一种汽车天窗支架成型装置的制作方法
本发明涉及汽车零件加工,具体为一种汽车天窗支架成型装置。
背景技术:
1、随着社会的不断发展,汽车作为一种代步工具应用的越来越广泛,随着汽车的不断发展,以及消费者消费需求的多样化,如今越来越多人喜欢带有天窗的汽车,汽车天窗通常需要通过支架进行安装,将支架一侧连接在汽车车身侧围,另一侧连接天窗。对天窗起到支撑固定的作用,为了满足支架强度的要求,一般采用金属,支架在加工时,通常是通过成型装置进行冲压成型。
2、现有的成型装置在冲压成型的过程中支架由于受到多次冲压,支架会与下成型模具的内壁紧密贴合在一起,因此需要借助脱模组件将支架取出;
3、而现有的取出方式常为借助多个顶杆将支架顶出,在顶杆将支架顶出的过程中容易对支架的底部造成一定的磨损,其次顶杆在长时间顶出脱模的过程中其端部可能会产生一定的形变,需要在使用一段时间后对顶杆进行更换,较为麻烦,其次支架由于受到多次冲压,同样会产生较高的温度,而为了方便在后续加工时不会对操作人员造成影响,因此常需要在脱模的同时对支架进行降温,现有的降温方式常通过喷淋水雾的方式进行降温,而水雾降温的过程中会导致车架上沾附水渍,影响后续加工。
技术实现思路
1、本发明的目的在于提供一种汽车天窗支架成型装置,以解决上述背景技术中提出的问题。
2、为解决上述技术问题,本发明提供的一种汽车天窗支架成型装置,包括工作台以及连接在工作台上的用于冲压的冲压件和用于放置支架的下成型模具;
3、所述工作台上设置有脱模组件,所述脱模组件内包括随冲压件移动被压缩的第一压缩气囊,所述第一压缩气囊的一侧设有滑板,所述滑板随第一压缩气囊的压缩而逐渐移动,所述滑板的移动路径上设有第二压缩气囊,所述第二压缩气囊随着滑板的移动被挤压,所述第二压缩气囊的一侧设有通气孔;
4、所述第二压缩气囊内设有气流调节组件,所述气流调节组件内包括连接在第二压缩气囊内的连接筒,所述连接筒内滑动设有密封球,所述密封球上连接有连接弹簧,所述连接弹簧随着密封球的竖向移动被压缩。
5、进一步地,还包括推模组件,所述推模组件内包括与冲压件相连接的第一连接齿条,所述第一连接齿条的一侧啮合连接有第一传动齿轮,所述第一传动齿轮上连接有转轴,所述转轴上连接有第二传动齿轮,所述第二传动齿轮的一侧啮合连接有第二连接齿条,所述第二连接齿条的一端连接有推板,所述推板滑动连接在下成型模具上。
6、进一步地,所述工作台上连接有相互对称的两个安装框,所述第一压缩气囊连接在安装框内,所述安装框内滑动连接有抵触板,所述抵触板的一端连接有连接柱,所述连接柱的一端贯穿第一压缩气囊并延伸至安装框的外部与冲压件相连接,所述抵触板位于第一压缩气囊的下方。
7、进一步地,所述工作台上连接有固定框,所述固定框内连接有伸缩弹簧,所述伸缩弹簧的另一端与滑板相连接。
8、进一步地,所述连接筒内连接有连接条,所述连接条的一侧连接有伸缩杆,所述伸缩杆的另一端与密封球相连接,所述连接弹簧套接在伸缩杆上,所述连接弹簧的两端分别连接在密封球和连接条上。
9、进一步地,所述连接筒的直径沿出气端方向逐渐增大,所述通气孔的直径沿出气端方向逐渐减小。
10、进一步地,所述工作台上连接有安装架,所述转轴转动连接在安装架内,所述第一连接齿条与第一传动齿轮的数量均为两个,所述第二传动齿轮位于两个所述第一传动齿轮之间。
11、进一步地,所述第二连接齿条的一侧连接有导向块,所述导向块的另一侧滑动连接在安装架上,所述安装架上开设有供导向块滑动的滑槽。
12、与现有技术相比,本发明的有益效果是:
13、1、设置的冲压件通过连接柱带动抵触板挤压第一压缩气囊,此时第一压缩气囊内气体被压缩至固定框内,随后固定框内气体压力增大并带动滑板进行水平方向的滑动,滑板在滑动的过程中可挤压第二压缩气囊使第二压缩气囊内的气体经通气孔输送至下成型模具上将下成型模具内的支架顶出,该设置可与冲压件配合使用,无需借助新的气泵等工具,降低制造成本的同时也方便进行脱模;
14、2、设置的密封球随着第二压缩气囊内气体逐渐增加可竖直向上移动而由于连接筒的直径沿出气端方向逐渐增大,因此密封球与连接筒之间的缝隙逐渐增大,此时通入下成型模具内的气体流量由小变大,即缓步地对下成型模具内的支架完成脱模操作,避免了冲击力过大可能对支架造成损坏的情况;
15、3、设置的第一连接齿条可随着冲压件的冲压动作而产生移动,第一连接齿条可带动第一传动齿轮转动,而第一传动齿轮在转动的过程中可带动转轴和第二传动齿轮转动,此时第二传动齿轮上啮合连接的第二连接齿条即可带动推板水平移动将支架推出,该设置方便将冲压好的车架推出。
技术特征:
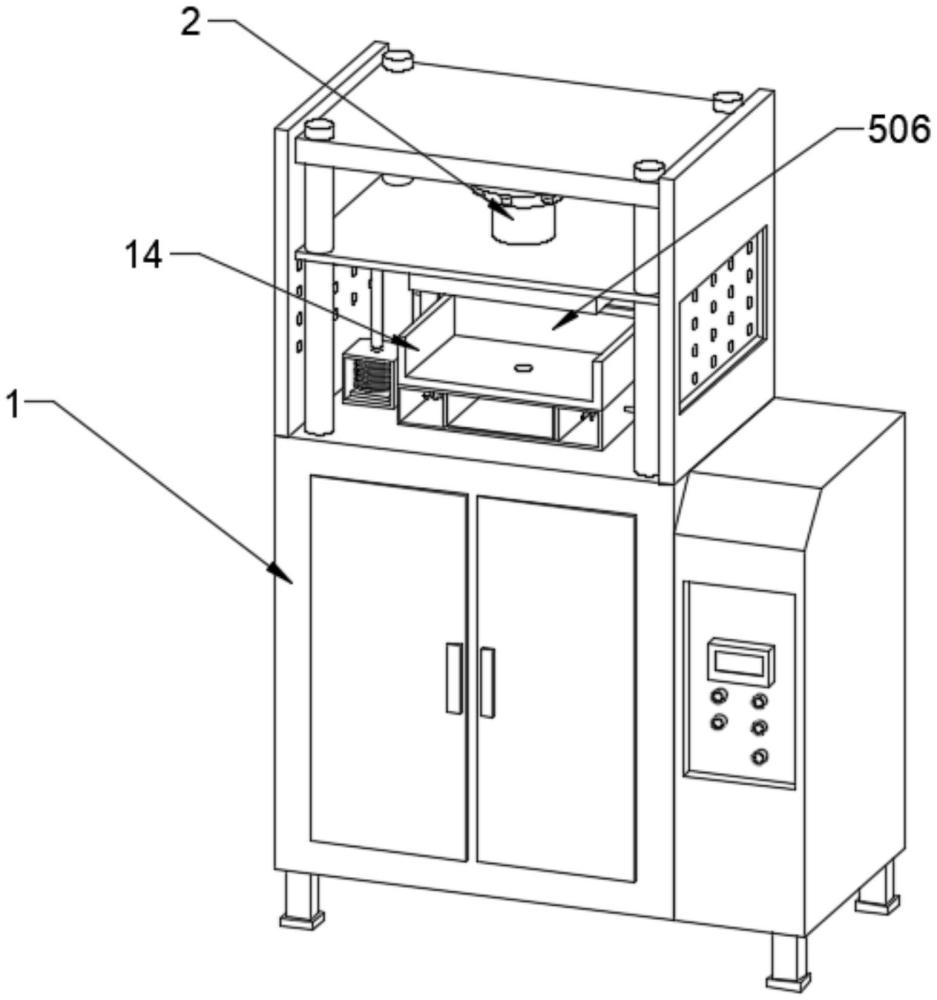
1.一种汽车天窗支架成型装置,包括工作台(1)以及连接在工作台(1)上的用于冲压的冲压件(2)和用于放置支架的下成型模具(14);
2.如权利要求1所述的一种汽车天窗支架成型装置,其特征在于:还包括推模组件(500),所述推模组件(500)内包括与冲压件(2)相连接的第一连接齿条(501),所述第一连接齿条(501)的一侧啮合连接有第一传动齿轮(502),所述第一传动齿轮(502)上连接有转轴(503),所述转轴(503)上连接有第二传动齿轮(504),所述第二传动齿轮(504)的一侧啮合连接有第二连接齿条(505),所述第二连接齿条(505)的一端连接有推板(506),所述推板(506)滑动连接在下成型模具(14)上。
3.如权利要求1所述的一种汽车天窗支架成型装置,其特征在于:所述工作台(1)上连接有相互对称的两个安装框(6),所述第一压缩气囊(301)连接在安装框(6)内,所述安装框(6)内滑动连接有抵触板(8),所述抵触板(8)的一端连接有连接柱(7),所述连接柱(7)的一端贯穿第一压缩气囊(301)并延伸至安装框(6)的外部与冲压件(2)相连接,所述抵触板(8)位于第一压缩气囊(301)的下方。
4.如权利要求1所述的一种汽车天窗支架成型装置,其特征在于:所述工作台(1)上连接有固定框(15),所述固定框(15)内连接有伸缩弹簧(9),所述伸缩弹簧(9)的另一端与滑板(302)相连接。
5.如权利要求1所述的一种汽车天窗支架成型装置,其特征在于:所述连接筒(401)内连接有连接条(10),所述连接条(10)的一侧连接有伸缩杆(11),所述伸缩杆(11)的另一端与密封球(402)相连接,所述连接弹簧(403)套接在伸缩杆(11)上,所述连接弹簧(403)的两端分别连接在密封球(402)和连接条(10)上。
6.如权利要求1所述的一种汽车天窗支架成型装置,其特征在于:所述连接筒(401)的直径沿出气端方向逐渐增大,所述通气孔(304)的直径沿出气端方向逐渐减小。
7.如权利要求2所述的一种汽车天窗支架成型装置,其特征在于:所述工作台(1)上连接有安装架(12),所述转轴(503)转动连接在安装架(12)内,所述第一连接齿条(501)与第一传动齿轮(502)的数量均为两个,所述第二传动齿轮(504)位于两个所述第一传动齿轮(502)之间。
8.如权利要求2所述的一种汽车天窗支架成型装置,其特征在于:所述第二连接齿条(505)的一侧连接有导向块(13),所述导向块(13)的另一侧滑动连接在安装架(12)上,所述安装架(12)上开设有供导向块(13)滑动的滑槽。
技术总结
本发明公开了一种汽车天窗支架成型装置,涉及汽车零件加工技术领域,包括工作台以及连接在工作台上的用于冲压的冲压件和用于放置支架的下成型模具,所述工作台上设置有脱模组件,所述脱模组件内包括随冲压件移动被压缩的第一压缩气囊;本发明中,设置的冲压件通过连接柱带动抵触板挤压第一压缩气囊,此时第一压缩气囊内气体被压缩至固定框内,随后固定框内气体压力增大并带动滑板进行水平方向的滑动,滑板在滑动的过程中可挤压第二压缩气囊使第二压缩气囊内的气体经通气孔输送至下成型模具上将下成型模具内的支架顶出,本发明可与冲压件配合使用,无需借助新的气泵等工具,降低制造成本的同时也方便进行脱模。
技术研发人员:张士春,陈涓
受保护的技术使用者:盐城市沃尔夫机电制造有限公司
技术研发日:
技术公布日:2024/8/16
- 还没有人留言评论。精彩留言会获得点赞!