一种Ti175合金环件的锻造方法与流程
本发明涉及钛及钛合金加工领域,具体而言,涉及一种ti175合金环件的锻造方法。
背景技术:
1、ti175合金为在室温至550℃范围使用的、具有极高比强度的α+β双相钛合金,具有良好的高温持久性能和抗腐蚀性能,新一代航空发动机为适应“提强度减重量”的设计要求,500℃左右使用的gh4169合金部件逐渐被比强度与综合性能更好的ti175合金替代。
2、现有ti175合金环件在锻造时,容易在ti175合金锻件的心部位置产生局部升温,其心部位置的温度上升至β相变点附近时,会导致ti175合金锻件的心部位置的初生α相发生快速溶解,致使初生α相含量≤15%,甚至完全溶解,形成网篮状组织,致使室温塑性降低,冲击功不合格的情况。
技术实现思路
1、为解决现有ti175合金环件在锻造时,容易在ti175合金锻件的心部位置产生局部升温,易导致ti175合金锻件的心部位置的初生α相会快速溶解,超过β相转变温度,形成不满足使用要求的网篮状组织的问题,本发明提供了一种ti175合金环件的锻造方法。
2、第一方面,本发明提供了一种ti175合金环件的锻造方法,包括:
3、步骤1,将ti175合金锻件加热至β相变点以下20℃~70℃进行锻造及轧制成行;
4、步骤2,环件成形后在β相变点以下20℃~70℃进行固溶处理;
5、步骤3,将固溶处理后的环件在530℃~630℃范围内进行时效处理。
6、在一些实施例中,如在步骤1中,包括:
7、步骤11,将ti175合金锻件在β相变点以下20℃~70℃进行镦粗变形,要求本火次锻比小于3,终锻温度不低于850℃,得到ti175合金饼坯;
8、步骤12,将ti175合金饼坯加热至β相变点以下20℃~70℃,镦粗后冲孔开坯,坯环内径为其外径的25%~40%;然后采用马架进行自由锻扩孔,本火次变形量为20%~35%,得到第一壁环锻件;
9、步骤13,将第一壁环锻件加热至β相变点以下20℃~70℃,采用轧环机进行2~6火次的轧制变形,要求每火次变形量为12%~35%。
10、在一些实施例中,如在步骤13中,若所述第一壁环锻件的壁厚t取值为20mm≤t≤50mm时,将所述第一壁环锻件加热至β相变点以下30℃~45℃,轧制咬入阶段环增速2mm/s~5mm/s,主轧阶段环增速4mm/s~6mm/s,每火次变形量在20%~35%之间。
11、在一些实施例中,在步骤13中,若所述第一壁环锻件的壁厚t取值为50mm<t≤100mm时,将所述第一壁环锻件加热至β相变点以下35℃~50℃,轧制咬入阶段环增速2mm/s~5mm/s,主轧阶段环增速3mm/s~5mm/s,每火次变形量在20%~35%之间。
12、在一些实施例中,如在步骤13中,若所述第一壁环锻件的壁厚t取值为t>100mm时,将所述第一壁环锻件加热至β相变点以下45℃~65℃,轧制咬入阶段环增速2mm/s~5mm/s,主轧阶段环增速2mm/s~3mm/s,每火次变形量在12%~25%之间。
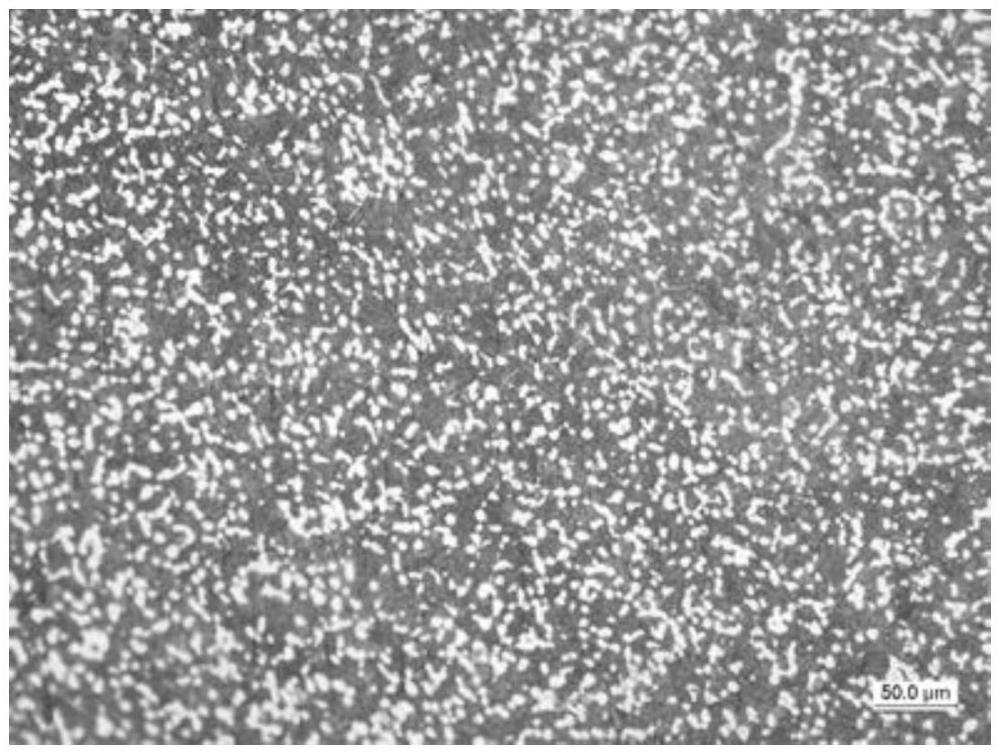
13、在一些实施例中,如经时效处理后的所述环件在显微组织中初生α相为等轴,均匀分布在β基体相中,且初生α相体积分数为15%~35%。
14、在一些实施例中,如在步骤11中,采用液压机进行所述ti175合金锻件的镦粗变形;
15、镦粗时,所述液压机的锤头下压速度小于等于15mm/s,且所述液压机的锤头每次下压60mm~90mm;所述液压机的锤头每次下压4步骤~6步骤后停止3s~5s,然后再次下压。
16、在一些实施例中,如在步骤2中,固溶处理温度为β相变点下20℃~70℃,保温1h~4h后空冷或风冷。
17、在一些实施例中,如在步骤3中,时效处理温度为530℃~630℃,保温6h~8h后空冷。
18、为解决现有ti175合金环件在锻造时,容易在ti175合金锻件的心部位置产生局部升温,易导致ti175合金锻件的心部位置的初生α相会快速溶解,致使初生α相含量≤15%,甚至完全溶解,形成网篮状组织,致使室温塑性降低,冲击功不合格的问题,本发明有以下优点:
19、通过本发明的技术方案,可使得ti175合金环件在锻造过程中可阻止ti175合金锻件在心部位置的初生α相易发生快速溶解的情况,从而提升了ti175合金环件的成形能力。
技术特征:
1.一种ti175合金环件的锻造方法,其特征在于,包括:
2.如权利要求1所述的ti175合金环件的锻造方法,其特征在于,在步骤1中,还包括:
3.如权利要求2所述的ti175合金环件的锻造方法,其特征在于,在步骤13中,若所述第一壁环锻件的壁厚t取值为20mm≤t≤50mm时,将所述第一壁环锻件加热至β相变点以下30℃~45℃,轧制咬入阶段环增速2mm/s~5mm/s,主轧阶段环增速4mm/s~6mm/s,每火次变形量在20%~35%之间。
4.如权利要求2所述的ti175合金环件的锻造方法,其特征在于,在步骤13中,若所述第一壁环锻件的壁厚t取值为50mm<t≤100mm时,将所述第一壁环锻件加热至β相变点以下35℃~50℃,轧制咬入阶段环增速2mm/s~5mm/s,主轧阶段环增速3mm/s~5mm/s,每火次变形量在20%~35%之间。
5.如权利要求2所述的ti175合金环件的锻造方法,其特征在于,在步骤13中,若所述第一壁环锻件的壁厚t取值为t>100mm时,将所述第一壁环锻件加热至β相变点以下45℃~65℃,轧制咬入阶段环增速2mm/s~5mm/s,主轧阶段环增速2mm/s~3mm/s,每火次变形量在12%~25%之间。
6.如权利要求2所述的ti175合金环件的锻造方法,其特征在于,经时效处理后的所述环件在显微组织中初生α相为等轴,均匀分布在β基体相中,且初生α相体积分数为15%~35%。
7.如权利要求2所述的ti175合金环件的锻造方法,其特征在于,在步骤11中,采用液压机进行所述ti175合金锻件的镦粗变形;
8.如权利要求1所述的ti175合金环件的锻造方法,其特征在于,在步骤2中,固溶处理温度为β相变点下20℃~70℃,保温1h~4h后空冷或风冷。
9.如权利要求1所述的ti175合金环件的锻造方法,其特征在于,在步骤3中,时效处理温度为530℃~630℃,保温6h~8h后空冷。
技术总结
本发明涉及钛及钛合金加工领域,具体而言,涉及一种Ti175合金环件的锻造方法,包括步骤1,将Ti175合金锻件加热至β相变点以下20℃~70℃进行锻造及轧制成行;步骤2,环件成形后在β相变点以下20℃~70℃进行固溶处理;步骤3,将固溶处理后的环件在530℃~630℃范围内进行时效处理。这样就解决了现有Ti175合金环件在锻造时,容易在Ti175合金锻件的心部位置产生局部升温,从而导致在心部位置的初生α相会快速溶解,致使初生α相含量≤15%,甚至完全溶解,形成网篮状组织,致使室温塑性降低,冲击功不合格的问题。
技术研发人员:牟旭祥,王清,杨家典,胡宝,刘至唯,朱蓉,吴国兴,杨太兵,肖杨,温家飞
受保护的技术使用者:贵州航宇科技发展股份有限公司
技术研发日:
技术公布日:2024/7/25
- 还没有人留言评论。精彩留言会获得点赞!