带液压垫的整体框架液压机专用大深度铣面刀具的制作方法
本发明涉及液压机加工领域,具体涉及一种带液压垫的整体框架液压机专用大深度铣面刀具。
背景技术:
1、针对液压机的整体框架10有液压垫的机型,有沉于深腔的面需加工,由于各种设计专机,尺寸规格不一样,一部分深腔的大深度面101的深度达700mm左右(如下图1)。
2、因整体框架的设计结构,限制了机床主轴对此面进行直接加工,必需选用直角头进行加工,当直角头装上铣削刀柄长度达350mm以上时,一是吃刀量极小,一般在0.5mm左右﹑其次因细长刀柄的使用,刀具径向进给铣削会出现极大震动,深度越大震动幅度相应变大,直致加工不能正常进行,影响生产。(加长面铣刀图2)
3、通过分析,刀具震动的原因是刀身过长后,刀柄的刀身细长整体刚性不足,在径向加工力的作用下,刀具开始有弹性变形,使刀具产生严重让刀,造成吃刀量小、及震动的因素。
4、所以要提高刀具的刚性,就必需增大刀身直径,但由于刀具刀柄尺寸是固定的(一般是数控50柄),限制了通过增大刀具直径来提高刀具刚性的途径。
5、现需要研究一种结构解决加长刀柄后震动的装置。
技术实现思路
1、为了解决上述技术问题,本发明提出了一种带液压垫的整体框架液压机专用大深度铣面刀具,设计巧妙,结构合理紧凑,刚性极大地增强,避免了弹性变形及产生的让刀现象,削除震动,提高进给量。
2、本发明技术方案:
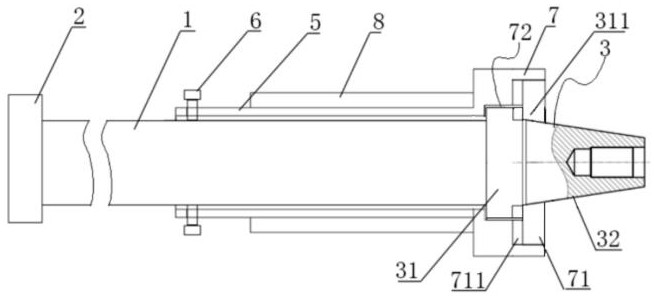
3、带液压垫的整体框架液压机专用大深度铣面刀具,它包括加长刀身、面铣刀盘、锥柄连接头,锥柄连接头连接在加长刀身的下端,加长刀身的上端安装有面铣刀盘,锥柄连接头安装在铣床的直角头驱动端,还包括稳定护套、紧固螺钉、紧固盘,稳定护套下端一周连接紧固盘,稳定护套的上端一周设计有若干丝孔,若干丝孔内安装有紧固螺钉,所述锥柄连接头包括环形法兰和定位锥头,环形法兰安装在加长刀轴的下端一周,加长刀轴的下端安装有定位锥头;紧固盘下端还设计有大环形凹槽,大环形凹槽底部还设计有小环形凹槽,稳定护套套在加长刀身外侧,紧固盘通过小环形凹槽卡在锥柄连接头的环形法兰外侧,紧固盘上面一周开有若干安装孔,所述直角头驱动端的上面对应若干安装孔设计有若干丝孔,紧固盘通过螺栓穿过安装孔旋转在对应的丝孔内进行锁紧固定;所述稳定护套与加长刀身之间留有一定间隙,紧固螺钉从稳定护套的上端丝孔穿过锁定在加长刀身的外侧。
4、所述的稳定护套与加长刀身之间单边间隙是5mm。
5、所述的稳定护套外侧还设计有四个加强筋板,四个加强筋板分别均匀轴向连接在稳定护套外侧,且四个加强筋板下端连接在紧固盘上端。
6、所述的直角头驱动端靠近边缘位置设计有两个对称的矩形定位块,所述环形法兰的下端边缘对应两个矩形定位块分别设计有一外定位u槽,外定位u槽外侧口部联通环形法兰的外周面;所述紧固盘的大环形凹槽底部也对应两个矩形定位块分别设计有一内定位u槽且内定位u槽内侧口部联通小环形凹槽,所述环形法兰的外定位u槽对应卡在矩形定位块的内部半段上面,所述紧固盘的内定位u槽对应卡在矩形定位块的外部半段上面。
7、所述的加长刀身的长度是700mm以上。
8、所述的稳定护套的长度是加长刀身长度的1/2-2/3之间。
9、本发明的优点是设计后的结构保证了整体框架有液压垫的机型,深腔的面加工;本发明刀具能充分地利用端铣,吃刀量达1mm提高了100%,且因刀具长径比改良后,刚性极大地增强,避免了弹性变形及产生的让刀现象,削除震动,提高进给量,使加工工效率提高150%以上。
技术特征:
1.带液压垫的整体框架液压机专用大深度铣面刀具,它包括加长刀身、面铣刀盘、锥柄连接头,锥柄连接头连接在加长刀身的下端,加长刀身的上端安装有面铣刀盘,锥柄连接头安装在铣床的直角头驱动端,其特征在于,还包括稳定护套、紧固螺钉、紧固盘,稳定护套下端一周连接紧固盘,稳定护套的上端一周设计有若干丝孔,若干丝孔内安装有紧固螺钉,所述锥柄连接头包括环形法兰和定位锥头,环形法兰安装在加长刀轴的下端一周,加长刀轴的下端安装有定位锥头;紧固盘下端还设计有大环形凹槽,大环形凹槽底部还设计有小环形凹槽,稳定护套套在加长刀身外侧,紧固盘通过小环形凹槽卡在锥柄连接头的环形法兰外侧,紧固盘上面一周开有若干安装孔,所述直角头驱动端的上面对应若干安装孔设计有若干丝孔,紧固盘通过螺栓穿过安装孔旋转在对应的丝孔内进行锁紧固定;所述稳定护套与加长刀身之间留有一定间隙,紧固螺钉从稳定护套的上端丝孔穿过锁定在加长刀身的外侧。
2.根据权利要求1所述的带液压垫的整体框架液压机专用大深度铣面刀具,其特征在于,所述的稳定护套与加长刀身之间单边间隙是5mm。
3.根据权利要求1所述的带液压垫的整体框架液压机专用大深度铣面刀具,其特征在于,所述的稳定护套外侧还设计有四个加强筋板,四个加强筋板分别均匀轴向连接在稳定护套外侧,且四个加强筋板下端连接在紧固盘上端。
4.根据权利要求1所述的带液压垫的整体框架液压机专用大深度铣面刀具,其特征在于,所述的直角头驱动端靠近边缘位置设计有两个对称的矩形定位块,所述环形法兰的下端边缘对应两个矩形定位块分别设计有一外定位u槽,外定位u槽外侧口部联通环形法兰的外周面;所述紧固盘的大环形凹槽底部也对应两个矩形定位块分别设计有一内定位u槽且内定位u槽内侧口部联通小环形凹槽,所述环形法兰的外定位u槽对应卡在矩形定位块的内部半段上面,所述紧固盘的内定位u槽对应卡在矩形定位块的外部半段上面。
5.根据权利要求1所述的带液压垫的整体框架液压机专用大深度铣面刀具,其特征在于,所述的加长刀身的长度是700mm以上。
6.根据权利要求1所述的带液压垫的整体框架液压机专用大深度铣面刀具,其特征在于,所述的稳定护套的长度是加长刀身长度的1/2-2/3之间。
技术总结
本发明涉及一种带液压垫的整体框架液压机专用大深度铣面刀具,它包括加长刀身、面铣刀盘、锥柄连接头,锥还包括稳定护套、紧固螺钉、紧固盘,稳定护套下端一周连接紧固盘,稳定护套的上端一周设计有若干丝孔,若干丝孔内安装有紧固螺钉,所述稳定护套与加长刀身之间留有一定间隙,紧固螺钉从稳定护套的上端丝孔穿过锁定在加长刀身的外侧。优点是设计后的结构保证了整体框架有液压垫的机型,深腔的面加工;本发明刀具能充分地利用端铣,吃刀量达1MM提高了100%,且因刀具长径比改良后,刚性极大地增强,避免了弹性变形及产生的让刀现象,削除震动,提高进给量,使加工工效率提高150%以上。
技术研发人员:金荣根,马冲,熊义,林宝宝,张得琴,刘宁
受保护的技术使用者:南通锻压设备如皋有限公司
技术研发日:
技术公布日:2024/5/12
- 还没有人留言评论。精彩留言会获得点赞!