光整轧制带钢轧制纹的消除方法、装置、设备及介质与流程
本申请涉及冶金,尤其涉及一种光整轧制带钢轧制纹的消除方法、装置、设备及介质。
背景技术:
1、使用光整机进行带钢轧制的过程中,会出现不同程度的抖动,导致轧制不稳定,带钢表面会呈现间距相近的横向色差,或伴有粗糙度的轻微区别,即带钢表面产生轧制纹。
2、现有技术中,会通过控制光整机工作辊的张力和粗糙度,来减少带钢表面的纹路。但是,该方法只能消除部分纹路,带钢表面仍残有轧制纹,影响带钢表面质量。
技术实现思路
1、鉴于上述问题,提出了本申请以便提供一种解决上述问题的光整轧制带钢轧制纹的消除方法、装置、设备及介质,可以在进行光整轧制时,根据带钢的钢种确定工作辊的辊经,再根据辊经确定入口张力和出口张力,这样可以使带钢运行的更加平稳,还根据钢种确定出入口防皱辊的位置和工作辊的粗糙度,减小带钢运行中的抖动,使得最终生产出来的带钢不再有轧制纹。
2、第一方面,本申请提供了一种光整轧制带钢轧制纹的消除方法,所述方法包括:
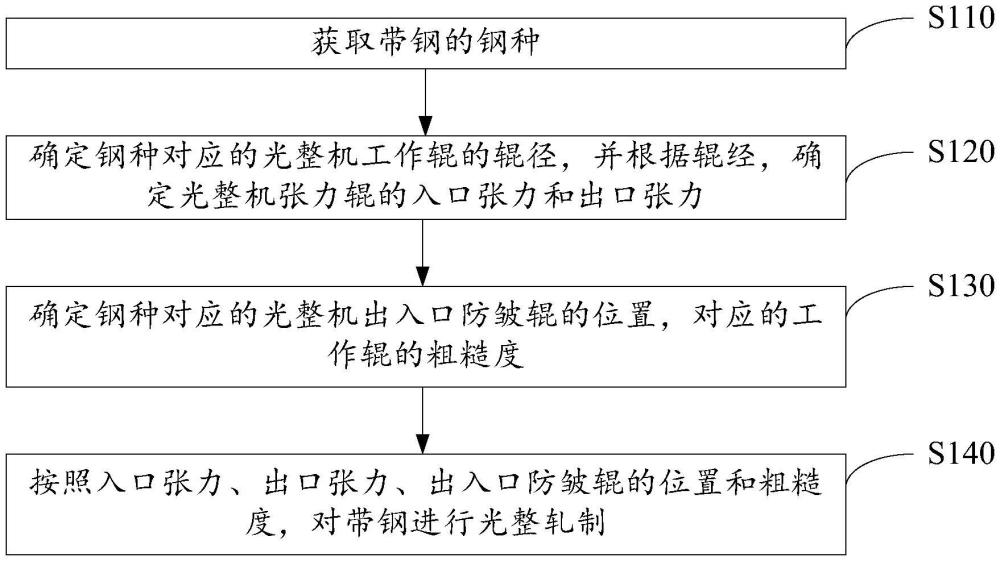
3、获取带钢的钢种;
4、确定所述钢种对应的光整机工作辊的辊径,并根据所述辊经,确定所述光整机张力辊的入口张力和出口张力;
5、确定所述钢种对应的光整机出入口防皱辊的位置,对应的工作辊的粗糙度;
6、按照所述入口张力、所述出口张力、所述出入口防皱辊的位置和所述粗糙度,对所述带钢进行光整轧制。
7、可选的,根据所述辊经,确定所述光整机的入口张力和出口张力,包括:
8、确定所述辊经对应的张力系数;
9、根据所述辊径与所述张力系数的乘积,确定所述光整机的入口张力;
10、将所述入口张力加上设定值,得到所述出口张力。
11、可选的,所述方法还包括:
12、在对所述带钢进行光整轧制期间,获取所述工作辊的类型,所述类型包括非镀铬辊和镀铬辊;
13、确定所述类型对应的工作辊的最大轧制里程;
14、在所述工作辊达到所述最大轧制里程时,更换新的工作辊。
15、可选的,所述方法还包括:
16、在对所述带钢进行光整轧制期间,获取所述带钢操作侧和传动侧的张力差和轧制力差;
17、若所述张力差大于预设第一阈值或所述轧制力差大于预设第二阈值,则对所述带钢停止光整轧制。
18、可选的,所述方法还包括:
19、获取所述带钢的板形,所述板形包括标准板形和非标准板形;
20、若所述板形为所述非标准板形,则调整所述入口张力和所述出口张力。
21、可选的,所述调整所述入口张力,包括:
22、若增加所述入口张力,则控制所述入口张力的增加值小于所述入口张力的预设百分比。
23、第二方面,本申请提供了一种光整轧制带钢轧制纹的消除装置,所述装置包括:
24、第一获取模块,用于获取带钢的钢种;
25、第一确定模块,用于确定所述钢种对应的光整机工作辊的辊径,并根据所述辊经,确定所述光整机张力辊的入口张力和出口张力;
26、第二确定模块,用于确定所述钢种对应的光整机出入口防皱辊的位置,对应的工作辊的粗糙度;
27、轧制模块,用于按照所述入口张力、所述出口张力、所述出入口防皱辊的位置和所述粗糙度,对所述带钢进行光整轧制。
28、可选的,所述第一确定模块还用于:
29、确定所述辊经对应的张力系数;
30、根据所述辊径与所述张力系数的乘积,确定所述光整机的入口张力;
31、将所述入口张力加上设定值,得到所述出口张力。
32、可选的,装置还包括更换模块,用于:
33、在对所述带钢进行光整轧制期间,获取所述工作辊的类型,所述类型包括非镀铬辊和镀铬辊;
34、确定所述类型对应的工作辊的最大轧制里程;
35、在所述工作辊达到所述最大轧制里程时,更换新的工作辊。
36、可选的,装置还包括停止模块,用于:
37、在对所述带钢进行光整轧制期间,获取所述带钢操作侧和传动侧的张力差和轧制力差;
38、若所述张力差大于预设第一阈值或所述轧制力差大于预设第二阈值,则对所述带钢停止光整轧制。
39、可选的,装置还包括:
40、第二获取模块,用于获取所述带钢的板形,所述板形包括标准板形和非标准板形;
41、调整模块,用于若所述板形为所述非标准板形,则调整所述入口张力和所述出口张力。
42、可选的,调整模块还用于:
43、若增加所述入口张力,则控制所述入口张力的增加值小于所述入口张力的预设百分比。
44、第三方面,本申请提供了一种电子设备,包括:存储器和处理器,所述存储器和所述处理器之间互相通信连接,所述存储器中存储有计算机指令,所述处理器通过执行所述计算机指令,从而执行如第一方面所述的方法。
45、第四方面,本申请提供了一种计算机可读存储介质,所述计算机可读存储介质存储有计算机指令,所述计算机指令用于使所述计算机执行如第一方面所述的方法。
46、本申请实施例中提供的技术方案,至少具有如下技术效果或优点:
47、本申请实施例提供的一种光整轧制带钢轧制纹的消除方法、装置、设备及介质,可以获取带钢的钢种,了解带钢的特点;确定钢种对应的光整机工作辊的辊径,并根据辊经,确定光整机张力辊的入口张力和出口张力,不同的钢种采用不同的辊径,不同的辊径采用个不同的张力,可以使得带钢运行更加平稳;确定钢种对应的光整机出入口防皱辊的位置,对应的工作辊的粗糙度,可以减少带钢的抖动;按照入口张力、出口张力、出入口防皱辊的位置和粗糙度,对带钢进行光整轧制,使用该方法进行轧制,可以提高带钢的表面质量,使得最终生产出来的带钢不再有轧制纹。
48、上述说明仅是本申请技术方案的概述,为了能够更清楚了解本申请的技术手段,而可依照说明书的内容予以实施,并且为了让本申请的上述和其它目的、特征和优点能够更明显易懂,以下特举本申请的具体实施方式。
技术特征:
1.一种光整轧制带钢轧制纹的消除方法,其特征在于,所述方法包括:
2.根据权利要求1所述的光整轧制带钢轧制纹的消除方法,其特征在于,根据所述辊经,确定所述光整机的入口张力和出口张力,包括:
3.根据权利要求1所述的光整轧制带钢轧制纹的消除方法,其特征在于,所述方法还包括:
4.根据权利要求1所述的光整轧制带钢轧制纹的消除方法,其特征在于,所述方法还包括:
5.根据权利要求1所述的光整轧制带钢轧制纹的消除方法,其特征在于,所述方法还包括:
6.根据权利要求5所述的光整轧制带钢轧制纹的消除方法,其特征在于,所述调整所述入口张力,包括:
7.一种光整轧制带钢轧制纹的消除装置,其特征在于,所述装置包括:
8.根据权利要求7所述的光整轧制带钢轧制纹的消除装置,其特征在于所述第一确定模块还用于:
9.一种电子设备,其特征在于,包括:存储器和处理器,所述存储器和所述处理器之间互相通信连接,所述存储器中存储有计算机指令,所述处理器通过执行所述计算机指令,从而执行权利要求1-6中任一项所述的方法。
10.一种计算机可读存储介质,其特征在于,所述计算机可读存储介质存储有计算机指令,所述计算机指令用于使所述计算机执行权利要求1-6中任一项所述的方法。
技术总结
本申请公开了一种光整轧制带钢轧制纹的消除方法、装置、设备及介质,属于冶金技术领域。该方法包括:获取带钢的钢种;确定所述钢种对应的光整机工作辊的辊径,并根据所述辊经,确定所述光整机张力辊的入口张力和出口张力;确定所述钢种对应的光整机出入口防皱辊的位置,对应的工作辊的粗糙度;按照所述入口张力、所述出口张力、所述出入口防皱辊的位置和所述粗糙度,对所述带钢进行光整轧制。使用该方法进行轧制,可以提高带钢的表面质量,使得最终生产出来的带钢不再有轧制纹。
技术研发人员:鲍峰,付海峰,黄士岩,黄然,于海文,刘佳,甄月旺
受保护的技术使用者:北京首钢冷轧薄板有限公司
技术研发日:
技术公布日:2024/8/21
- 还没有人留言评论。精彩留言会获得点赞!