一种铝板加工折弯装置及方法与流程
本发明涉及铝板加工,尤其涉及一种铝板加工折弯装置及方法。
背景技术:
1、铝板硬度较高,折弯时若模具下压的力度掌握不好,或者模具底部加工较为粗糙,都会给铝板的折弯质量带来影响,现有技术中,常用技术为在铝板表面喷涂一层保护膜,以及适当加热铝板,但是因为涉及三个工序,需要工人增加搬运的程序,会影响加工效率,此外,经验证明,模具底部的材质对铝板折弯的质量很关键,硬了会破坏铝板内部晶体结构,软了起不到折弯目的,因此需要对现有技术进行改进。
技术实现思路
1、本发明就是针对上述问题,提出一种铝板加工折弯装置及方法,用以解决上述问题。
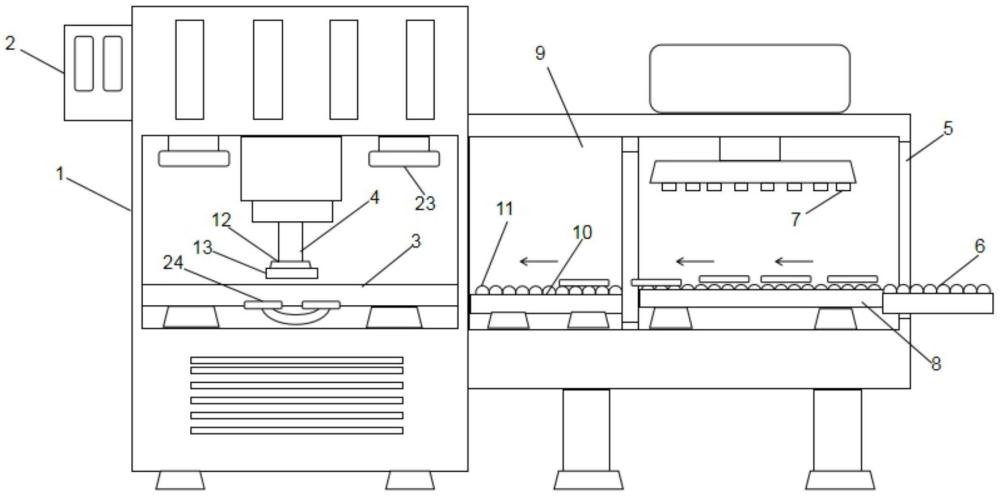
2、为达到上述技术目的,本发明采用了一种铝板加工折弯装置,包括一用于铝板折弯的折弯机本体,以及一总控制端,所述折弯机本体包括用于给铝板折弯定型的折弯模具端,以及用于给模具折弯的液压式折弯装置,通过液压式折弯装置的下压,来使得定位放置于折弯模具端的铝板形成所需要的形状;还包括一用于将铝板表面作喷涂保护处理的铝板喷涂端,该铝板喷涂端通过传送端传送至折弯模具端;同时,所述液压式折弯装置底部设有一用于将气雾喷发至铝板表面的气雾喷发端。
3、优选的,所述铝板喷涂端包括:一喷涂房,该喷涂房后部设有将待喷涂铝板输送至所述喷涂房的第一输送端;
4、所述喷涂房的上端设有基于多向转动调节的喷涂机构;所述喷涂房内的底面设有能够对需要喷涂的铝板进行定位及输送的定位输送端;所述喷涂房左侧设有用于将喷涂后的铝板进行干燥的干燥室,所述干燥室内的底面设有用于将喷涂后的铝板进行放置和输送的第二输送端;
5、所述干燥室左侧设有和第二输送端相连、能够将喷涂干燥后的铝板输送至折弯模具端的第三输送端。
6、进一步优选的,所述气雾喷发端包括:安装于液压式折弯装置底部、套接于折弯头底部的套接部,所述套接部包括:一形状和折弯头底部形状相适配的套接本体,该套接本体上端为一由承压材料制成的承压面,所述承压面上端设有和折弯头底部和两侧形成扣接的扣接部;所述套接本体内设有容液腔体,该容液腔体底部同时位于承压面的下端;所述容液腔体底部设有小口径雾化喷液孔;所述容液腔体内设有液体雾化器,该液体雾化器通过上端的连接管贯穿容液腔体的上端后,和一位于折弯机本体外部的储液端形成连接。
7、更进一步优选的,所述小口径雾化喷孔的直径为0.2-0.4mm,所述小口径雾化喷孔之间的间距0.6-0.8mm,且所述小口径雾化喷孔之间设有用于和铝板表面接触的半圆形凸块;所述半圆形凸块的直径为0.2-0.4mm。
8、更进一步优选的,所述套接本体采用高强度工程塑料制成,所述高强度工程塑料由聚酰胺和玻璃纤维按照一定的比例混合而成。
9、更进一步优选的,所述折弯机本体位于折弯模具端和液压式折弯装置之间的空间设有能够将折弯模具端和液压式折弯装置之间的空间在3-5分钟内加热至50-70°的加温加热装置,所述加温加热装置和总控制端形成控制连接。
10、进一步的,所述折弯模具端下部设有能够将铝板吸附定位的电磁吸盘装置,所述电磁吸盘装置和总控制端形成控制连接。
11、本发明还公开了一种铝板折弯方法,含如下步骤:
12、步骤一:在喷涂房,将铝板表面进行喷涂;
13、步骤二:将喷涂后的铝板通过输送带进入折弯机本体内进行加热;
14、步骤三:将加热后的铝板静置一段时间后,用折弯模具端进行折弯;
15、优选的,所述步骤三中,静置的时间为2-3分钟,所述折弯模具下压折弯的压力是12-15吨。
16、采用上述技术改进后,本发明具有如下优点:
17、1、本发明采用自动控制将喷涂、加热程序结合在一起,能够提高加工效率;
18、2、本发明同时采用高强度工程塑料作为折弯头底部端材料,能够保证强度的同时,提高铝板折弯表面质量;
19、3、本发明在折弯头底部设有高压喷雾结构,能够进一步提高铝板折弯效果。
技术特征:
1.一种铝板加工折弯装置,包括一用于铝板折弯的折弯机本体,以及一总控制端,所述折弯机本体包括用于给铝板折弯定型的折弯模具端,以及用于给模具折弯的液压式折弯装置,通过液压式折弯装置的下压,来使得定位放置于折弯模具端的铝板形成所需要的形状;其特征在于,还包括一用于将铝板表面作喷涂保护处理的铝板喷涂端,该铝板喷涂端通过传送端传送至折弯模具端;同时,所述液压式折弯装置底部设有一用于将气雾喷发至铝板表面的气雾喷发端。
2.如权利要求1所述的一种铝板加工折弯装置,其特征在于,所述铝板喷涂端包括:一喷涂房,该喷涂房后部设有将待喷涂铝板输送至所述喷涂房的第一输送端;
3.如权利要求1所述的一种铝板加工折弯装置,其特征在于,所述气雾喷发端包括:安装于液压式折弯装置底部、套接于折弯头底部的套接部,所述套接部包括:一形状和折弯头底部形状相适配的套接本体,该套接本体上端为一由承压材料制成的承压面,所述承压面上端设有和折弯头底部和两侧形成扣接的扣接部;所述套接本体内设有容液腔体,该容液腔体底部同时位于承压面的下端;所述容液腔体底部设有小口径雾化喷液孔;所述容液腔体内设有液体雾化器,该液体雾化器通过上端的连接管贯穿容液腔体的上端后,和一位于折弯机本体外部的储液端形成连接。
4.如权利要求3所述的一种铝板加工折弯装置,其特征在于,所述小口径雾化喷孔的直径为0.2-0.4mm,所述小口径雾化喷孔之间的间距0.6-0.8mm,且所述小口径雾化喷孔之间设有用于和铝板表面接触的半圆形凸块;所述半圆形凸块的直径为0.2-0.4mm。
5.如权利要求3所述的一种铝板加工折弯装置,其特征在于,所述套接本体采用高强度工程塑料制成,所述高强度工程塑料由聚酰胺和玻璃纤维按照一定的比例混合而成。
6.如权利要求1所述的一种铝板加工折弯装置,其特征在于,所述折弯机本体位于折弯模具端和液压式折弯装置之间的空间设有能够将折弯模具端和液压式折弯装置之间的空间在3-5分钟内加热至50-70°的加温加热装置,所述加温加热装置和总控制端形成控制连接。
7.如权利要求1所述的一种铝板加工折弯装置,其特征在于,所述折弯模具端下部设有能够将铝板吸附定位的电磁吸盘装置,所述电磁吸盘装置和总控制端形成控制连接。
8.一种如权利1-7所述的一种铝板折弯方法,其特征在于,包含如下步骤:
9.如权利要求8所述的一种铝板折弯方法,其特征在于,所述步骤三中,静置的时间为2-3分钟,所述折弯模具下压折弯的压力是12-15吨。
技术总结
本发明公开了一种铝板加工折弯装置,包括折弯机本体,以及一总控制端,折弯机本体包括折弯模具端,以及液压式折弯装置,通过液压式折弯装置的下压,来使得定位放置于折弯模具端的铝板形成所需要的形状;还包括一用于将铝板表面作喷涂保护处理的铝板喷涂端,该铝板喷涂端通过传送端传送至折弯模具端;同时液压式折弯装置底部设有一用于将气雾喷发至铝板表面的气雾喷发端,本发明还公开了一种铝板折弯方法;本发明采用自动控制将喷涂、加热程序结合在一起,能够提高加工效率;同时采用高强度工程塑料作为折弯头底部端材料,能够保证强度的同时,提高铝板折弯表面质量;并且在折弯头底部设有高压喷雾结构,能够进一步提高铝板折弯效果。
技术研发人员:朱绍义
受保护的技术使用者:山东吉宇建材有限公司
技术研发日:
技术公布日:2024/10/24
- 还没有人留言评论。精彩留言会获得点赞!