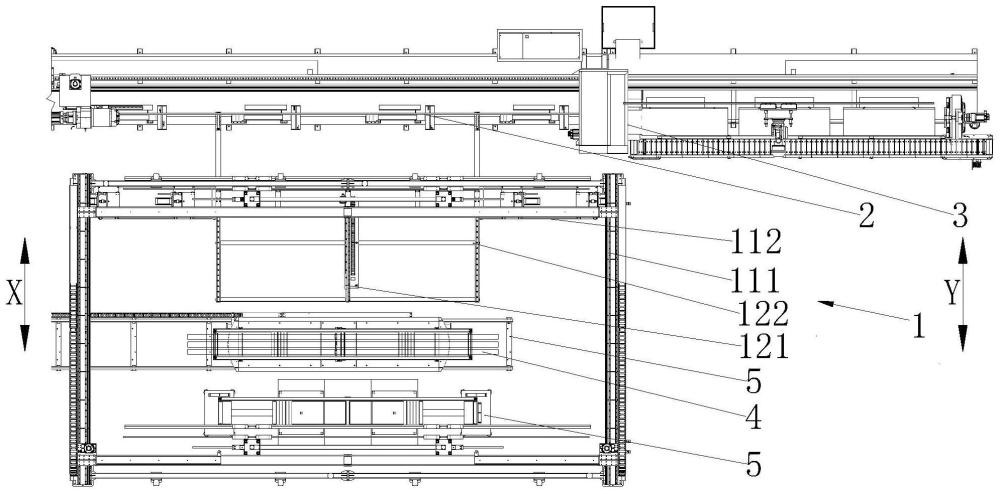
17、第一移动件,包括桁架、移动部和伸缩部;所述移动部设置于桁架上,并能够在桁架上沿第一方向移动并带动所述型材移动至中转平台;所述伸缩部设置于所述移动部上,且所述伸缩部能够沿第二方向伸缩,所述伸缩部的端部设置有能吸附型材的电磁夹具;
18、中转平台,包括承载件及移动平台,所述承载件与所述移动平台连接,所述承载件用于承载所述型材,所述移动件用于带动所述型材沿第三方向移动至所述目标位置。
19、可选的,所述电磁夹具包括:
20、电磁安装板,与所述伸缩部的端部连接;
21、充磁部,与所述电磁安装板连接;
22、电磁铁,与所述充磁部连接,并能抓取所述型材。
23、可选的,所述电磁铁包括能够吸附第一型材的槽部以及能够吸附第二型材的端面平直部。
24、可选的,所述料框包括可吸附部,所述电磁夹具能够通过吸附所述可吸附部实现对所述料框的转移。
25、一种切管机,包括托料架、切料件及上述任一项所述的型材上料装置,其中:
26、所述托料架设置于目标位置,并为所述型材提供放置位置;
27、所述切料件靠近所述料架设置,以实现对位于所述托料架上的所述型材的切割。
28、本申请提供的型材上料方法,通过控制器记录位于料框内不同的型材的码垛信息;移动组件根据码垛信息,并至少通过磁吸的方式将位于料框内的型材依次移动至目标位置,从而实现对型材的上料。这里,移动组件根据控制器记录的型材的码垛信息,依次对型材进行上料,提升了上料的自动化程度,提升上料效率,降低劳动强度,提升上料时的安全性。
技术特征:
1.一种型材上料方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的型材上料方法,其特征在于,所述移动组件包括第一移动件和中转平台,在所述移动组件移动所述型材时:
3.根据权利要求2所述的型材上料方法,其特征在于,所述控制器控制所述第一移动件及所述中转平台的移动速度和/或移动距离,以使所述第一移动件及所述中转平台实现连续对所述型材的上料。
4.根据权利要求1所述的型材上料方法,其特征在于,所述码垛信息包括所述型材的尺寸、所述料框内所述型材的行数、所述料框内所述型材的列数、所述型材之间的行距及所述型材之间的列距。
5.根据权利要求1或2所述的型材上料方法,其特征在于,装有所述型材的所述料框通过第二移动件移动至待上料工位。
6.根据权利要求2所述的型材上料方法,其特征在于,当所述料框内的所述型材上料完毕后,所述第一移动件将所述料框从所述待上料工位移走。
7.一种型材上料装置,其特征在于,适用于上述权利要求1-6中任一项所述的型材上料方法,包括:
8.根据权利要求7所述的型材上料装置,其特征在于,移动组件包括:
9.根据权利要求8所述的型材上料装置,其特征在于,所述电磁夹具包括:
10.根据权利要求9所述的型材上料装置,其特征在于,所述电磁铁包括能够吸附第一型材的槽部以及能够吸附第二型材的端面平直部。
11.根据权利要求8或10所述的型材上料装置,其特征在于,所述料框包括可吸附部,所述电磁夹具能够通过吸附所述可吸附部实现对所述料框的转移。
12.一种切管机,其特征在于,包括托料架、切料件及上述权利要求7-11中任一项所述的型材上料装置,其中:
技术总结
本申请提供了一种型材上料方法、型材上料装置及切管机,型材上料方法包括以下步骤:控制器记录位于料框内不同的型材的码垛信息;移动组件根据码垛信息,并至少通过磁吸方式将位于料框内的型材依次移动至目标位置。通过控制器记录位于料框内不同的型材的码垛信息;移动组件根据码垛信息,并至少通过磁吸的方式将位于料框内的型材依次移动至目标位置,从而实现对型材的上料。这里,移动组件根据控制器记录的型材的码垛信息,依次对型材进行上料,提升了上料的自动化程度,提升上料效率,降低劳动强度,提升上料时的安全性。
技术研发人员:欧阳吕卫,严英华,柯成,苏承群
受保护的技术使用者:三一海洋重工有限公司
技术研发日:
技术公布日:2024/5/16
- 还没有人留言评论。精彩留言会获得点赞!