马达定子焊接治具及其焊接制造方法与流程
本发明涉及一种定子焊接治具,特别涉及一种马达定子焊接治具及利用该治具进行的焊接制造方法。
背景技术:
1、由于超薄笔记型电脑风扇的轴向空间限制,使得电机的u、v、w、com焊点定位变得困难,提升了制造的难度。目前业界的做法多是依靠工人手工拉动线圈以对齐焊点。这一操作不仅难度大,还极具挑战性,需要作业员拥有良好的视力和丰富的经验,并且难以通过自动化生产来实现,因此生产过程耗时较长。
2、例如,中国台湾申请号tw105101150公开一种马达的定子组件,该组件包括定子芯、至少一绕线线圈、线路板组、金属柱体及套设部。定子芯包括复数个极。至少一绕线线圈绕设于定子芯的复数个极上,且绕线线圈包含至少一出线部。金属柱体包括第一端面与第二端面,其中第二端面贴合于线路板组。套设部部份地包覆金属柱体且包括复数个瓣部,其中两相邻的瓣部间形成沟槽。当绕线线圈的出线部穿过至少两个沟槽时,绕线线圈的出线部跨过金属柱体的第一端面。
3、然而,绕线线圈的出线部需要通过人工操作手工牵引,穿过至少两相对应沟槽后,从外侧往左或右绕过一或两个瓣部,再穿过两个相对的沟槽。之后,从另一外侧再次往左或右绕过一或两个瓣部,并通过另两个相对的沟槽,最终将出线部绑定在辫部上。由于过程全靠繁琐的手工操作,人工的经验不一,使得缠线的方式或施力可能不同或不均匀,导致出线部容易断或松弛。更何况,需要多次缠绕绑紧在瓣部的低效率操作,致使整个缠绕过程耗时,而无法快速完成,影响生产效率,无法应用于自动化生产。
4、并且,在马达定子完成绕线后,需要将线圈与焊点进行焊接,目前一般采用人工焊接,焊接人员需要一手拿持烙铁,另一手固定线圈来进行焊接,人工手动焊接时,会容易发生线圈断裂的问题,并且每次焊接处的规格无法统一,如高度过高与其他零组件发生干涉问题,且人工焊接的效率较为低落。目前并无一贯自动化的治具及焊接方法,可针对马达定子绕线完后,进行自动化焊接,实现一贯化的作业流程。
5、有鉴于上述问题,本案发明人苦心孤诣,潜心研究,终于完成本案的马达定子焊接治具及其焊接制造方法,克服习知技术的缺失。
技术实现思路
1、本发明的主要目的是在于提供一种马达定子焊接治具及其焊接制造方法,在马达定子完成绕线后,能针对马达定子的线圈进行一次性的全面焊接。
2、本发明的另一目的是在于提供一种马达定子焊接治具及其焊接制造方法,在马达定子的线圈进行焊接制程时,可有效防止焊锡喷溅。
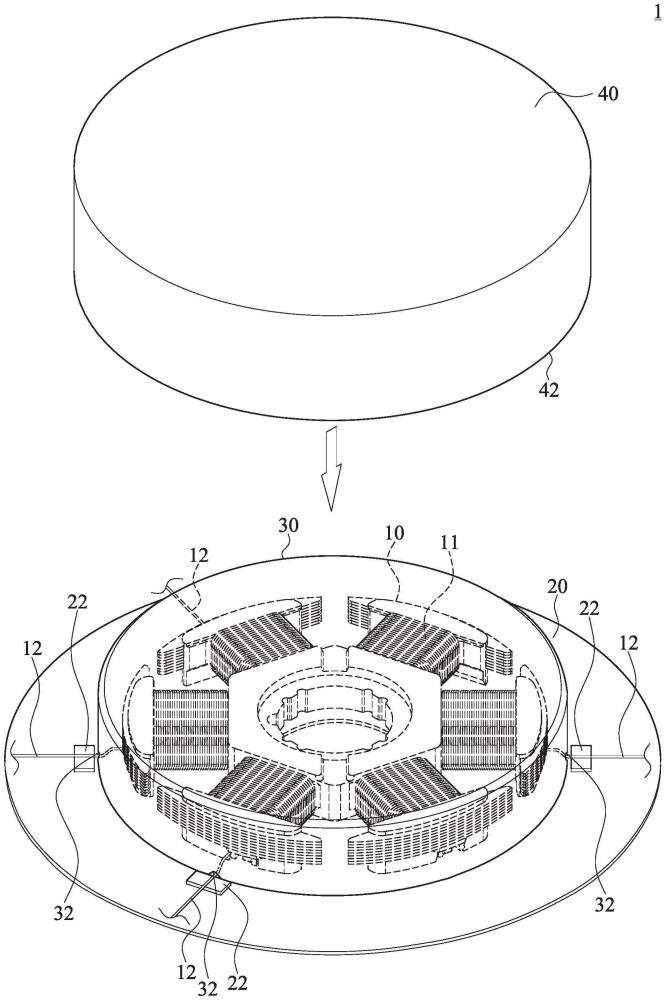
3、为达上述的目的,本发明提供一种马达定子焊接治具,用以提供一马达定子及一基板焊接使用,该马达定子焊接治具,包括:保护罩及热压头,保护罩,用以罩覆于该马达定子及该基板的上方提供保护及定位,保护罩具有复数线槽可供马达定子的出线部露出于该保护罩之外,保护罩上的线槽设有导角可导正马达定子的线圈对正焊点,热压头其上具有热压端与马达定子及基板待焊接的部位相对应,热压头盖覆保护罩外侧,并借由热压端对前述马达定子与基板待焊接的部位进行加热焊接。
4、在一实施,马达定子具有复数硅钢片并该复数硅钢片的上、下两侧具有一上绝缘架及一下绝缘架,并该复数硅钢片外部缠绕有复数线圈,基板对应设置马达定子的一侧具有复数焊点,该复数线圈向外延伸形成出线部。
5、在一实施,保护罩上的线槽设有导角可导正马达定子的线圈对正焊点。
6、在一实施,热压头具有第一行程、第二行程及第三行程,当热压头位于第一行程及第三行程时热压头未盖覆保护罩,当热压头位于第二行程,热压头盖覆保护罩外侧并使该热压端接触焊点进行焊接,尚未进行焊接时该热压头位于第一行程,进行焊接时该热压头位于第二行程,焊接完成后该热压头位于第三行程。
7、在一实施,焊点上布设有焊锡,焊锡厚度为0.1mm至0.2mm,基板为软性电路板(flexible printed circuit board,fpcb)。
8、本发明另外提供使用该马达定子焊接治具的焊接制造方法,包括以下步骤:提供一待进行焊接的一马达定子及一基板,将该马达定子对应设置于该基板的上方进行初步固定,再将该马达定子上的复数线圈一端对应拉伸至该基板上所已预先布有焊锡的一焊点处;再将该保护罩覆盖于该马达定子上方进行保护遮蔽;将该热压头盖覆于该保护罩外部,并该热压头的热压端洽对应该焊点处,对该焊点处进行加热及加压,该焊点处的焊锡融化,待该焊点处焊锡冷却固化后,令该马达定子的线圈被焊接于该焊点上。
9、在一实施,线槽设有导角可导正马达定子的线圈对正焊点。
10、在一实施,热压头具有第一行程、第二行程及第三行程,当热压头位于第一行程及第三行程时热压头未盖覆保护罩,当该热压头位于第二行程,热压头盖覆保护罩外侧且该热压端并对焊点进行焊接。其中尚未进行焊接时该热压头位于第一行程,进行焊接时热压头位于第二行程,焊接完成后该热压头位于第三行程。
11、本发明借由上述技术方案,提供一种马达定子焊接治具及其焊接制造方法,利用该治具可固定该绕线后的马达定子,在进行焊接的过程中利用保护罩保护遮蔽而使绕线后的马达定子不被焊锡喷溅,且借由热压头的热压端达成对焊点的一次性同时全面焊接。本案是将马达定子的焊接制程一贯化,达到了简约加工制程的有利功效。
技术特征:
1.一种马达定子焊接治具,用以提供一马达定子及一基板焊接使用,其特征在于,该马达定子焊接治具包括:
2.如权利要求1所述的马达定子焊接治具,其特征在于:该马达定子具有复数硅钢片,该复数硅钢片的上、下两侧具有一上绝缘架及一下绝缘架,该复数硅钢片外部缠绕有复数线圈,该基板对应设置该马达定子的一侧具有复数焊点,该复数线圈向外延伸形成出线部,该出线部对应设置于前述焊点处,该保护罩上的该线槽设有导角,用于导正该马达定子的该线圈对正该焊点。
3.如权利要求2所述的马达定子焊接治具,其特征在于:该热压头具有第一行程、第二行程及第三行程,当该热压头位于该第一行程及该第三行程时该热压头未盖覆该保护罩,当该热压头位于该第二行程,该热压头盖覆该保护罩外侧并使该热压端接触该焊点进行加热焊接。
4.如权利要求3所述的马达定子焊接治具,其特征在于:尚未进行焊接时该热压头位于该第一行程,进行焊接时该热压头位于该第二行程,焊接完成后该热压头位于该第三行程。
5.如权利要求2所述的马达定子焊接治具,其特征在于:该焊点上布设有焊锡。
6.一种使用权利要求1的马达定子焊接治具的焊接制造方法,其特征在于,包括以下步骤:
7.如权利要求6所述的焊接制造方法,其特征在于:该保护罩具有复数线槽以供马达定子的出线部露出于该保护罩之外,该线槽设有导角,用于导正该马达定子的该线圈对正该焊点。
8.如权利要求6所述的焊接制造方法,其特征在于:该热压头具有第一行程、第二行程及第三行程,当该热压头位于该第一行程及该第三行程时该热压头未盖覆该保护罩,当该热压头位于该第二行程,该热压头盖覆该保护罩外侧且该热压端并对该焊点进行加热焊接。
9.如权利要求8所述的焊接制造方法,其特征在于:尚未进行焊接时该热压头位于该第一行程,进行焊接时该热压头位于该第二行程,焊接完成后该热压头位于该第三行程。
技术总结
本发明提供一种马达定子焊接治具,用以提供马达定子及基板焊接使用,该马达定子焊接治具包括:保护罩及热压头,保护罩用以罩覆于该马达定子及该基板的上方提供保护及定位,保护罩具有复数线槽可供马达定子的出线部露出于该保护罩之外;热压头其上具有热压端与马达定子及基板待焊接的部位相对应,该热压头盖覆保护罩外侧,并借由热压端对前述马达定子与基板待焊接的部位进行加热焊接。借由本发明可将绕线完成的马达定子的线圈进行一次性的全面焊接,且于焊接制程中对马达定子起到固定及防止焊锡飞溅的保护作用。
技术研发人员:孙颂伟,李名哲
受保护的技术使用者:奇鋐科技股份有限公司
技术研发日:
技术公布日:2024/8/15
- 还没有人留言评论。精彩留言会获得点赞!