一种空心叶片的焊接方法及离心叶轮与流程
本申请属于叶片焊接,具体提供一种空心叶片的焊接方法及离心叶轮。
背景技术:
1、离心叶轮是离心风机的核心部件,其结构与参数直接决定了风机的性能和效率,使用空心叶片制造的离心叶轮能够有效地降低叶轮的惯性负载,减小转子的质量,提高风机的启动速度和响应速度,从而提高整个系统的动态性能和能效。
2、为了空心叶片的强度,避免其在风机高速旋转过程中出现变形,一般需要在空心叶片内部设置连接于压力面与吸力面之间的隔板,以起到加强空心叶片结构强度的作用,然而,由于隔板将空心叶片内部分隔为彼此独立的子空间,在将空心叶片与轮轴盘与轮盖进行焊接的过程中,在每个子空间最后封口的位置,由于焊接电弧的高温,导致子空间内空气受热膨胀导致并向外爆裂,导致此处无法实现良好的密封,从而影响叶片与轮轴盘或轮盖的连接强度。
3、因此,需要对现有的带有隔板的空心叶片的焊接方式进行改进,以避免焊接过程中由于空气受热导致的爆裂,以有效地提高空心叶片与轮轴盘和轮盖的连接强度。
技术实现思路
1、为解决上述现有技术中存在的问题,本申请提供一种空心叶片的焊接方法,用于将空心叶片焊接固定于轮轴盘与轮盖之间,所述空心叶片包括薄板状的压力面与吸力面,以及至少一个隔板,所述压力面与吸力面围成中空的叶片主体结构,所述隔板将所述叶片主体结构的内部空间分隔成多个彼此独立的子空间,且每个所述子空间朝向轮轴盘的一端与朝向轮盖的一端互相贯通,该焊接方法包括以下步骤:
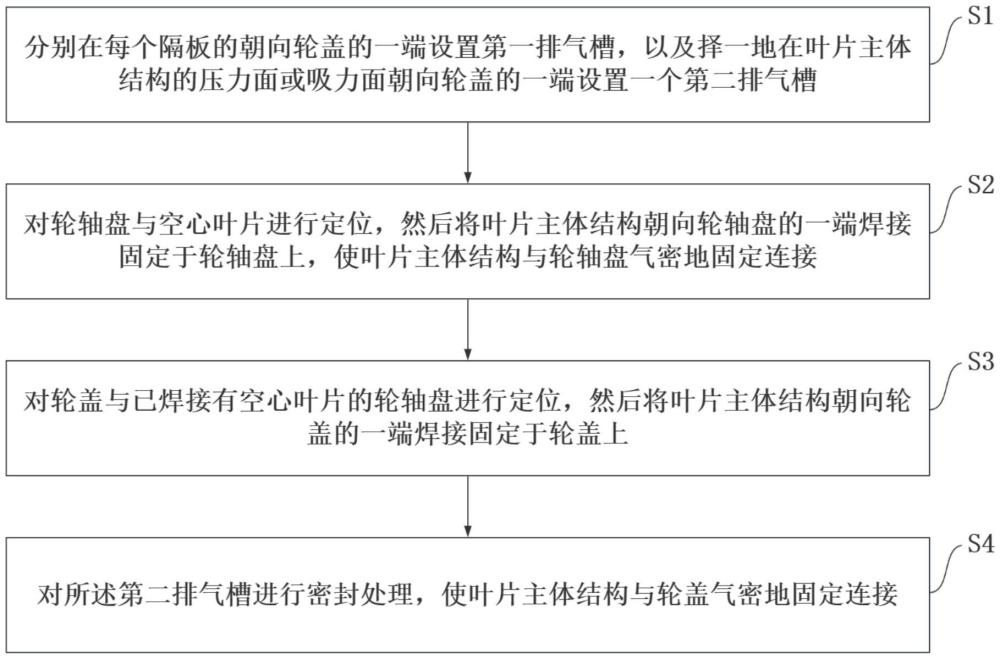
2、s1,分别在每个隔板的朝向轮盖的一端设置第一排气槽,以及择一地在叶片主体结构的压力面或吸力面朝向轮盖的一端设置一个第二排气槽;
3、s2,对轮轴盘与空心叶片进行定位,然后将叶片主体结构朝向轮轴盘的一端焊接固定于轮轴盘上,使叶片主体结构与轮轴盘气密地固定连接;
4、s3,对轮盖与已焊接有空心叶片的轮轴盘进行定位,然后将叶片主体结构朝向轮盖的一端焊接固定于轮盖上;
5、s4,对所述第二排气槽进行密封处理,使叶片主体结构与轮盖气密地固定连接。
6、本申请提供的焊接方法,通过在每个隔板上设置第一排气槽,以及设置于叶片主体结构上的第二排气槽,在实现空心叶片结构加强的基础上够保证了各个子空间内部,以及子空间与外部空间的连通,在焊接过程中,围成各个子空间的叶片被加热时,该子空间的热空气通过第一排气槽流向其临近的子空间,或通过第二排气槽流出空心叶片,从而避免了子空间彼此封闭且与外界无空气流通通道时,空气在焊接过程中受热无法排出,导致通过焊缝向外爆裂的问题。
7、优选地,步骤s3中对叶片主体结构朝向轮盖的一端的焊接顺序为:
8、自第二排气槽的一端连续地沿叶片主体结构与轮盖的接合位置进行焊接,直到达到第二排气槽的另一端。
9、优选地,步骤s2及s3的焊接工艺参数包括:电焊机的电流强度为150~160a,电弧电压为14~16v,焊接速度为140~160mm/min,电弧保护气体的流量为14~18l/min。
10、进一步地,步骤s4中所述密封处理具体为对第二排气槽进行堵焊,其中,堵焊的工艺参数包括:
11、电焊机的电流强度为170~180a,电弧电压为16~18v,焊接速度为150~170mm/min,电弧保护气体的流量为14~18l/min。在本申请的实施例中,在空心叶片其他部位均已完成焊接后,最后对第二排气槽进行堵焊,堵焊所采用的电流强度、电压及焊接速度均进行适当提升,通过上述堵焊工艺参数的优化,能够快速地对第二排气槽位置进行密封,避免了在第二排气槽处持续地焊接,使空心叶片内部气体在第二排气槽附近温度持续上升对堵焊位置产生较大气压,导致无法牢固地实现堵焊的问题,有效地提升了对该处进行密封的效果。
12、优选地,所述第二排气槽设置于所述吸力面上,且其相对于空心叶片的后缘的距离小于其相对于空心叶片的前缘的距离。
13、进一步地,所述第二排气槽在所述吸力面外侧的开口相对于空心叶片的后缘的距离小于其在所述吸力面内侧的开口相对于空心叶片的后缘的距离。
14、优选地,所述第二排气槽的开槽宽度小于所述第一排气槽的开槽宽度,所述第二排气槽的开槽深度小于所述第一排气槽的开槽深度,并且,所述第二排气槽的开槽宽度和开槽深度均小于空心叶片的厚度。
15、利用第二排气槽位置及形状的优化,能够有效地避免在空气叶片的主体结构行上开槽对叶片强度的造成较大影响的问题。
16、本申请还提供一种离心叶轮,包括轮轴盘、轮盖以及多个空心叶片,所述轮轴盘与轮盖同轴地间隔设置;所述多个空心叶片沿周向间隔地分布于所述轮轴盘与轮盖之间,并通过前述的空心叶片的焊接方法与所述轮轴盘、轮盖焊接固定。
技术特征:
1.一种空心叶片的焊接方法,用于将空心叶片焊接固定于轮轴盘与轮盖之间,所述空心叶片包括薄板状的压力面与吸力面,以及至少一个隔板,所述压力面与吸力面围成中空的叶片主体结构,所述隔板将所述叶片主体结构的内部空间分隔成多个彼此独立的子空间,且每个所述子空间朝向轮轴盘的一端与朝向轮盖的一端互相贯通,其特征在于,包括以下步骤:
2.根据权利要求1所述的空心叶片的焊接方法,其特征在于,步骤s3中对叶片主体结构朝向轮盖的一端的焊接顺序为:
3.根据权利要求1所述的空心叶片的焊接方法,其特征在于,步骤s2及s3的焊接工艺参数包括:
4.根据权利要求3所述的空心叶片的焊接方法,其特征在于,步骤s4中所述密封处理具体为对第二排气槽进行堵焊,其中,堵焊的工艺参数包括:
5.根据权利要求1所述的空心叶片的焊接方法,其特征在于,所述第二排气槽设置于所述吸力面上,且其相对于空心叶片的后缘的距离小于其相对于空心叶片的前缘的距离。
6.根据权利要求5所述的空心叶片的焊接方法,其特征在于,所述第二排气槽在所述吸力面外侧的开口相对于空心叶片的后缘的距离小于其在所述吸力面内侧的开口相对于空心叶片的后缘的距离。
7.根据权利要求1所述的空心叶片的焊接方法,其特征在于,
8.一种离心叶轮,包括轮轴盘、轮盖以及多个空心叶片,其特征在于,
技术总结
本申请提供一种空心叶片的焊接方法及离心叶轮,所述焊接方法用于将包含至少一个隔板的空心叶片焊接固定于轮轴盘与轮盖之间,包括以下步骤:分别在每个隔板的朝向轮盖的一端设置第一排气槽,以及择一地在叶片主体结构的压力面或吸力面朝向轮盖的一端设置一个第二排气槽;将叶片主体结构朝向轮轴盘的一端焊接固定于轮轴盘上,使叶片主体结构与轮轴盘气密地固定连接;将叶片主体结构朝向轮盖的一端焊接固定于轮盖上;对第二排气槽进行密封处理,使叶片主体结构与轮盖气密地固定连接。本申请提供的焊接方法,能够有效地解决空心叶片焊接时的焊缝爆裂现象,提升空心叶片与轮轴盘、轮盖的连接强度。
技术研发人员:肖仁勇,陈伟,纪陆伟,董欣昌,王新,王盛旭,张焕杰
受保护的技术使用者:威海克莱特菲尔风机股份有限公司
技术研发日:
技术公布日:2024/7/25
- 还没有人留言评论。精彩留言会获得点赞!