一种铣削辅助电弧增材制造方法与流程
本发明属于增减材复合制造,特别涉及一种铣削辅助电弧增材制造方法。
背景技术:
1、电弧增材制造技术是增材制造技术的一种,是一种利用电弧放热来融化丝材沉积成形大型结构复杂件的一种近净成形技术,适用于铝合金、钛合金等多种金属丝材的增材制造。该技术利用多种软件,完成模型建立-模型切片-路径规划的流程来生成整个成形件的打印路径轨迹,并在电弧的热输入下在金属表面形成熔池,将丝材加热成熔滴送入熔池形成熔覆层,经层层堆叠成形零件。增材制造过程中,大量的热输入会使得熔池铺展开来,而不同工艺参数下的热输入不尽相同,甚至相同工艺参数下不同位置的热历史也不同,这就使得成形件在制造过程熔池变化大,引起成形件尺寸出现偏差,也会增加成形件内部残余应力,降低零件的力学性能。
2、增减材复合制造技术是一种将传感器技术、计算机辅助技术、增材制造和减材制造相结合的制造技术。将计算机生成的三维模型导入切片软件,按照不同工艺参数下得到层高数据划分片层,按照不同的片层选择不同的扫描路径,一层一层的规划路径即可得到零件的加工轨迹,从而将零件的三位模型转变为增材制造平台可识别的扫描路径数控代码,同时辅以计算机控制增材制造过程中的工艺参数和机加工参数,最后完成整个零件的成形。目前的增减材复合增材制造技术多为在打印完成后,测量零件的整体宏观形貌尺寸并将其与三维模型进行对比,以尺寸误差作为衡量标准,基于减材制造,对零件进行精加工以达到实际使用要求。
技术实现思路
1、本发明的目的在于提高一种基于增减材复合制造技术的铣削辅助电弧增材制造方法,以解决电弧增材制造过程中由于热输入不同等因素引起的尺寸偏差导致零件成形尺寸差的问题。
2、本发明采用的技术方案如下:
3、本发明提供了一种基于增减材复合制造技术的铣削辅助电弧增材制造方法,包括以下步骤:
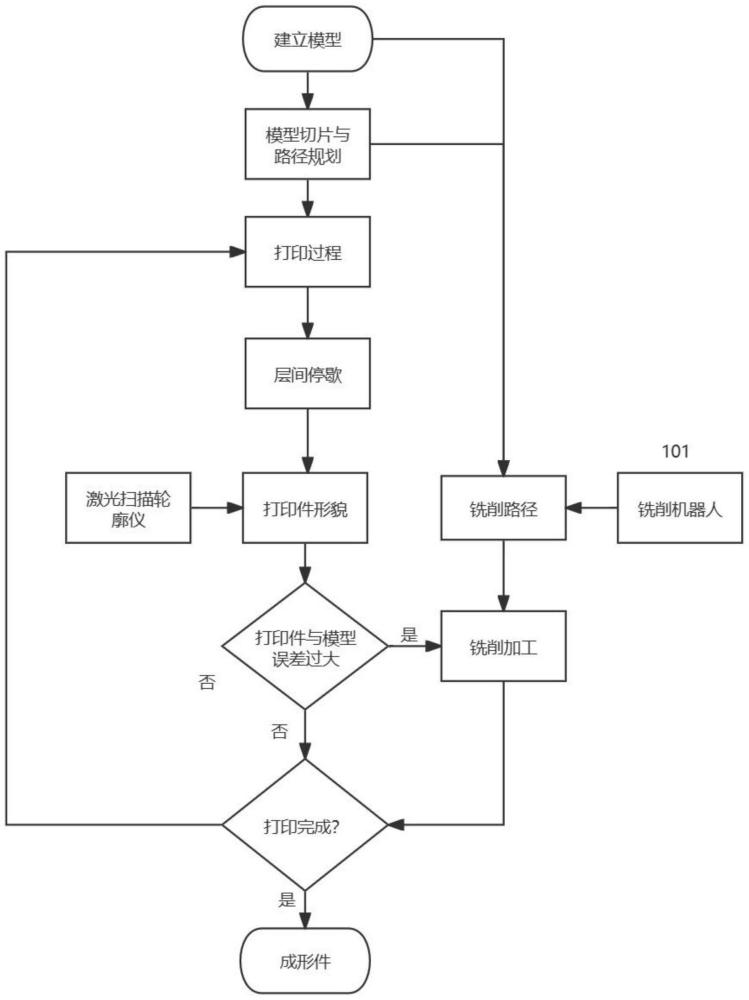
4、步骤1,建立模型,将模型切片和路径填充处理,完成增材路径规划;
5、步骤2,在打印过程中,使用激光扫描轮廓仪获取零件表面轮廓成形尺寸,判断成形尺寸与模型尺寸的误差是否在允许范围内,若超出规定误差范围,铣削机器人根据模型尺寸得到的路径铣削加工零件;若未超出规定误差范围,则不做任何处理,持续打印。
6、步骤3,使用激光扫描轮廓仪判断铣削加工后是否满足误差要求,若超出规定误差范围,铣削机器人根据模型尺寸得到的路径铣削加工零件;若未超出规定误差范围,则继续完成打印过程。
7、进一步地,所述模型为大型复杂结构件,具有米级尺寸、形状复杂和传统加工困难等特点。
8、进一步地,所述大型复杂结构件,具有异性、薄壁、框架等结构。
9、进一步地,所述传统加工为锻造胚料、数控切削和铣削加工、抛光打磨等工艺。
10、进一步地,所述大型复杂结构件采用电弧增材制造工艺,成形效率高(600-1200cm3/h,约为激光熔覆的5-10倍)、材料利用率高(接近100%)、装备和材料制造成本低。
11、进一步地,所述基于增减材复合制造技术的铣削辅助电弧增材制造方法,所述激光扫描轮廓仪与电弧焊枪相对位置为旁轴安装,且具备x、z轴测量尺寸可调,z轴方向的最大测量尺寸可调(190-290mm),x轴方向的最大测量尺寸可调(80-120mm)。
12、进一步地,所述铣削机器人通过软件与电弧增材制造平台连接,具备和电弧增材制造平台数据传输的功能,可以获取零件的位置数据,在铣削过程中不改变零件的装夹位置。
13、进一步地,所述铣削机器人由地轨、机器人控制柜、电主轴、冷水机、六自由度工业机器人、铣削刀具等组成。
14、进一步地,所述的铣削机器人各部件间的连接关系为地轨固定于工作区域地面,六自由度工业机器人与地轨工作平面连接,电主轴固定于六自由度工业机器人的第六轴用于驱动铣削刀具,冷水机、机器人控制柜通过线缆与铣削机器人连接保证机器人正常运转。
15、进一步地,所述铣削刀具选用t型铣刀,对多角度的复杂结构进行加工;根据加工曲面形式不同,选用不同规格及参数的t型铣刀。
16、本发明提供的一种基于增减材复合制造技术的铣削辅助电弧增材制造方法,适用于大型结构复杂件的一体化增材制造。
17、本发明的有益效果如下:
18、(1)本发明所提出的铣削辅助电弧增材技术结合增减材复合制造技术,采用铣削加工控制打印过程中零件的尺寸,可提升电弧增材制造的工艺稳定性和成形零件的尺寸精度。
19、(2)本发明通过激光扫描轮廓仪获取打印过程中零件的宏观形貌尺寸,提供给软件以完成零件与模型尺寸的对比,合理规划铣削机器人控制零件尺寸,有利于电弧增材制造过程的成形效率,减少零件成形的工艺流程。
20、(3)本发明所提出的方法适用于多种大型复杂结构件,相较于传统的锻造+机加工,铣削辅助电弧增材制造可以极大的减少零件的加工周期,提高零件的成形尺寸精度,通过铣削加工还可以有效控制零件的内部晶粒组织结构,最终实现大型构件形性一体化控制。
技术特征:
1.一种铣削辅助电弧增材制造方法,其特征在于,所述铣削辅助电弧增材制造方法包括以下步骤:
2.如权利要求1所述的一种铣削辅助电弧增材制造方法,其特征在于,所述步骤1中模型为大型复杂结构件;所述大型复杂结构件具有异性、薄壁、框架结构。
3.如权利要求1所述的一种铣削辅助电弧增材制造方法,其特征在于,所述步骤2中激光扫描轮廓仪与电弧焊枪相对位置为旁轴安装。
4.如权利要求3所述的一种铣削辅助电弧增材制造方法,其特征在于,所述激光扫描轮廓仪x、z轴测量尺寸可调。
5.如权利要求3所述的一种铣削辅助电弧增材制造方法,其特征在于,所述激光扫描轮廓仪z轴方向的最大测量尺寸可调,x轴方向的最大测量尺寸可调。
6.如权利要求1所述的一种铣削辅助电弧增材制造方法,其特征在于,所述步骤2中铣削机器人通过软件与电弧增材制造平台连接,通过和电弧增材制造平台进行数据传输获取零件的位置数据,在铣削过程中不改变零件的装夹位置。
7.如权利要求1所述的一种铣削辅助电弧增材制造方法,其特征在于,所述步骤2中铣削机器人包括:地轨、机器人控制柜、电主轴、冷水机、六自由度工业机器人、铣削刀具。
8.如权利要求7所述的一种铣削辅助电弧增材制造方法,其特征在于,所述地轨固定于工作区域地面,所述六自由度工业机器人与地轨工作平面连接,所述电主轴固定于六自由度工业机器人的第六轴用于驱动铣削刀具,所述冷水机、机器人控制柜通过线缆与铣削机器人连接,保证铣削机器人正常运转。
9.如权利要求8所述的一种铣削辅助电弧增材制造方法,其特征在于,所述铣削刀具采用t型铣刀,根据加工曲面形式不同,选用不同规格及参数的t型铣刀。
10.一种大型结构复杂件的一体化增材制造方法,其特征在于,采用如权利要求1~9中任一权利要求所述的铣削辅助电弧增材制造方法。
技术总结
本发明公开了一种铣削辅助电弧增材制造方法,首先建立零件模型进行模型切片与路径填充,完成增材路径规划;然后在打印过程中,使用激光扫描轮廓仪获取零件表面轮廓成形尺寸,判断成形尺寸与模型尺寸的误差是否在允许范围内,若超出规定误差范围,铣削机器人根据模型尺寸得到的路径铣削加工零件;若未超出规定误差范围,则不做任何处理,持续打印。最后使用激光轮廓仪判断铣削加工后是否满足误差要求,若超出规定误差范围,铣削机器人根据模型尺寸得到的路径铣削加工零件;若未超出规定误差范围,则完成打印过程。本发明利用增减材复合制造技术,以激光扫描轮廓仪获取零件形貌尺寸,层间使用铣削机器人控制零件尺寸,可实现高稳定性、高成形质量的电弧增材制造大型复杂结构件。
技术研发人员:赵凯,任斐,王金磊,郝云波,李际宇
受保护的技术使用者:上海航天设备制造总厂有限公司
技术研发日:
技术公布日:2024/8/13
- 还没有人留言评论。精彩留言会获得点赞!