一种焊接管道保护气过冲、溢出智能检测方法与流程
本发明属于智慧焊接,特别涉及一种焊接管道保护气过冲、溢出智能检测方法。
背景技术:
1、在实际气体保护焊接过程中,规模化工厂会采用管道供气的方式为各台焊机提供保护气,传统的人工控制方法仅通过控制保护气管道的开闭(一般为控制管道内前级调压阀开闭),这种方法非常粗放,工人为了确保焊接质量不出现问题,一般会采用焊接过程中将前级调压阀开到最大的方式,不考虑具体工艺所需的合理用力量,会造成大量保护气的浪费。
2、目前现有技术中已经存在基于具体焊接工艺进行精准控气的方法,中国专利cn116214009b给出了一种基于焊接状态识别的气体流速控制方法,通过捕捉不同类型的焊缝,根据焊缝类型给出控制方法,实现气体流量的优化控制。中国专利cn116441674b给出了一种高精度焊接气流控制系统及控制方法,给出了一种基于不同焊接动作的流速调节方法。
3、上述现有技术中均给出了按照焊缝类型进行基于焊接工艺的精准控制方法,但实际调节过程中,当前级调压阀压力调整不规范时,由于输入至后级管道内的气体压力不符合要求,在比例阀精准控气过程中,针对每段焊缝均可能存在过冲和溢出问题,过冲和溢出问题会直接影响气体节省效果,需要找到一种实时监测方法,当发生过冲或溢出问题时,对前级调压阀进行实时调整,进而减少过冲或溢出问题。
技术实现思路
1、发明目的:针对上述背景技术中存在的问题,本发明提供了一种焊接管道保护气过冲、溢出智能检测方法,监测频繁控制气体流速时可能发生的过冲、溢出问题,并发出相应报警,进一步提升焊接保护气节省效率。
2、技术方案:一种焊接管道保护气过冲、溢出智能检测方法,包括以下步骤:
3、步骤s1、实时采集焊接过程中的焊接电流和保护气流速数据,并基于焊接电流数据识别焊接动作起始点;
4、步骤s2、识别焊接动作结束点后,进行气体过冲检测;计算当前焊缝对应气体流速稳态值gasspeed_shoulder,并求出当前焊缝内气体流速最大值与gasspeed_shoulder的差值δ,当δ大于预设阈值时,则判断所述焊缝内发生了气体过冲;
5、步骤s3、完成气体过冲检测后,开启气体溢出检测,当发生气体过冲或溢出时,对外发出报警。
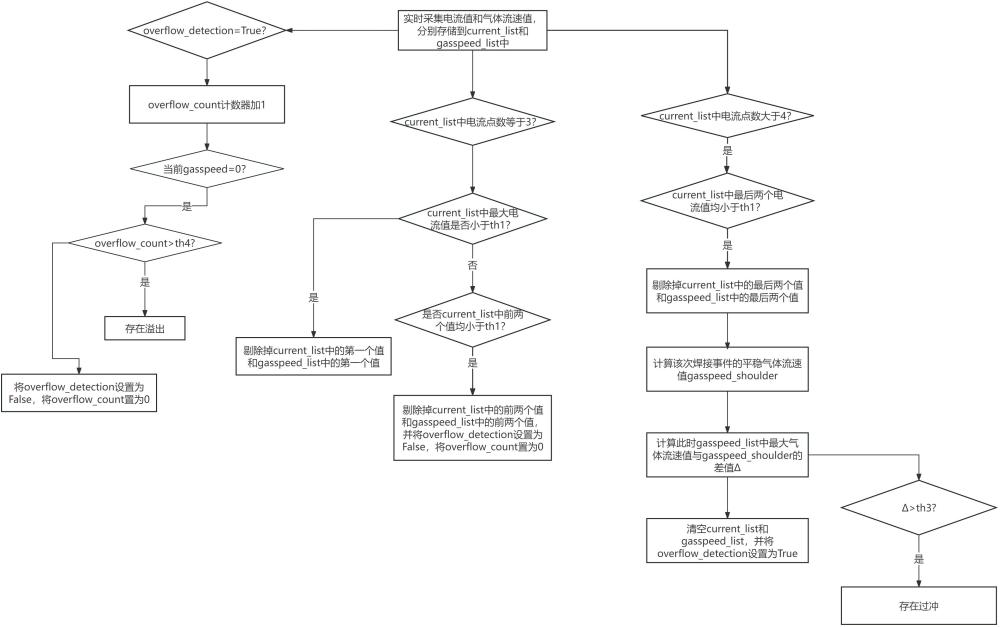
6、进一步地,设置用于实时存储焊接电流的current_list,存储保护气流速的gasspeed_list;所述current_list和gasspeed_list分别实时接收焊接电流及保护气流速数据;所述步骤s2中气体过冲检测方法具体包括:
7、计算gasspeed_list中相邻两点的一阶差分值,遍历所有一阶差分值,当一阶差分值小于预设阈值th2时,则提取对应的两个气体流速点;收集所有一阶差分值小于th2的气体流速点,并去除异常值,对剩余所有气流点求取平均值,最终获得气体流速稳态值gasspeed_shoulder;
8、计算gasspeed_list中气流最大值与gasspeed_shoulder的差值δ;当δ大于预设阈值th3时,则判断所述焊缝发生气体过冲现象。
9、进一步地,所述步骤s3中开启气体溢出检测具体步骤包括:
10、设置用于开启气体溢出检测的开关overflow_detection和用于气体溢出时长计数的overflow_count;计算出差值δ后,清空current_list和gasspeed_list中所有数值,并将overflow_detection设置为true,开启气体溢出检测;
11、overflow_count开始计数,current_list和gasspeed_list继续接收数据点,当gasspeed_list中出现0点时,判断overflow_count,当overflow_count大于预设阈值th4时,代表存在气体溢出。
12、进一步地,当current_list中前两个值均小于预设阈值th1时,将overflow_detection设置为false,overflow_count置为0,漏气检测关闭。
13、本发明采用的技术方案与现有技术方案相比,具有以下有益效果:
14、本发明针对焊接管道供气频繁控气时可能存在的频繁过冲、溢出问题,提供了一种实时监测方法,通过精准监测、报警,提示技术人员对当前管道压力、比例阀控制系统等外部条件进行调整,进一步提升保护气节省效率。本方法解决了人力无法感知管道供气细微变化的难题,为人工调整焊接工况提供决策支持。
技术特征:
1.一种焊接管道保护气过冲、溢出智能检测方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种焊接管道保护气过冲、溢出智能检测方法,其特征在于,设置用于实时存储焊接电流的current_list,存储保护气流速的gasspeed_list;所述current_list和gasspeed_list分别实时接收焊接电流及保护气流速数据;所述步骤s2中气体过冲检测方法具体包括:
3.根据权利要求2所述的一种焊接管道保护气过冲、溢出智能检测方法,其特征在于,所述步骤s3中开启气体溢出检测具体步骤包括:
4.根据权利要求3所述的一种焊接管道保护气过冲、溢出智能检测方法,其特征在于,当current_list中前两个值均小于预设阈值th1时,将overflow_detection设置为false,overflow_count置为0,漏气检测关闭。
技术总结
本发明公开了一种焊接管道保护气过冲、溢出智能检测方法,首先实时采集焊接过程中的焊接电流和保护气流速数据并基于焊接电流数据识别焊接动作起始点和焊接动作结束点;接着基于所述焊缝分别进行气体过冲检测和气体溢出检测,当存在气体过冲或溢出时发出报警,提醒技术人员进行进一步调整;本发明提供的焊接管道保护气过冲、溢出检测方法适用于保护气流量频繁变化的场景,可以有效解决频繁控气导致的气体过冲,溢出问题,进一步提升保护气节省效率。
技术研发人员:李波,田慧云
受保护的技术使用者:苏芯物联技术(南京)有限公司
技术研发日:
技术公布日:2024/5/29
- 还没有人留言评论。精彩留言会获得点赞!