一种全自动化多工位点焊系统的制作方法
本发明属于点焊,具体涉及一种全自动化多工位点焊系统。
背景技术:
1、车身是轿车整车重要的一个组成部分,车身制造质量的好坏直接影响到轿车的使用寿命。车身装焊质量取决于以电阻点焊工艺为主的(约占轿车白车身焊接工艺的96%)焊接工艺,但是焊接过程中,点焊质量受到电网电压波动、压缩空气气压波动、焊接回路阻抗、人为操作等多个复杂因素影响,容易出现质量缺陷,主要表现为焊点的开焊和漏焊。而为了避免焊接不合格零件入库,主要依靠质检人员,定时检查下线产品焊接质量是否合格,一般要求间断1个小时检验一次,如果检验发现当前零件点焊不合格,必须排查上一个小时生产的全部零件点焊是否合格,直到确认没有不合格的零件入库为止,假设间隔时间到了,质检人员检验时,没有能够检验出点焊质量问题,结果会带来大量库存产品检验工作,如果误把带有质量问题的零件组装成整车,会带来很大的经济损失。
2、因此,为了提高产品的质量和生产效率,减少经济损失,在公开号为cn106271260b的发明专利中,该专利通过科学的计算安排人工的工作量,保证人员工作强度科学性,减少人工浪费,使人工能够满足生产线产量要求,提高企业效益及竞争力。对出现质量问题时及时处理,减少后继发生质量问题。
3、但是,上述专利只是对出现产品质量问题进行收集并记录来减少后续的检测工作量,并不能及时的调整焊接参数来减少出现产品质量的问题。
技术实现思路
1、为解决现有技术中存在的上述问题,本发明提供了一种全自动化多工位点焊系统,解决了现有在对车身进行焊接过程中无法及时的调整焊接参数以提高产品质量的问题。
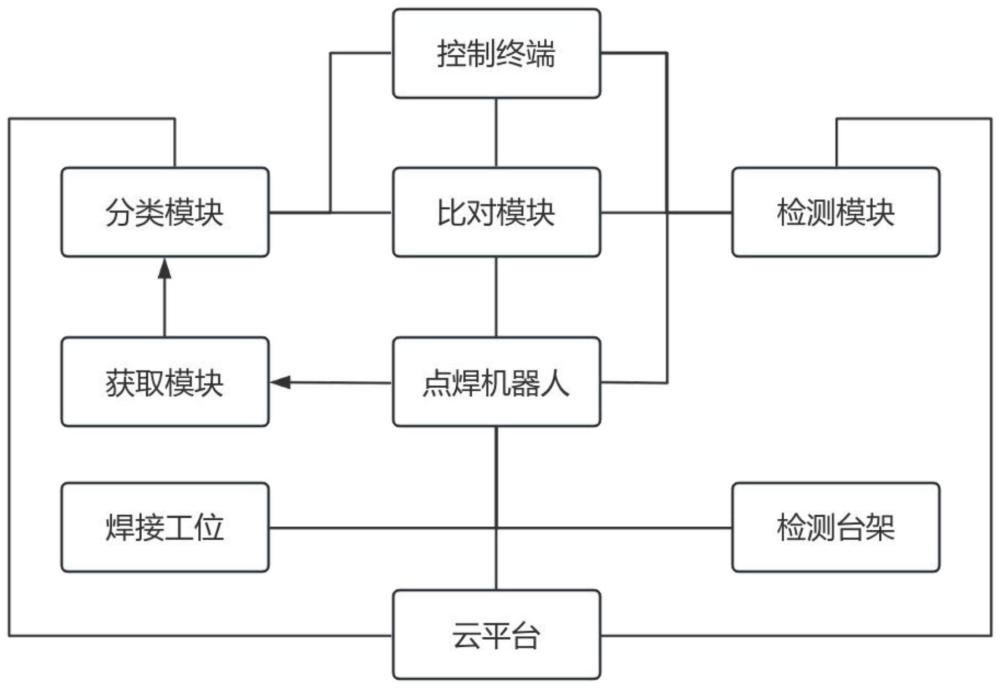
2、本发明的目的可以通过以下技术方案实现:一种全自动化多工位点焊系统,包括控制终端和与控制终端通信连接的检测模块、分类模块、比对模块、点焊机器人和获取模块,所述点焊机器人用于将各个产品进行焊接,所述获取模块用于获取点焊机器人在焊接过程中的运行参数,所述分类模块将各个焊点按照零件类型进行分类并分别记录每一焊点焊接时的运行参数,所述检测模块用于对产品上点焊的各个位置进行焊点质量检测并将检测结果传输至比对模块,所述分类模块将记录的各个点焊位置的运行参数传输至比对模块,所述比对模块将获得的数据进行比对来获得焊接质量最好的一组数据并将其传输至分类模块,所述点焊机器人执行分类模块中最新获得的运行参数。
3、作为本发明的一种优选技术方案,所述点焊机器人运行参数包括焊接功率、点焊机器人焊接速度和压缩空气气压。
4、作为本发明的一种优选技术方案,所述分类模块将运行参数一致分为同一类型。
5、作为本发明的一种优选技术方案,还包括云平台,所述分类模块与云平台通信连接,所述分类模块将每一次分类结果传输至云平台。
6、作为本发明的一种优选技术方案,所述云平台与检测模块和点焊机器人通信连接,所述云平台将分类模块与检测模块中上传的数据进行逐一比对获得新运行参数并依照分类模块的分类结果进行存储。
7、作为本发明的一种优选技术方案,所述检测模块采用无损检测方式对焊接情况进行实时检测。
8、作为本发明的一种优选技术方案,所述检测模块采用超声波检测或x-射线检测。
9、作为本发明的一种优选技术方案,所述点焊机器人还用于搬运产品。
10、作为本发明的一种优选技术方案,还包括检测台架,所述点焊机器人将焊接完成的产品放置在检测台架上,所述检测台架用于人工检测产品焊接质量。
11、作为本发明的一种优选技术方案,还包括焊接工位,所述点焊机器人搬运产品至焊接工位进行焊接。
12、本发明的有益效果为:
13、1.通过检测模块在点焊机器人在焊接完成后对焊接位置进行检测来获得检测结果,并通过获取模块来获取点焊机器人在进行焊接时的各项运行参数并将该参数传输至分类模块中进行分类,当检测模块检测到焊接点出现质量问题后,下一次同一焊接位置的运行参数将执行分类模块中同一类型焊接质量良好的运行参数,通过对焊接过程中的焊接点进行实时的检测并将出现焊接质量问题后可以及时的调整焊接参数来减少不良产品的出现,解决了现有在对车身进行焊接过程中无法及时的调整焊接参数以提高产品质量的问题;
14、2.通过分类对运行参数的进一步进行分类,让不同位置但是同一运行参数的都分为同一类型,以此来保证在出现焊接质量问题时,可以让点焊机器人更换新的运行参数来保证焊接的质量不会出现问题;
15、3.通过云平台来将分类模块中记录的运行参数进行比对,检测模块对各个焊接点位焊接进行质量检测,并让同一类型的焊接点运行参数进行比对,通过优质焊接质量的运行参数来代替较差的运行参数,以此来提高点焊机器人的焊接质量。
技术特征:
1.一种全自动化多工位点焊系统,其特征在于:包括控制终端和与控制终端通信连接的检测模块、分类模块、比对模块、点焊机器人和获取模块,所述点焊机器人用于将各个产品进行焊接,所述获取模块用于获取点焊机器人在焊接过程中的运行参数,所述分类模块将各个焊点按照零件类型进行分类并分别记录每一焊点焊接时的运行参数,所述检测模块用于对产品上点焊的各个位置进行焊点质量检测并将检测结果传输至比对模块,所述分类模块将记录的各个点焊位置的运行参数传输至比对模块,所述比对模块将获得的数据进行比对来获得焊接质量最好的一组数据并将其传输至分类模块,所述点焊机器人执行分类模块中最新获得的运行参数。
2.根据权利要求1所述的一种全自动化多工位点焊系统,其特征在于:所述点焊机器人运行参数包括焊接功率、点焊机器人焊接速度和压缩空气气压。
3.根据权利要求1所述的一种全自动化多工位点焊系统,其特征在于:所述分类模块将运行参数一致分为同一类型。
4.根据权利要求1所述的一种全自动化多工位点焊系统,其特征在于:还包括云平台,所述分类模块与云平台通信连接,所述分类模块将每一次分类结果传输至云平台。
5.根据权利要求4所述的一种全自动化多工位点焊系统,其特征在于:所述云平台与检测模块和点焊机器人通信连接,所述云平台将分类模块与检测模块中上传的数据进行逐一比对获得新运行参数并依照分类模块的分类结果进行存储。
6.根据权利要求1所述的一种全自动化多工位点焊系统,其特征在于:所述检测模块采用无损检测方式对焊接情况进行实时检测。
7.根据权利要求6所述的一种全自动化多工位点焊系统,其特征在于:所述检测模块采用超声波检测或x-射线检测。
8.根据权利要求1所述的一种全自动化多工位点焊系统,其特征在于:所述点焊机器人还用于搬运产品。
9.根据权利要求1所述的一种全自动化多工位点焊系统,其特征在于:还包括检测台架,所述点焊机器人将焊接完成的产品放置在检测台架上,所述检测台架用于人工检测产品焊接质量。
10.根据权利要求1所述的一种全自动化多工位点焊系统,其特征在于:还包括焊接工位,所述点焊机器人搬运产品至焊接工位进行焊接。
技术总结
本发明涉及一种全自动化多工位点焊系统,属于点焊技术领域。包括控制终端和与控制终端通信连接的检测模块、分类模块、比对模块、点焊机器人和获取模块,点焊机器人用于将各个产品进行焊接,获取模块用于获取点焊机器人在焊接过程中的运行参数,分类模块将各个焊点按照零件类型进行分类并分别记录每一焊点焊接时的运行参数,检测模块用于对产品上点焊的各个位置进行焊点质量检测并将检测结果传输至比对模块,分类模块将记录的各个点焊位置的运行参数传输至比对模块,比对模块将获得的数据进行比对来获得焊接质量最好的一组数据并将其传输至分类模块,本发明解决了现有在对车身进行焊接过程中无法及时的调整焊接参数以提高产品质量的问题。
技术研发人员:程超,段仁怀,李剑锋
受保护的技术使用者:广州中益机械有限公司
技术研发日:
技术公布日:2024/6/13
- 还没有人留言评论。精彩留言会获得点赞!