一种异种高强钢焊接方法
本发明涉及高强钢焊接,尤其涉及一种异种高强钢焊接方法。
背景技术:
1、异种高强钢焊接是将强度级别不同的低碳高强钢连接的焊接技术,高强钢具有较高的抗拉强度和屈服强度,并且较高的韧性和良好的成型性能,常用于汽车、航天航空、船舶、建筑等行业。由于实际生产情况的要求和对于能够承受重载的结构的需求不断增加,经常需要将强度级别不同高强钢进行焊接。由于不同种类的高强度钢材具有不同的化学成分和物理性质,因此在焊接过程中可能会面临许多问题,最常见的是由于热膨胀系数不同导致的焊接变形问题和由于钢材热导率和比热容不同导致焊接时热量的不均匀分布,从而引发焊接裂纹的问题。并且,异种钢之间不同的热膨胀系数和热收缩系数导致焊后回火消除残余应力的方法无法有效发挥并可能导致其残余应力的重新分布。因此,选择合适的焊接技术,对于保证焊接质量至关重要。
2、对于不同的钢材需要使用针对性的焊接方法,包括坡口处理、焊前热处理、焊接热输入等因素,且现有的焊接方法工艺复杂,需要在焊接过程中使用不同强度的焊丝,并采用y型坡口,其步骤涉及打底焊、填充焊、气泡清根、盖面焊、焊缝背面气泡清根、封底焊以及焊接过程中的保温等,焊接效率较低,焊接效果不理想,无法有效保证p700l和saph440-b高强钢薄板焊接的可靠性和焊接效率,为此,提出一种异种高强钢焊接方法。
技术实现思路
1、本发明的目的是为了解决现有技术中的问题,而提出的一种异种高强钢焊接方法。
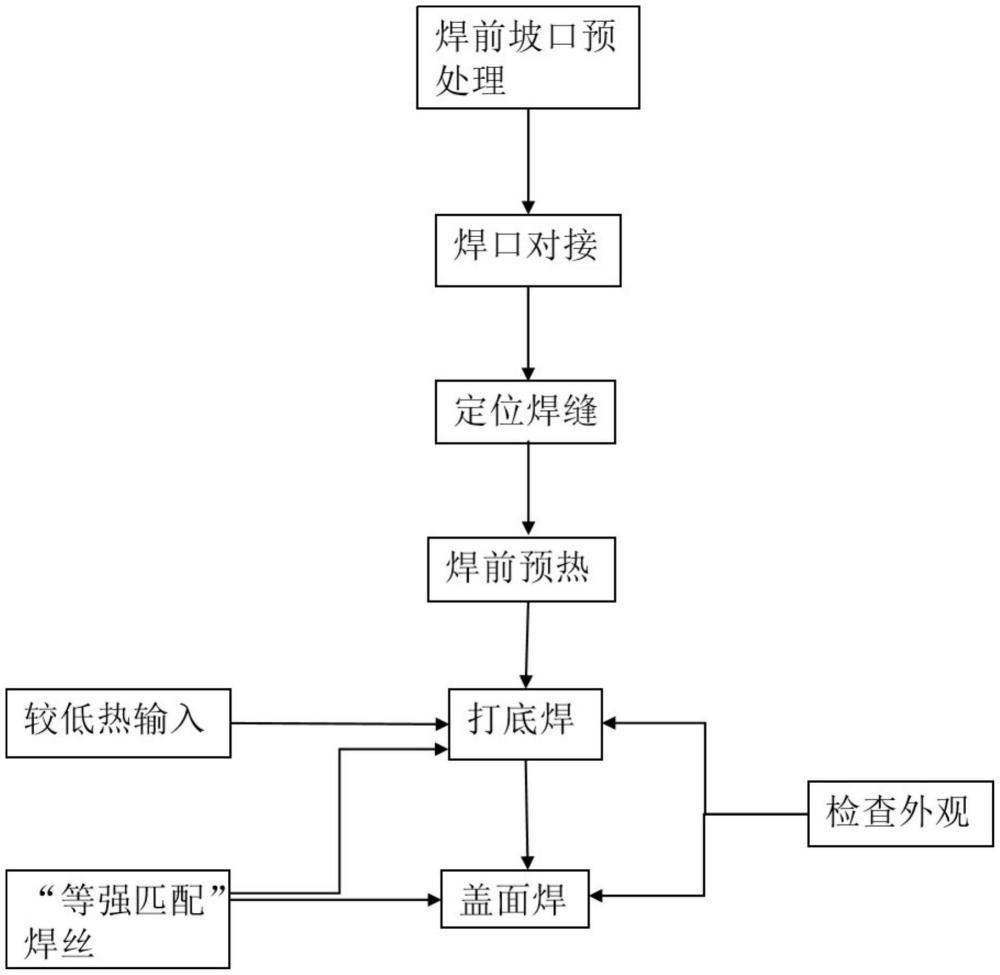
2、一种异种高强钢焊接方法,包括以下步骤:
3、s1、坡口预处理:将两种钢板的焊口开为单侧v型坡口,v型坡口角度为45°~60°,清理焊口表面的脏污、铁锈、氧化皮杂质;
4、s2、焊口对接:将钢板进行对接,根部间隙为1~3mm;
5、s3、对焊口进行预热:预热温度100℃并且保温1min;
6、s4、进行焊前预热:预热温度为120~200℃,预热宽度≧100mm;
7、s5、打底层焊接;
8、s6、盖面层焊接。
9、优选地,所述步骤s3中,对焊口进行点固,点固长度是30~40mm,厚度为5~6mm。
10、优选地,所述步骤s5中打底层焊接时,焊接电压19~20v,焊接电流17~100a,焊接速度111~203mm/min。
11、优选地,所述步骤s6中盖面层焊接时,焊接电压20~21v,焊接电流105~138a,焊接速度112~166mm/min。
12、优选地,所述步骤s5和s6中,焊丝选用直径1.0mm的mg69气体保护焊丝,其屈服强度≧610mpa,抗拉强度≧690mpa。
13、优选地,所述步骤s5和s6中,焊丝选用直径1.0mm的jq·mg70s-6气体保护焊丝,其屈服强度≧420mpa,抗拉强度≧500mpa。
14、优选地,所述步骤s6中,焊接时来回摆动保证焊缝与坡口衔接。
15、还公开了异种高强钢,所述异种高强钢的型号为p700l和saph440-b。
16、与现有的技术相比,本发明优点在于:
17、1、本发明通过控制较小的电流进行打底层焊接,使减小了焊接接头的应力,从而使焊接形变较小,并起到细化晶粒组织、提高焊缝强韧度的作用,减少焊缝中夹渣和气孔等焊接缺陷的产生,提高了焊接接头的性能。
18、2、本发明采用v形坡口不适用钝边,无需进行焊缝背部的清根及封底焊填充的操作,并且焊接全程使用同种焊丝进行,省去了焊接过程中的焊丝来回切换的操作,简化了焊接工艺的步骤,提高了焊接工艺操作的便利性,提升了异种高强钢的焊接效率。
19、3、本发明在焊接前通过对坡口进行除污操作,防止杂质恶化焊接接头性能;通过对坡口进行预热处理,减小焊接接头的冷却速度,减小了焊接应力与形变,防止焊接裂纹的产生。
技术特征:
1.一种异种高强钢焊接方法,其特征在于:包括以下步骤:
2.根据权利要求1所述的一种异种高强钢焊接方法,其特征在于:所述步骤s3中,对焊口进行点固,点固长度是30~40mm,厚度为5~6mm。
3.根据权利要求1所述的一种异种高强钢焊接方法,其特征在于:所述步骤s5中打底层焊接时,焊接电压19~20v,焊接电流17~100a,焊接速度111~203mm/min。
4.根据权利要求1所述的一种异种高强钢焊接方法,其特征在于:所述步骤s6中盖面层焊接时,焊接电压20~21v,焊接电流105~138a,焊接速度112~166mm/min。
5.根据权利要求1所述的一种异种高强钢焊接方法,其特征在于:所述步骤s5和s6中,焊丝选用直径1.0mm的mg69气体保护焊丝,其屈服强度≧610mpa,抗拉强度≧690mpa。
6.根据权利要求1所述的一种异种高强钢焊接方法,其特征在于:所述步骤s5和s6中,焊丝选用直径1.0mm的jq·mg70s-6气体保护焊丝,其屈服强度≧420mpa,抗拉强度≧500mpa。
7.根据权利要求1所述的一种异种高强钢焊接方法,其特征在于:所述步骤s6中,焊接时来回摆动保证焊缝与坡口衔接。
8.权利要求1-7任一项所述的方法焊接的异种高强钢,所述异种高强钢的型号为p700l和saph440-b。
技术总结
本发明公开了一种异种高强钢焊接方法,涉及高强钢焊接技术领域,包括以下步骤:S1、坡口预处理:将两种钢板的焊口开为单侧V型坡口,V型坡口角度为45°~60°,清理焊口表面的脏污、铁锈、氧化皮杂质;S2、焊口对接:将钢板进行对接,根部间隙为1~3mm;S3、对焊口进行预热:预热温度100℃并且保温1min;S4、进行焊前预热:预热温度为120~200℃,预热宽度≧100mm;S5、打底层焊接;S6、盖面层焊接,本发明采用V形坡口不适用钝边,无需进行焊缝背部的清根及封底焊填充的操作,并且焊接全程使用同种焊丝进行,省去了焊接过程中的焊丝来回切换的操作,简化了焊接工艺的步骤,提高了焊接工艺操作的便利性,提升了异种高强钢的焊接效率。
技术研发人员:张朋彦,章哲,杨祎,岳强,黄贞益
受保护的技术使用者:安徽工业大学
技术研发日:
技术公布日:2024/8/15
- 还没有人留言评论。精彩留言会获得点赞!