一种轧材成品分段长度偏差智能修正的控制系统的制作方法
本发明涉及钢铁生产,更具体地说,它涉及一种轧材成品分段长度偏差智能修正的控制系统。
背景技术:
1、轧钢厂在生产轧制的过程中出现了瓶颈问题,体现轧件余量的活套实际高度总是无法达到设定高度,进而导致在一支钢的轧制过程中出现速度频繁调节,且不同时间区间的调节量差异较大,进而导致轧件的前滑系数与后滑系数出现频繁的变动,进而导致轧材成品分段长度出现较大的偏差,进而导致成材率的降低,进而导致吨钢消耗成本的大幅上升。
2、现有技术存在极大的不足和缺陷,首先是体现轧件余量的活套实际高度总是无法达到设定高度会导致速度的不规则调节,进而导致轧制过程中的不稳定,进而会导致轧制过程中的堆钢。
3、然后是体现轧件余量的活套实际高度总是无法达到设定高度,会导致生产轧制过程中拉钢严重,如果主控台干预不及时,则会导致在轧制过程中由于拉钢严重进而把轧件拉断,进而导致现场的堆钢,进而会导致生产的中断以及现场能源介质的有效消耗的增加。
4、最后是体现轧件余量的活套实际高度总是无法达到设定高度,会导致轧件之间的滑动系数出现剧烈波动,进而严重的造成轧材成品分段长度出现较大的偏差,进而导致冷剪剪切处出现较多因为长度偏差而造成的剪切后的短尺,进而导致成材率以及吨钢消耗成本的极大浪费。
技术实现思路
1、本发明要解决的技术问题是针对现有技术的上述不足,本发明的目的是提供一种轧材成品分段长度偏差智能修正的控制系统,一方面可以确保轧制的稳顺,另外一方面可以确保成材率稳定在较高水平,同时可以降低吨钢综合成本的消耗。
2、本发明的技术方案是:一种轧材成品分段长度偏差智能修正的控制系统,包括:
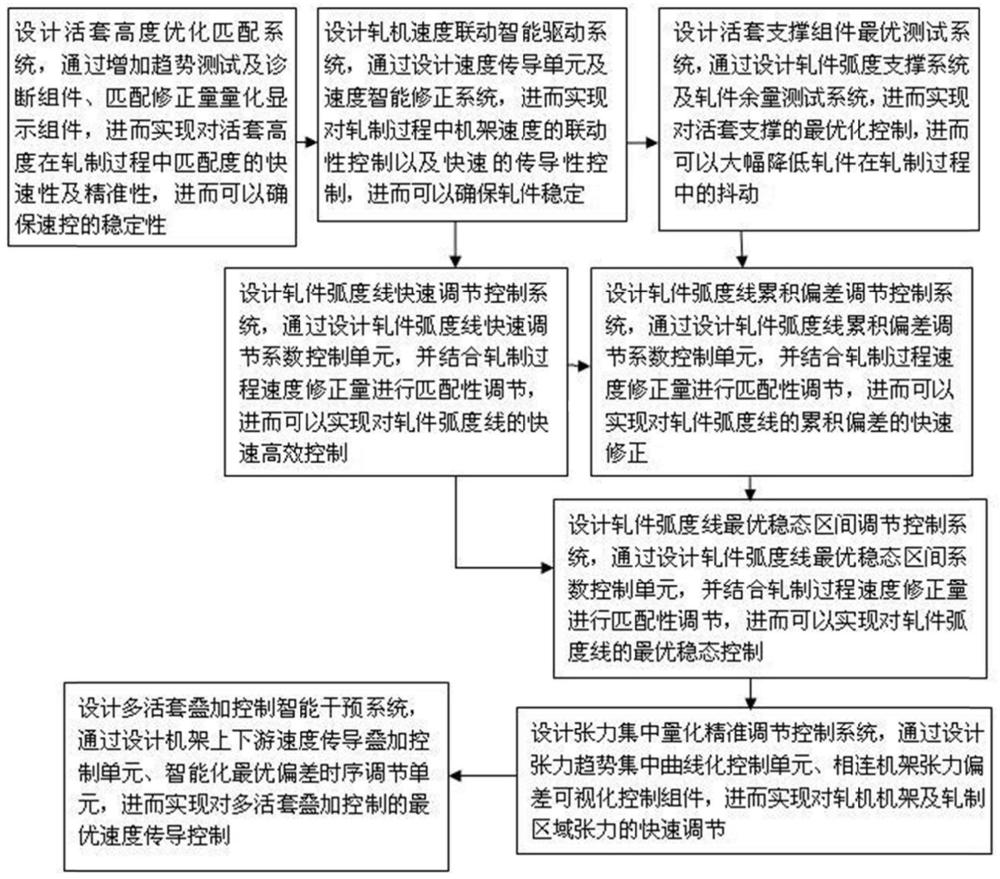
3、活套高度优化匹配模块,所述活套高度优化匹配模块包括趋势测试及诊断组件、匹配修正量量化显示组件,所述趋势测试及诊断组件、匹配修正量量化显示组件用于实现活套高度在轧制过程中匹配度的快速性及精准性,以确保速控的稳定性;
4、轧机速度联动智能驱动模块,所述轧机速度联动智能驱动模块包括速度传导单元及速度智能修正单元,所述速度传导单元及速度智能修正单元用于实现对轧制过程中的机架速度进行联动性控制以及快速的传导性控制,以确保轧件稳定;
5、活套支撑组件最优测试模块,所述活套支撑组件最优测试模块包括轧件弧度支撑单元及轧件余量测试单元,所述轧件弧度支撑单元及轧件余量测试单元用于实现对活套支撑的最优化控制,以大幅降低轧件在轧制过程中的抖动;
6、轧件弧度线快速调节控制模块,用于结合轧制过程速度修正量进行匹配性调节,以实现对轧件弧度线的快速高效控制;
7、轧件弧度线累积偏差调节控制模块,用于结合轧制过程速度修正量进行匹配性调节,以实现对轧件弧度线的累积偏差的快速修正;
8、轧件弧度线最优稳态区间调节控制模块,用于结合轧制过程速度修正量进行匹配性调节,以实现对轧件弧度线的最优稳态控制;
9、张力集中量化精准调节控制模块,所述张力集中量化精准调节控制模块包括张力趋势集中曲线化控制单元、相连机架张力偏差可视化控制组件,所述张力趋势集中曲线化控制单元、相连机架张力偏差可视化控制组件用于实现对轧机机架及轧制区域张力进行快速调节;
10、多活套叠加控制智能干预模块,所述多活套叠加控制智能干预模块包括机架上下游速度传导叠加控制单元、智能化最优偏差时序调节单元,所述机架上下游速度传导叠加控制单元、智能化最优偏差时序调节单元用于实现对多活套叠加控制进行最优速度传导控制。
11、作为进一步地改进,所述活套高度优化匹配模块基于活套设定高度与活套实际高度进行快速匹配;所述趋势测试及诊断组件通过在生产轧制过程中进行试验测试,对活套的动作曲线及动作趋势进行测试及诊断;所述匹配修正量量化显示组件基于速度修正控制单元的速度匹配进行量化显示。
12、进一步地,所述轧机速度联动智能驱动模块基于轧机与轧机之前的速度传导对相连机架间以及区域机架之间进行速度控制;所述速度传导单元基于轧制稳顺与轧制平衡进行轧制变量综合控制;所述速度智能修正单元基于速度设定以及速度反馈匹配进行速度修正控制。
13、进一步地,所述活套支撑组件最优测试模块基于活套起套支撑以及活套平衡运行时的抖动幅值进行过程测试及趋势测试控制;所述轧件弧度支撑单元基于位置限幅及区间触发动态调节进行过程支撑控制;所述轧件余量测试单元基于轧件长度进行余量控制及智能修正。
14、进一步地,所述轧件弧度线快速调节控制模块基于匹配轧制机架的速度快速调节及倍数调节进行关联控制,并基于速度调节基数以及动态调节弧度斜率、快速放大倍数进行速度调节控制;轧制过程速度修正量是指为了实现轧件过程余量的匹配而联动性地对轧机速度进行修正的调节幅值。
15、进一步地,所述轧件弧度线累积偏差调节控制模块基于轧制机架速度调节的累积偏差调节进行联动控制,并基于单个机架及区域整体联动控制过程中的速度偏差以及速度累积偏差进行优化控制,累积偏差的快速修正可以实现对轧制稳顺调节的强力支撑。
16、进一步地,所述轧件弧度线最优稳态区间调节控制模块基于固定区间的稳态控制以及基于幅值调节的输出值进行量化控制,并基于固定值稳态区间以及阀值输出控制进行精细化调节控制,轧件弧度线的最优稳态控制可以实现在稳态轧制过程中的动态调节最优控制。
17、进一步地,所述张力集中量化精准调节控制模块基于力矩集中采集及张力匹配变量集中输出进行过程调控;所述张力趋势集中曲线化控制单元基于张力集中采集及智能曲线展示进行区间张力调节控制;所述相连机架张力偏差可视化控制组件基于调节修正量及基准线上下区间幅值量化进行动态调节。
18、进一步地,所述多活套叠加控制智能干预模块基于双向多个指向性调节进行智能选向及智能输出速度控制;所述机架上下游速度传导叠加控制单元基于机架之间的速度传导以及多指向性速度叠加进行综合最优输出控制;所述智能化最优偏差时序调节单元基于轧件稳定及智能控制进行最佳时序控制。
19、有益效果
20、本发明与现有技术相比,具有的优点为:
21、本发明通过活套高度优化匹配模块、轧机速度联动智能驱动模块、活套支撑组件最优测试模块、轧件弧度线快速调节控制模块、轧件弧度线累积偏差调节控制模块、轧件弧度线最优稳态区间调节控制模块、张力集中量化精准调节控制模块、多活套叠加控制智能干预模块配合工作,一方面可以确保轧制的稳顺,另外一方面可以确保成材率稳定在较高水平,同时可以降低吨钢综合成本的消耗。
技术特征:
1.一种轧材成品分段长度偏差智能修正的控制系统,其特征在于,包括:
2.根据权利要求1所述的一种轧材成品分段长度偏差智能修正的控制系统,其特征在于,所述活套高度优化匹配模块基于活套设定高度与活套实际高度进行快速匹配;所述趋势测试及诊断组件通过在生产轧制过程中进行试验测试,对活套的动作曲线及动作趋势进行测试及诊断;所述匹配修正量量化显示组件基于速度修正控制单元的速度匹配进行量化显示。
3.根据权利要求1所述的一种轧材成品分段长度偏差智能修正的控制系统,其特征在于,所述轧机速度联动智能驱动模块基于轧机与轧机之前的速度传导对相连机架间以及区域机架之间进行速度控制;所述速度传导单元基于轧制稳顺与轧制平衡进行轧制变量综合控制;所述速度智能修正单元基于速度设定以及速度反馈匹配进行速度修正控制。
4.根据权利要求1所述的一种轧材成品分段长度偏差智能修正的控制系统,其特征在于,所述活套支撑组件最优测试模块基于活套起套支撑以及活套平衡运行时的抖动幅值进行过程测试及趋势测试控制;所述轧件弧度支撑单元基于位置限幅及区间触发动态调节进行过程支撑控制;所述轧件余量测试单元基于轧件长度进行余量控制及智能修正。
5.根据权利要求1所述的一种轧材成品分段长度偏差智能修正的控制系统,其特征在于,所述轧件弧度线快速调节控制模块基于匹配轧制机架的速度快速调节及倍数调节进行关联控制,并基于速度调节基数以及动态调节弧度斜率、快速放大倍数进行速度调节控制;轧制过程速度修正量是指为了实现轧件过程余量的匹配而联动性地对轧机速度进行修正的调节幅值。
6.根据权利要求1所述的一种轧材成品分段长度偏差智能修正的控制系统,其特征在于,所述轧件弧度线累积偏差调节控制模块基于轧制机架速度调节的累积偏差调节进行联动控制,并基于单个机架及区域整体联动控制过程中的速度偏差以及速度累积偏差进行优化控制,累积偏差的快速修正可以实现对轧制稳顺调节的强力支撑。
7.根据权利要求1所述的一种轧材成品分段长度偏差智能修正的控制系统,其特征在于,所述轧件弧度线最优稳态区间调节控制模块基于固定区间的稳态控制以及基于幅值调节的输出值进行量化控制,并基于固定值稳态区间以及阀值输出控制进行精细化调节控制,轧件弧度线的最优稳态控制可以实现在稳态轧制过程中的动态调节最优控制。
8.根据权利要求1所述的一种轧材成品分段长度偏差智能修正的控制系统,其特征在于,所述张力集中量化精准调节控制模块基于力矩集中采集及张力匹配变量集中输出进行过程调控;所述张力趋势集中曲线化控制单元基于张力集中采集及智能曲线展示进行区间张力调节控制;所述相连机架张力偏差可视化控制组件基于调节修正量及基准线上下区间幅值量化进行动态调节。
9.根据权利要求1所述的一种轧材成品分段长度偏差智能修正的控制系统,其特征在于,所述多活套叠加控制智能干预模块基于双向多个指向性调节进行智能选向及智能输出速度控制;所述机架上下游速度传导叠加控制单元基于机架之间的速度传导以及多指向性速度叠加进行综合最优输出控制;所述智能化最优偏差时序调节单元基于轧件稳定及智能控制进行最佳时序控制。
技术总结
本发明公开了一种轧材成品分段长度偏差智能修正的控制系统,属于钢铁生产技术领域,解决轧材成品分段长度出现较大的偏差的技术问题,控制系统包括:活套高度优化匹配模块、轧机速度联动智能驱动模块、活套支撑组件最优测试模块、轧件弧度线快速调节控制模块、轧件弧度线累积偏差调节控制模块、轧件弧度线最优稳态区间调节控制模块、张力集中量化精准调节控制模块、多活套叠加控制智能干预模块。本发明通过以上各模块配合工作一方面可以确保轧制的稳顺,另外一方面可以确保成材率稳定在较高水平,同时可以降低吨钢综合成本的消耗。
技术研发人员:朱春韶,朱国俊,和文龙,黄利明,何剑辉,尹少华,高旭东
受保护的技术使用者:阳春新钢铁有限责任公司
技术研发日:
技术公布日:2024/8/13
- 还没有人留言评论。精彩留言会获得点赞!