一种拉丝模自动装模盖的设备和方法与流程
本发明属于拉丝模生产制造,尤其涉及一种拉丝模自动装模盖的设备和方法。
背景技术:
1、各种拉制金属线、拉光纤的模具称为拉丝模。拉丝模用途广泛,如电子器件、雷达、电视、仪表及航天等所用的高精度丝材以及常用的钨丝、钼丝、不锈钢丝、电线电缆丝和各种合金丝等产品都是用拉丝模拉制出来的。天然金刚石拉丝模,选用优质天然金刚石为材料,具有耐磨性强、光洁度高、使用寿命长等优点,是电线电缆及各种拉丝厂家不可或缺的工具;人造金刚石拉丝模,选用高强度人造金刚石聚晶做模心材料,具有硬度高、导热性好、耐磨性强不易破碎、使用寿命长、经济效益高等优点,适用于拉制各种金属线材。
2、目前,拉丝模(拉丝模是由金刚石、粉料结合剂和金属模套组成,金刚石是一种超硬材料,起到拉丝的作用,粉料结合剂起到固定金刚石的作用)工具制作过程采用全程人工手动装填底粉、冷压、镶钻、加上粉、装模盖、模盖冷压,然后人工摆放后放入烧结压机中经过高温(约900℃左右)烧结一段时间加工成型。
3、现有的装模盖生产过程存在大量影响产品质量和生产效率的不稳定点;
4、第一、实际生产过程为在拉丝模加料后,由于粉料较多需要人工重复的震动拉丝模使粉料夯实,然后才能放小盖子,人工放小盖子时不能保证小盖子完全放正,导致冷压时小盖子冷压时模盖存在倾斜。
5、第二、因为生产全程为人工参与,这使人工在生产过程中付出极大的精力和体力,并且依然存在0.4%的报废率,这大大提高了生产成本。
技术实现思路
1、本发明为了解决现有技术中的问题,提供一种拉丝模自动装模盖的设备和方法。
2、为解决上述技术问题,本发明采用如下技术方案:
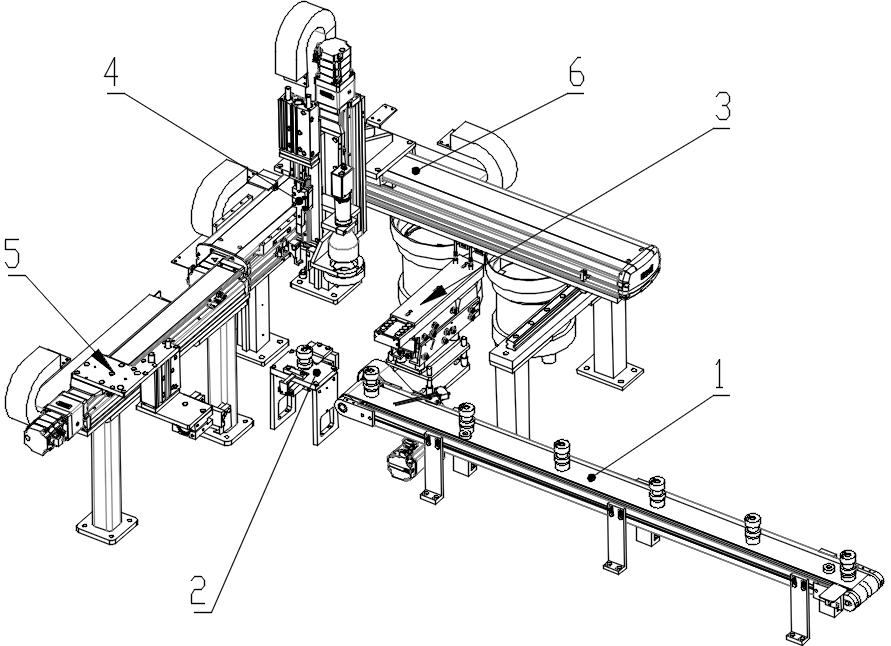
3、一种拉丝模自动装模盖的设备,包括装模盖平台、模盖上料机构、装模盖机构和下料机构,其中:
4、装模盖平台,拉丝模在装模盖平台完成装模盖作业:
5、模盖上料机构,用于模盖上料;
6、装模盖机构,包括上料部分和敲击部分,上料部分用于将拉丝模转运至装模盖平台,以及将模盖转运并安装到拉丝模的型腔;敲击部分用于敲击模盖;
7、下料机构,用于将安装好模盖的拉丝模从装模盖平台转运出。
8、进一步的,所述上料部分包括xyz三轴运动模组,xyz三轴运动模组主要由滑座、x轴直线模组、y轴直线模组和z轴直线模组组成,滑座可实现xyz三向移动;
9、滑座上安装有上料夹持气缸。
10、进一步的,所述敲击部分包括在滑座上沿z向设置的敲击滑轨,敲击滑轨上设有与其滑动配合的模盖敲击配重块;模盖敲击配重块与上料夹持气缸的夹爪上下对应;上料夹持气缸的夹爪打开后,模盖敲击配重块能从夹爪中间落下;
11、还包括在上安装的敲击升降气缸,敲击升降气缸的活塞端向下并连接有敲击夹持气缸;敲击夹持气缸与模盖敲击配重块夹持配合。
12、进一步的,所述装模盖机构还包括拉丝模拍照相机,拉丝模拍照相机安装在xyz三轴运动模组的滑座上。
13、进一步的,所述模盖上料机构包括圆振振动盘和直振振动器,圆振振动盘的出料端与直振振动器的进料端连接,直振振动器的出料端形成模盖上料位。
14、进一步的,所述模盖上料机构设置多组,分别对应不同规格的模盖。
15、进一步的,所述装模盖平台上设有拉丝模夹紧装置和拉丝模顶出装置;
16、拉丝模夹紧装置包括左夹持座、右夹持座和拉丝模夹紧气缸,左夹持座与装模盖平台固定连接,右夹持座与拉丝模夹紧气缸的活塞端连接,右夹持座可在拉丝模夹紧气缸的作用下移动;右夹持座上设有平面,平面作为模盖校正位;
17、拉丝模顶出装置包括拉丝模顶出气缸,拉丝模顶出气缸的活塞杆从左夹持座中间滑动穿过并指向拉丝模;
18、夹紧拉丝模作业如下:拉丝模初始被放置在中间位,然后右夹持座在拉丝模夹紧气缸的作用下向左运动并带动拉丝模移动,最终将拉丝模夹紧在左、右夹持座之间;
19、顶出拉丝模作业如下:右夹持座复位,拉丝模顶出气缸的活塞杆向右运动并带动拉丝模移动至中间位,之后拉丝模顶出气缸复位;
20、夹紧拉丝模作业完成以后就可进行装模盖作业;装模盖作业完成以后进行顶出拉丝模作业,顶出拉丝模作业完成以后就可进行下料作业。
21、进一步的,所述下料机构包括下料运动模组、下料升降气缸和下料夹持气缸,下料升降气缸安装在下料运动模组的运动端,下料夹持气缸安装在下料升降气缸的活塞端。
22、进一步的,还包括拉丝模来料线体,拉丝模来料线体用于运送拉丝模。
23、本发明还一种拉丝模自动装模盖的方法,基于所述的拉丝模自动装模盖的设备,包括以下步骤:
24、(1)通过扫码枪扫描信封,设备通过信封条形码访问客户数据库获取待安装模盖的拉丝模外径、内径和厚度等信息;
25、(2)拉丝模到达拉丝模来料线体末端后,xyz三轴运动模组带动上料夹持气缸移动到线体末端,上料夹持气缸夹持拉丝模,xyz三轴运动模组转运拉丝模至装模盖平台;
26、(3)模盖上料机构供给模盖至模盖上料位,xyz三轴运动模组运动带动拉丝模拍照相机至模盖拍照位,相机拍照判断模盖类型匹配后取模盖;xyz三轴运动模组运动带动上料夹持气缸至模盖上料位,然后上料夹持气缸夹持着模盖移动至模盖校正位,通过重复夹紧和松开动作校正模盖;模盖校正完毕后,上料夹持气缸夹紧模盖;
27、(4)拉丝模夹紧气缸动作夹紧拉丝模,xyz三轴运动模组运动带动拉丝模拍照相机至拉丝模拍照位,相机拍照获取拉丝模位置偏差,设备计算装模盖实时xyz坐标,xyz三轴运动模组运动带动上料夹持气缸及夹持的模盖至装模盖位;上料夹持气缸松开模盖,模盖落入拉丝模的型腔;
28、(5)敲击夹持气缸松开模盖敲击配重块,敲击配重块落下敲击模盖;之后敲击升降气缸带动敲击夹持气缸下降,敲击夹持气缸重新夹紧模盖敲击配重块,敲击升降气缸带动敲击夹持气缸回升,重复敲击动作;xyz三轴运动模组运动带动拉丝模拍照相机至拉丝模拍照位,相机拍照捕捉已安装模盖外径偏差判断模盖是否安装正位;
29、(6)拉丝模顶出气缸顶出拉丝模至中间位,下料运动模组运动至装模盖平台,下料升降气缸下降,下料夹持气缸夹紧拉丝模,下料机构下料。
30、本发明的有益效果:
31、1. 本发明实现了装模盖的自动化作业,大大提高了装模盖生产过程的精度,保证了模盖进入拉丝模时是完全对中竖直进入的。
32、2. 本发明的应用大大降低了劳动强度,改善了工作环境,提高了工作效率。
33、3. 本发明在装模盖作业时配合拉丝模拍照相机,多次拍照定位,实时补偿位置坐标差异,精准定位,敲击压入,保证模盖装填的稳定性。
34、4. 本发明特意设计了敲击部分,由于模盖放入拉丝模后可能会倾斜,所以在夹爪上方设计了模盖敲击配重块,配合敲击升降气缸和敲击夹持气缸,通过多次敲击,实现模盖的预压紧。
技术特征:
1.一种拉丝模自动装模盖的设备,其特征在于:包括装模盖平台、模盖上料机构、装模盖机构和下料机构,其中:
2.根据权利要求1所述的拉丝模自动装模盖的设备,其特征在于:所述上料部分包括xyz三轴运动模组,xyz三轴运动模组主要由滑座、x轴直线模组、y轴直线模组和z轴直线模组组成,滑座可实现xyz三向移动;
3.根据权利要求2所述的拉丝模自动装模盖的设备,其特征在于:所述敲击部分包括在滑座上沿z向设置的敲击滑轨,敲击滑轨上设有与其滑动配合的模盖敲击配重块;模盖敲击配重块与上料夹持气缸的夹爪上下对应;上料夹持气缸的夹爪打开后,模盖敲击配重块能从夹爪中间落下;
4.根据权利要求3所述的拉丝模自动装模盖的设备,其特征在于:所述装模盖机构还包括拉丝模拍照相机,拉丝模拍照相机安装在xyz三轴运动模组的滑座上。
5.根据权利要求4所述的拉丝模自动装模盖的设备,其特征在于:所述模盖上料机构包括圆振振动盘和直振振动器,圆振振动盘的出料端与直振振动器的进料端连接,直振振动器的出料端形成模盖上料位。
6.根据权利要求5所述的拉丝模自动装模盖的设备,其特征在于:所述模盖上料机构设置多组,分别对应不同规格的模盖。
7.根据权利要求6所述的拉丝模自动装模盖的设备,其特征在于:所述装模盖平台上设有拉丝模夹紧装置和拉丝模顶出装置;
8.根据权利要求7所述的拉丝模自动装模盖的设备,其特征在于:所述下料机构包括下料运动模组、下料升降气缸和下料夹持气缸,下料升降气缸安装在下料运动模组的运动端,下料夹持气缸安装在下料升降气缸的活塞端。
9.根据权利要求8所述的拉丝模自动装模盖的设备,其特征在于:还包括拉丝模来料线体,拉丝模来料线体用于运送拉丝模。
10.一种拉丝模自动装模盖的方法,基于权利要求9所述的拉丝模自动装模盖的设备,其特征在于包括以下步骤:
技术总结
本发明公开了一种拉丝模自动装模盖的设备和方法,其中拉丝模自动装模盖的设备包括装模盖平台、模盖上料机构、装模盖机构和下料机构;装模盖平台,拉丝模在装模盖平台完成装模盖作业:模盖上料机构,用于模盖上料;装模盖机构,包括上料部分和敲击部分,上料部分用于将拉丝模转运至装模盖平台,以及将模盖转运并安装到拉丝模的型腔;敲击部分用于敲击模盖;下料机构,用于将安装好模盖的拉丝模从装模盖平台转运出。本发明实现了装模盖的自动化作业,大大提高了装模盖生产过程的精度,保证了模盖进入拉丝模时是完全对中竖直进入的。本发明的应用大大降低了劳动强度,改善了工作环境,提高了工作效率。
技术研发人员:焦世龙,王银峰,夏铭远,庞奥双
受保护的技术使用者:精工锐意科技(河南)有限公司
技术研发日:
技术公布日:2024/7/15
- 还没有人留言评论。精彩留言会获得点赞!