一种炉外修补钢梁水套炉内侧漏水的方法与流程
本发明涉及冶炼炉窑,特别是涉及一种炉外修补钢梁水套炉内侧漏水的方法。
背景技术:
1、侧吹炉窑由多层不同材质和形状的水套组成,其中钢梁水套作为支撑水套,是截面为正方形的长方体水套,水套内层位于炉内,起到冷却结渣的保护作用,水套外层位于炉外起保护作用;钢梁水套为了防止炉内持续高温对内层的高温侵蚀,采用钢材质水套设计,水套长时间使用会有不同程度热腐蚀,严重时会发生水泄露现象,该水套体一旦内侧漏水,有巨大的安全隐患,必须及时制止漏水,防止大量水与热铅渣引起爆炸。但由于其体型大且起到支撑上部钢水套的作用,难以拆除补焊,目前行业内普遍采用的修补方法为炉内补焊或拆除更换,水套检修时停止进料和关闭进风口并进入降温循环水持续循环的保温状态,炉内补焊需要停机降温,炉内通风、检测合格后,进入炉内搭建脚手架及顶部防护,焊工着防护装置,在该水套内层漏水部位进行补焊。
2、炉内补焊具有以下缺点:
3、1)流程复杂,所需时间较长。若要实现炉内补焊作业,首先需要在中部无水管阻挡处拆掉一块水套作为进出通道;其次,对炉内强制鼓风,对炉内气体检测,合格后方可进入受取空间作业,期间需要不间断检测,发现有害气体超标需要及时撤离;再次,由于进出通道小、作业环境逼仄,搭建和作业后拆除脚手架和顶部防护进程缓慢;最后,焊工需要身着防护服在有限空间内作业,作业环境恶劣,效率低。以上环节出现问题,都会造成作业中断和停机时间延长,拆装水套、搭拆脚手架和防护所需时间较长,因此整体检修时间长且不可控,正常需要 24-48 小时,且拆除更换时间更长,成本更高。
4、2)风险性较大。钢梁水套顶部为上升烟道,烟道表面在生产时会粘附烟灰、渣块,这些物料成块状、与补焊作业区域最大有 30 米的落差,在作业期间有一定几率掉落,可能会对人员造成风险;同时,炉内作业属于有限空间作业,由于停炉前炉内会加一层无烟煤保温,有一定几率造成co 中毒,且拆除更换也同样存在这样掉落砸伤和 co 中毒的风险。
5、如何在规避以上两大难点情况下实施在线钢水套快速修补为本发明要解决的问题。
技术实现思路
1、本发明的目的在于提供一种炉外修补钢梁水套炉内侧漏水的方法,并不进入炉内补焊,而是通过寻找钢梁水套内层漏点位置,定位漏点位置,通过切割开水套外层相应位置钢板,在水套腔内补焊漏点,以解决传统修补技术难度大、风险大、耗时长、流程繁琐的问题。
2、为实现上述目的,本发明提供如下技术方案:
3、一种炉外修补钢梁水套炉内侧漏水的方法,包括:
4、(1)漏点定位
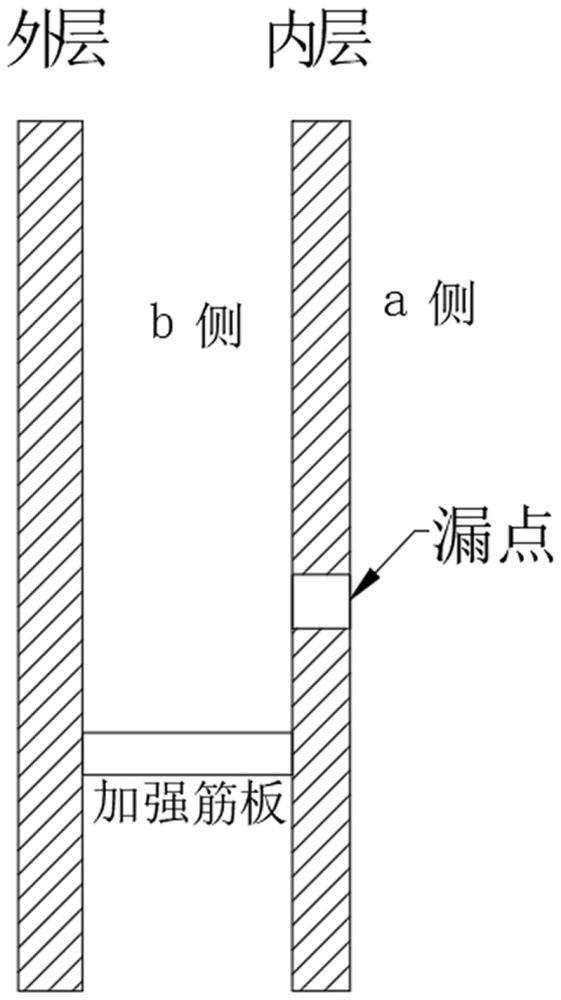
5、钢梁水套为中间设有加强筋板的内外两层结构,内层为靠近炉内的一层,内层位于炉内的一侧为 a 侧,位于炉外的一侧为 b 侧,当内层发生漏水时,侧吹炉停止进料,关闭氧气、封闭进风口进入保温状态,确保循环水正常运行,通过炉前观察孔和水套排污口,用强光手电照射寻找钢梁水套内层腐蚀漏水点,根据上下左右距离锁定内层对应漏水水套位号,以内层漏水水套板位号距离最近的观察孔及排污口的水套板数作为参考,对比钢梁水套外层边缘距离参考水套数的尺寸位置,在钢梁水套外层定位漏水区域,定位后关闭水套循环水进水阀门;
6、(2)水套外层开口
7、以水套内层漏点为中心,在水套外层的相应位置用气割枪切割尺寸为200x300mm-300x400mm 钢板,镂空水套筋板位置区域作为作业面,露出钢梁水套腔内的内层漏水点;
8、(3)水套腔内漏点补焊
9、使用磨光机对水套腔内漏水点及附近的原焊缝进行打磨,确保表面光滑、无铁锈、水垢、无铁腐蚀物等异物,对该区域积水使用耐火土进行局部筑坝阻拦,用气割枪火焰表面经 300℃以上高温烤烘干水分;
10、(3.1)漏点为焊缝裂纹时补焊方法
11、为焊缝裂纹的漏点时,在内层b侧裂纹两端用直径 8-10mm 钻头钻入 2mm 以上,在其两点间沿裂缝磨一条2mm 深及宽 5-8mm 焊缝,使用直流焊接机把j507 焊条分 2-3次满焊趁焊缝和堆焊层在炽热的状态下,进行敲打,减少焊缝的收缩、减少内应力;焊缝裂纹两端焊接加固定,防止受热膨胀,继续形成二次裂纹;使用j507 焊条增强焊接受力,避免外高温烟气热而内有水冷却形成膨胀二次炸裂。
12、(3.2)漏点为直径 5mm 以上孔状漏点时补焊方法
13、为直径 5mm 以上孔状漏点时,先用圆柱磨光机扩大漏点为呈椭圆形孔洞,使用厚度为10-15mm的 q245r 钢板长方块并倒角,控制钢板长方块尺寸长度>孔洞洞口长度、孔洞洞口宽度<钢板长方块宽度<孔洞洞口长度,用焊条垂直焊接在钢板长方块上,通过焊条把钢板长方块倾斜着从孔洞b侧伸入到a侧,再用焊条把长方块拉紧与孔洞 a 侧平行贴住,使用直流焊接机沿着孔洞焊接,清除焊渣后逐渐用 j507 焊条分 2-3 次把孔洞内壁处补焊平整,趁焊缝和堆焊层在炽热的状态下,进行敲打,减少焊缝的收缩、减少内应力,用磨光机打磨后,再采取同样大小的 q245r 钢板长方块贴在b侧原孔洞位置处进行焊接,趁焊缝和堆焊层在炽热的状态下,用手锤敲打,减少焊缝的收缩、减少内应力;采用a侧钢板长方块和b侧钢板长方块,以及使用 j507 焊条对孔洞内壁补焊,三层焊接,增强焊接受力及抗动载荷能力;使用 q245r 板材料增强抗腐蚀能力,修复后使用整体寿命增长3个月以上。
14、(4)水套外层区域焊接及测漏
15、切割取下的水套外侧部分裂缝开 v 字形坡口,同时将裂缝打磨干净,钢梁水套割开部分焊接口相同开 v 字形坡口,打磨裂缝,v 字形坡口顶宽8-10mm;在裂缝的两端点开φ8-10mm 的止裂孔,之后使用二氧化碳气体保护焊进行焊接,焊接完毕、焊缝冷却30min后,水套通水打压测漏,测试合格后炉窑转入生产。
16、与现有技术相比,本发明的有益效果是:
17、1、操作简单,时间较短。与传统技术比较,本发明减少了拆除水套、强制通风检测、炉内搭建脚手架、炉内拆卸脚手架、安装水套的流程,以及相应工器具的准备,作为替代,本发明增加切割、补焊钢梁水套外层部位的流程;相对于复杂的拆装水套、搭拆脚手架、有限空间作业,本发明的操作流程简单、可操作性强、耗时缩减一半。
18、2、风险性很小,传统技术中,拆装水套过程中,由于水套重量接近1 吨,因此吊装、转移、安装过程都需要使用手工葫芦、多人协助,存在物体打击的风险;有限空间作业,存在高空坠物、物体打击、中毒窒息的风险,本发明采用的炉外检修,规避了上述操作,消除了以上风险。
19、3、钢梁水套存在不同漏点情况采用不同焊补方法,对焊缝裂纹漏点焊缝裂纹两端焊接加固定,防止受热膨胀继续形成二次裂纹;对于孔洞漏点采用钢梁水套内层a侧钢板长方块补焊和b侧钢板长方块补焊,中间采用焊条填满孔洞满焊,三层补焊,增强抗腐蚀能力和及抗动载荷能力,增强焊接受力,修复后使用整体寿命增长3个月以上。
技术特征:
1.一种炉外修补钢梁水套炉内侧漏水的方法,其特征在于,包括:
2.根据权利要求1所述的一种炉外修补钢梁水套炉内侧漏水的方法,其特征在于:所述步骤(1)中在钢梁水套外层定位漏点区域的具体方法:
3.根据权利要求1所述的一种炉外修补钢梁水套炉内侧漏水的方法,其特征在于:所述步骤(2)中在水套外层的相应位置切割钢板尺寸为200x300mm以上。
4.根据权利要求1所述的一种炉外修补钢梁水套炉内侧漏水的方法,其特征在于:所述步骤(3)中漏点为焊缝裂纹时具体补焊方法:
5.根据权利要求1所述的一种炉外修补钢梁水套炉内侧漏水的方法,其特征在于:所述步骤(3)中漏点为直径 5mm 以上孔状漏点时具体补焊方法:
6.根据权利要求4所述的一种炉外修补钢梁水套炉内侧漏水的方法,其特征在于:所述焊条型号为j507 。
7.根据权利要求5所述的一种炉外修补钢梁水套炉内侧漏水的方法,其特征在于:所述钢板长方块厚度为10-15mm。
8.根据权利要求5所述的一种炉外修补钢梁水套炉内侧漏水的方法,其特征在于,所述焊条型号为j507 ,所述钢板长方块材质为 q245r。
9.根据权利要求1所述的一种炉外修补钢梁水套炉内侧漏水的方法,其特征在于:所述步骤(4)中v 字形坡口顶宽为8-10mm;止裂孔尺寸为φ8-10mm。
技术总结
本发明涉及一种炉外修补钢梁水套炉内侧漏水的方法,属于冶炼炉窑技术领域。水套内层位于炉内一侧为a侧,位于炉外的另一侧为b侧,通过炉前观察口和水套排污口寻找内层漏水点,锁定对应水套位号,在水套外层定位相应漏水区域并切割,露出水套腔内的内层漏水点;清除漏点及周围异物,并扩大漏点至呈椭圆形孔洞,采用a侧钢板长方块焊接和b侧钢板长方块焊接以及孔洞内壁焊条补焊三层焊接;切割取下的水套外层部分裂缝开V字形坡口,水套割开部分焊接口相同方法处理之后进行焊接;本发明不进入炉内补焊,而通过定位漏点位置,切割开水套外层钢板,在水套腔内三层补焊漏点,操作简单,时间较短,风险较小,修复钢梁水套使用寿命增长。
技术研发人员:周锋,吴永桥,陈志坚,胡建平,李天飞,郭建刚,马新雨
受保护的技术使用者:江苏天能资源循环科技有限公司
技术研发日:
技术公布日:2024/6/18
- 还没有人留言评论。精彩留言会获得点赞!