一种深锥孔加工装置的制作方法
本发明涉及加工锥形孔装置,特别涉及一种深锥孔加工装置。
背景技术:
1、近年来,航空、航天、冶金行业结晶器,均提出深锥孔加工要求,尽管在设计时,人们尽量避免圆锥深孔结构,但在有些情况下,难以完全回避圆锥深孔结构。比如,铸造或注塑时,有时即使是圆柱形工件,往往也要设计拔模斜度,这就使得模具会带有锥孔,而当零件较长时,就使模具具有锥形深孔。
2、现有的深锥孔加工装置在镗床、车床上加工时具有局限性,只能适应加工孔径较大,深度不超过0.6米的圆锥深孔结构,加工深度超过1米的锥孔极为困难,加工工艺也非常复杂,常规刀杆吃刀量小,需要分段加工或两端接刀加工,精度差,效率低,导致生产周期长,难于一次加工到成品尺寸,因此,深锥孔加工成为制造加工的一个难题,迫切需要通过技术改进提高锥形深孔产品的加工能力。
技术实现思路
1、为解决背景技术中提到的现有锥形深孔的加工方法不能适应孔太深,孔径小的情况技术问题,本发明提供了一种结构简单、适应性广、可精确控制锥孔孔径的深锥孔加工装置。
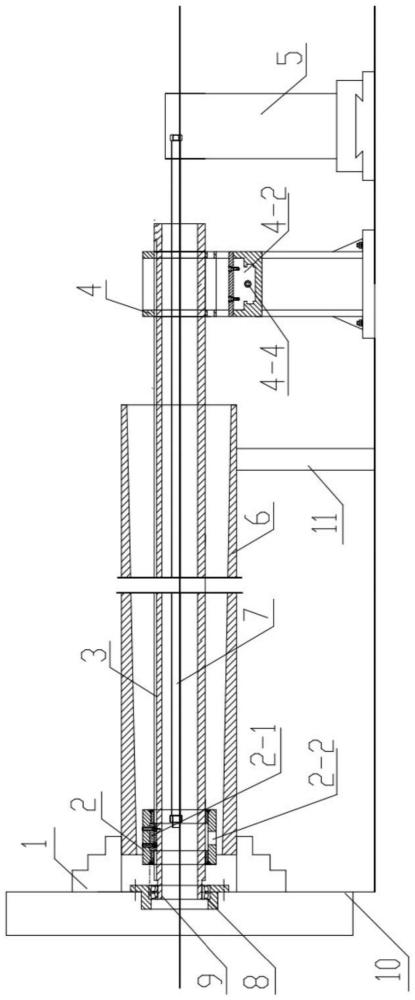
2、本发明采用如下的技术方案:一种深锥孔加工装置,安装在车床上,包括安装在床头座上的四爪卡盘、以及依次装配在车床台面上的中心架、角度调节支架和横向顶推刀台;横向顶推刀台固定在车床的溜板上;
3、待加工工件的首部固定在四爪卡盘的中心孔内;
4、待加工工件的尾部固定在中心架上;
5、角度调节支架、横向顶推刀台依次装配在中心架远离四爪卡盘的一侧,用于对钻孔刀具组件进行定位;
6、钻孔刀具组件,具备:
7、刀杆;
8、刀杆靠近床头座的一端依次穿入待加工工件的毛坯内孔并穿进四爪卡盘的中心孔内,该端端头通过安装圆锥滚子轴承与设置在床头座上的轴承座活动连接;
9、刀杆远离床头座的一端固定在角度调节支架上端的限位套内;
10、限位套与设置在角度调节支架下端的纵向牵引机构转动连接;
11、纵向牵引机构可驱动刀杆的该端沿垂直于待加工工件轴向方向发生位置偏移;
12、钻孔刀盘;
13、钻孔刀盘套设在刀杆外壁上,并通过滑键与刀杆外壁上的键槽滑动连接;
14、刀盘推杆;
15、刀盘推杆与刀杆平行设置,其远离待加工工件的一端固定在横向顶推刀台上,另一端依次穿过位于角度调节支架上端的限位孔和待加工工件的毛坯内孔,并螺栓连接在钻孔刀盘的外缘部,以推动钻孔刀盘沿刀杆的轴向滑移。
16、进一步地,所述纵向牵引机构包括滑块;所述滑块固定连接在限位套的底端;所述滑块中心穿设丝杠;所述丝杠与滑块螺纹连接。
17、进一步地,所述角度调节支架表面设置平行于丝杠的偏移标尺。
18、进一步地,所述钻孔刀盘的外缘部设有水管槽,用于连接水管清理切屑。
19、进一步地,所述限位套内安装有用于更换不同直径刀杆的过渡套。
20、与现有技术相比,本发明的优点在于:本发明设计的深锥孔加工装置,利用角度调节支架精确控制钻孔刀盘镗削角度,同时配合横向顶推刀台自动导向控制钻孔刀盘轴向运动,技术方案简单、吃刀深度大,防震性能好、精确、可靠,能满足加工高质量锥形深孔的需要。配以刻度线对标,可进一步掌握、核对锥孔直径,防止加工质量问题的发生,同时也可适用于加工直孔产品,应用范围广,适用于加工内孔直径小、深度大于1m的锥形孔、直孔产品。
技术特征:
1.一种深锥孔加工装置,安装在车床(10)上,其特征在于,包括安装在床头座上的四爪卡盘(1)、以及依次装配在车床台面上的中心架(11)、角度调节支架(4)和横向顶推刀台(5);横向顶推刀台(5)固定在车床(10)的溜板上;
2.根据权利要求1所述的深锥孔加工装置,其特征在于,所述纵向牵引机构包括滑块(4-2);所述滑块(4-2)固定连接在限位套(4-1)的底端;所述滑块(4-2)中心穿设丝杠(4-4);所述丝杠(4-4)与滑块(4-2)螺纹连接。
3.根据权利要求2所述的深锥孔加工装置,其特征在于,所述角度调节支架4表面设置平行于丝杠(4-4)的偏移标尺(4-3)。
4.根据权利要求3所述的深锥孔加工装置,其特征在于,所述钻孔刀盘(2)的外缘部设有水管槽(2-2),用于连接水管清理切屑。
5.根据权利要求4所述的深锥孔加工装置,其特征在于,所述限位套(4-1)内安装有用于更换不同直径刀杆的过渡套。
技术总结
本发明公开了一种深锥孔加工装置,包括安装在床头座上的四爪卡盘、以及依次装配在车床台面上的中心架、角度调节支架和横向顶推刀台;横向顶推刀台固定在车床的溜板上,待加工工件的首部固定在四爪卡盘的中心孔内,待加工工件的尾部固定在中心架上;角度调节支架、横向顶推刀台依次装配在中心架远离四爪卡盘的一侧,用于对钻孔刀具组件进行定位。本发明利用角度调节支架精确控制钻孔刀盘镗削角度,同时配合横向顶推刀台自动导向控制钻孔刀盘轴向运动,技术方案简单、吃刀深度大,防震性能好、精确、可靠,能满足加工高质量锥形深孔的需要。配以刻度线对标,可进一步掌握、核对锥孔直径,同时也可适用于加工直孔产品,应用范围广。
技术研发人员:马圣东,王新军,刘世浩,金浩军
受保护的技术使用者:烟台金泰美林科技股份有限公司
技术研发日:
技术公布日:2024/6/26
- 还没有人留言评论。精彩留言会获得点赞!