一种超声波焊机压力校准控制方法及系统与流程
本发明属于超声波焊接,具体涉及一种超声波焊机压力校准控制方法及系统。
背景技术:
1、超声波焊接是基于高频超声波振动,通过一定压力从而将待焊件固态焊接,通常用于塑料和金属。超声波焊接技术相对于传统的压借、绕接、钎焊等连接方式,具有接头性能极好,焊接过程不产生火花、烟尘,无需焊接剂,节能、绿色无污染,焊接速度快、效率高等诸多有点,被广泛应用于igbt端子及pin针焊接。
2、在igbt焊接应用中,对产品进行超声焊接时,往往需要对端子和产品施加一个外力,但若使气缸施加的力与我们想要设置的力一致,在设备进行生产之前,需对系统进行压力校准。压力校准若不精确,焊头对igbt端子进行焊接时则可能造成端子和产品之间的熔合不良,造成拉脱力、撕拉力达不到工艺要求,大大增加残次品的概率。较常见的压力校准方式是取外部传感器和气缸设定气压之间的关系,求出它们之间的线性系数,然后根据系数带入想要的设定力,反求出气缸气压设定值。然而,由于设定力的值和气缸气压值并非呈现完全线性关系,这就导致了在实际焊接时,实际给定的压力和设定的压力有所偏差,残次品的概率大大增加。
3、鉴于此,有必要对现有技术所存在的缺陷进行改进,以克服在实际应用中所存在的不足。
技术实现思路
1、基于现有技术中存在的上述缺点和不足,本发明的目的之一是至少解决现有技术中存在的上述问题之一或多个,换言之,本发明的目的之一是提供满足前述需求之一或多个的一种超声波焊机压力校准控制方法及系统。
2、为了达到上述发明目的,本发明采用以下技术方案:
3、本发明提供一种超声波焊机压力校准控制方法,应用于超声波焊机,所述超声波焊机包括伺服电机、气缸、第一压力传感器和焊头,所述方法包括:
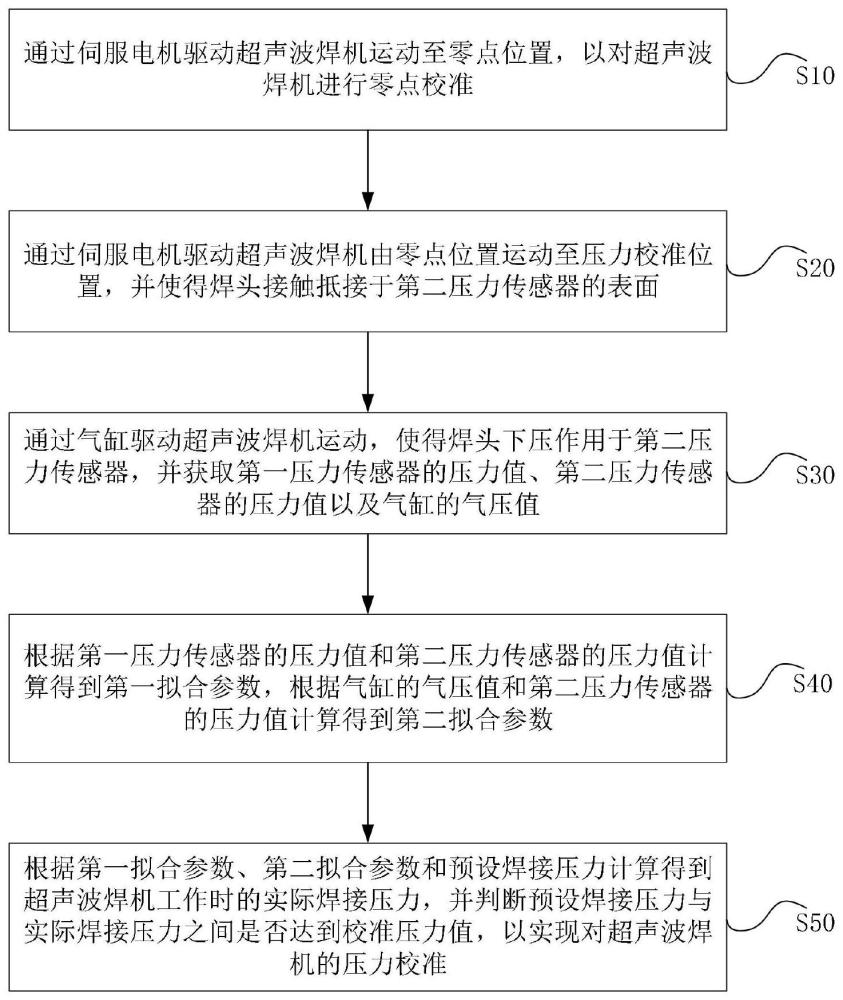
4、s10、通过伺服电机驱动超声波焊机运动至零点位置,以对超声波焊机进行零点校准;
5、s20、通过伺服电机驱动超声波焊机由零点位置运动至压力校准位置,并使得焊头接触抵接于第二压力传感器的表面;
6、s30、通过气缸驱动超声波焊机运动,使得焊头下压作用于第二压力传感器,并获取第一压力传感器的压力值、第二压力传感器的压力值以及气缸的气压值;
7、s40、根据第一压力传感器的压力值和第二压力传感器的压力值计算得到第一拟合参数,根据气缸的气压值和第二压力传感器的压力值计算得到第二拟合参数;
8、s50、根据第一拟合参数、第二拟合参数和预设焊接压力计算得到超声波焊机工作时的实际焊接压力,并判断预设焊接压力与实际焊接压力之间是否达到校准压力值,以实现对超声波焊机的压力校准。
9、作为优选方案,所述s10包括:
10、通过伺服电机驱动超声波焊机运动至零点位置,以对超声波焊机的x轴、y轴、z轴进行零点校准,并获取第一压力传感器的初始压力值。
11、作为优选方案,所述s20包括:
12、通过伺服电机驱动超声波焊机由零点位置运动至压力校准位置,并获取焊头抵接于第二压力传感器的抵接压力值,根据抵接压力值与初始压力值的差值判断焊头是否与第二压力传感器接触,若是,则焊头停止运动;若否,则焊头继续向下运动直至抵接于第二压力传感器;其中,抵接压力值与初始压力值的差值范围设置为10~20n。
13、作为优选方案,所述s30包括:
14、s301、通过气缸驱动超声波焊机运动,以联动焊头继续下压作用于第二压力传感器,并实时获取第一压力传感器的压力值、第二压力传感器的压力值以及气缸的气压值;
15、s302、通过控制气缸的气压,并采集多组不同时刻对应的第一压力传感器的压力值、第二压力传感器的压力值以及气缸的气压值。
16、作为优选方案,所述s40包括:
17、s401、将多组第一压力传感器的压力值和第二压力传感器的压力值,采用最小二乘法计算得到第一拟合参数;
18、s402、将多组气缸的气压值和第二压力传感器的压力值,采用最小二乘法计算得到第二拟合参数。
19、作为优选方案,所述s50包括:
20、s501、通过伺服电机驱动超声波焊机运动至零点位置,使得超声波焊机进行预焊接;
21、s502、根据预设焊接压力和第二拟合参数计算得到预焊接时气缸的气压值,并用于控制超声波焊机以预设焊接压力进行预焊接;
22、s503、根据第一拟合参数和预焊接时的第一压力传感器的压力值计算得到实际焊接压力值;
23、s504、判断预设焊接压力与实际焊接压力之间是否对达到校准压力值,若是,则停止工作;若否,则重复以上过程,以实现对超声波焊机的压力校准。
24、作为优选方案,所述校准压力值范围为-1n~+1n。
25、作为优选方案,所述预设焊接压力设置为100~800n。
26、本发明还提供一种超声波压力校准控制系统,应用于如上任一方案所述的压力校准控制方法,所述系统包括:
27、零点校准模块,用于通过伺服电机驱动超声波焊机运动至零点位置,以对超声波焊机进行零点校准;
28、预处理模块,用于通过伺服电机驱动超声波焊机由零点位置运动至压力校准位置,并使得焊头接触抵接于第二压力传感器的表面;
29、采集模块,用于通过气缸驱动超声波焊机运动,使得焊头下压作用于第二压力传感器,并获取第一压力传感器的压力值、第二压力传感器的压力值以及气缸的气压值;
30、计算模块,用于通过气缸驱动超声波焊机运动,使得焊头下压作用于第二压力传感器,并获取第一压力传感器的压力值、第二压力传感器的压力值以及气缸的气压值;
31、压力校准模块,用于根据第一拟合参数、第二拟合参数和预设焊接压力计算得到超声波焊机工作时的实际焊接压力,并判断预设焊接压力与实际焊接压力之间是否达到校准压力值,以实现对超声波焊机的压力校准。
32、本发明还提供一种计算机可读存储介质,其上存储有计算机程序,所述计算机程序被处理器执行时实现上述任一方案所述的压力校准控制方法。
33、本发明与现有技术相比,有益效果是:
34、本发明提供一种超声波压力校准控制方法,通过采用最小二乘法拟合的方法,能够解决预设焊接压力与实际焊接压力值之间的非线性关系,使得焊接效果更加稳定,压力波动明显减小。
技术特征:
1.一种超声波焊机压力校准控制方法,其特征在于,应用于超声波焊机,所述超声波焊机包括伺服电机、气缸、第一压力传感器和焊头,所述方法包括:
2.根据权利要求1所述的一种超声波焊机压力校准控制方法,其特征在于,所述s10包括:
3.根据权利要求2所述的一种超声波焊机压力校准控制方法,其特征在于,所述s20包括:
4.根据权利要求1所述的一种超声波焊机压力校准控制方法,其特征在于,所述s30包括:
5.根据权利要求1所述的一种超声波焊机压力校准控制方法,其特征在于,所述s40包括:
6.根据权利要求1所述的一种超声波焊机压力校准控制方法,其特征在于,所述s50包括:
7.根据权利要求1所述的一种超声波焊机压力校准控制方法,其特征在于,所述校准压力值范围为-1n~+1n。
8.根据权利要求1所述的一种超声波焊机压力校准控制方法,其特征在于,所述预设焊接压力设置为100~800n。
9.一种超声波焊机压力校准控制系统,其特征在于,应用于如权利要求1~9任一项所述的压力校准控制方法,所述系统包括:
10.一种计算机可读存储介质,其上存储有计算机程序,其特征在于,所述计算机程序被处理器执行时实现权利要求1至8任一项所述的压力校准控制方法。
技术总结
本发明属于超声波焊接技术领域,具体涉及一种超声波焊机压力校准控制方法及系统,所述方法包括:通过伺服电机驱动超声波焊机运动至零点位置,以对超声波焊机进行零点校准;通过伺服电机驱动超声波焊机由零点位置运动至压力校准位置,并使得焊头接触抵接于第二压力传感器的表面;通过气缸驱动超声波焊机运动,使得焊头下压作用于第二压力传感器,并获取第一压力传感器和第二压力传感器的压力值以及气缸的气压值;采用最小二乘法计算得到第一拟合参数和第二拟合参数,并结合预设焊接压力计算得到超声波焊机工作时的实际焊接压力,并判断预设焊接压力与实际焊接压力之间是否达到校准压力值,以实现对超声波焊机的压力校准,提高焊接效果和稳定性。
技术研发人员:周宏建,王智侠
受保护的技术使用者:无锡骄成智能科技有限公司
技术研发日:
技术公布日:2024/9/5
- 还没有人留言评论。精彩留言会获得点赞!