一种单组元推力室滤网组件自动点焊系统的制作方法
本发明属于单组元推力室,尤其涉及一种单组元推力室滤网组件自动点焊系统。
背景技术:
1、单组元推力室结构中一般包含前、后床两种滤网组件,典型结构如图1(a)和图1(b)所示,其生产装配过程包括前、后床支板上的滤网点焊工序。滤网点焊对焊点数目及焊点分布均匀性都有较高要求,因此点焊过程具有工作量大、重复性高等特点。目前滤网点焊主要通过手工作业完成,这不仅极大地加重了劳动强度,还严重影响了产品的质量一致性。
技术实现思路
1、本发明解决的技术问题是:克服现有技术的不足,提供了一种单组元推力室滤网组件自动点焊系统,实现滤网组件自动化点焊,从而提升生产效率、减轻劳动强度、提升产品的质量一致性。
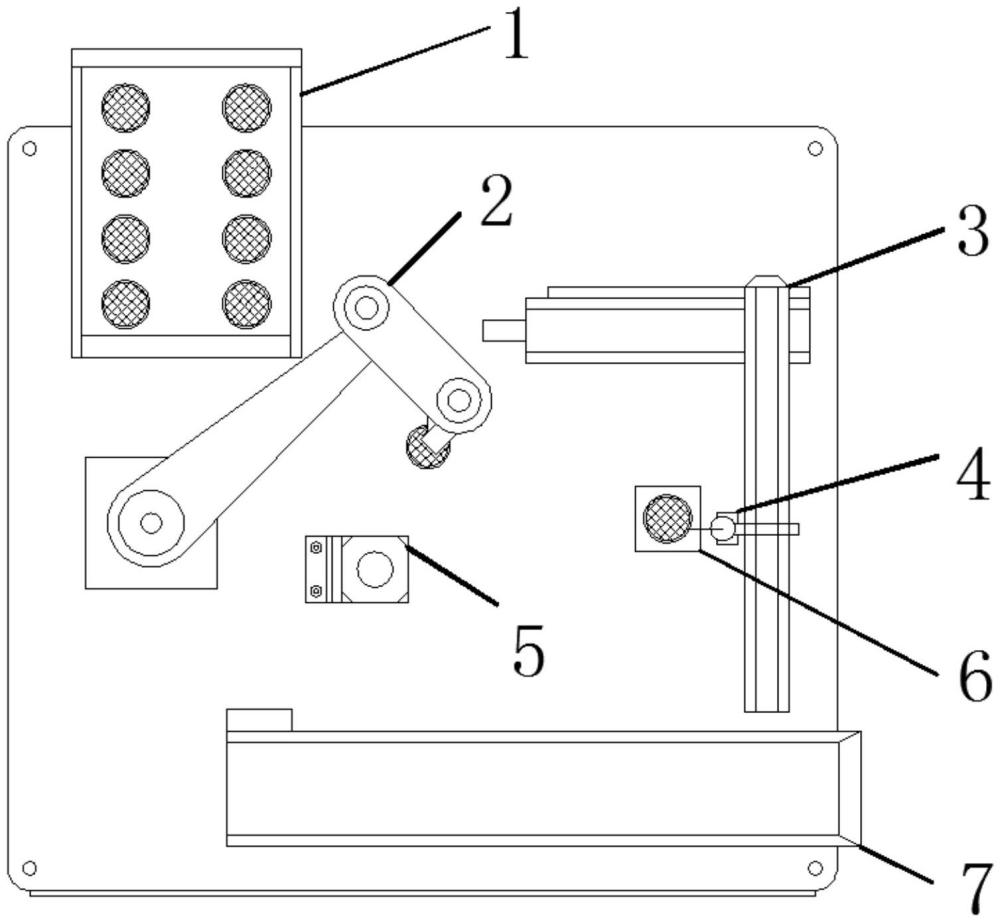
2、本发明目的通过以下技术方案予以实现:一种单组元推力室滤网组件自动点焊系统,包括:取料装置、定位夹紧装置和焊接装置;其中,所述取料装置将滤网组件取出并放置于所述定位夹紧装置上;所述定位夹紧装置将滤网组件固定于预设位置处;所述焊接装置用于对滤网组件进行焊接。
3、上述单组元推力室滤网组件自动点焊系统中,所述取料装置包括控制系统、上部相机和四轴机械手;其中,所述四轴机械手和所述上部相机均与所述控制系统相连接;所述上部相机对滤网组件进行拍照并将图片信息传输至所述控制系统;所述控制系统根据图片信息得到滤网组件的位置坐标,将位置坐标相对应的控制指令传输给所述四轴机械手;所述四轴机械手根据控制指令抓取滤网组件并将滤网组件放置于所述定位夹紧装置上。
4、上述单组元推力室滤网组件自动点焊系统中,所述取料装置还包括相机组件;其中,所述相机组件位于所述上部相机的下部;所述相机组件用于重复定位夹持状态下的滤网组件,从而确保将滤网组件放置到定位夹紧装置中。
5、上述单组元推力室滤网组件自动点焊系统中,所述四轴机械手包括机械臂、可升降针式吸盘和可升降夹爪组件;其中,所述机械臂分别和所述可升降针式吸盘、所述可升降夹爪组件相连接;所述可升降针式吸盘用于抓取滤网组件中的滤网;所述可升降夹爪组件用于抓取滤网组件中的支架。
6、上述单组元推力室滤网组件自动点焊系统中,所述可升降针式吸盘包括第一升降气缸和针式吸盘;其中,所述第一升降气缸和针式吸盘相连接;所述第一升降气缸与所述机械臂相连接。
7、上述单组元推力室滤网组件自动点焊系统中,所述可升降夹爪组件包括第二升降气缸和夹指气缸;其中,所述第二升降气缸和所述夹指气缸相连接;所述第二升降气缸与所述机械臂相连接。
8、上述单组元推力室滤网组件自动点焊系统中,所述定位夹紧装置包括外壳、顶升气缸、夹紧气缸、导向件、定位夹和定位夹具;其中,所述顶升气缸设置于所述外壳上;所述导向件与所述顶升气缸相连接;所述夹紧气缸和所述定位夹相连接;所述定位夹和所述定位夹具相连接。
9、上述单组元推力室滤网组件自动点焊系统中,当取料装置准备放置滤网组件时,所述顶升气缸抬高导向件,通过导向件定位支架位置;进行定位预焊时,所述夹紧气缸控制所述定位夹将滤网和支板固定到一起,在支板和滤网上均匀点焊定位点;之后所述夹紧气缸控制松开所述定位夹,将滤网上表面露出,进行正式点焊。
10、上述单组元推力室滤网组件自动点焊系统中,所述焊接装置包括三轴机械机构和点焊设备;其中,所述三轴机械机构和所述点焊设备相连接;所述三轴机械机构夹持所述点焊设备的焊接头完成滤网组件点焊。
11、上述单组元推力室滤网组件自动点焊系统中,所述点焊设备的焊接头用于反馈电信号,根据电信号判断每处焊点是否正常施焊。
12、本发明与现有技术相比具有如下有益效果:
13、本发明完成了推力室滤网组件自动化点焊,提升了生产效率、降低了劳动强度、提高了产品的质量一致性。
技术特征:
1.一种单组元推力室滤网组件自动点焊系统,其特征在于包括:取料装置、定位夹紧装置和焊接装置;其中,
2.根据权利要求1所述的单组元推力室滤网组件自动点焊系统,其特征在于:所述取料装置包括控制系统、上部相机和四轴机械手;其中,
3.根据权利要求2所述的单组元推力室滤网组件自动点焊系统,其特征在于:所述取料装置还包括相机组件;其中,
4.根据权利要求2所述的单组元推力室滤网组件自动点焊系统,其特征在于:所述四轴机械手包括机械臂、可升降针式吸盘和可升降夹爪组件;其中,
5.根据权利要求4所述的单组元推力室滤网组件自动点焊系统,其特征在于:所述可升降针式吸盘包括第一升降气缸和针式吸盘;其中,
6.根据权利要求4所述的单组元推力室滤网组件自动点焊系统,其特征在于:所述可升降夹爪组件包括第二升降气缸和夹指气缸;其中,
7.根据权利要求1所述的单组元推力室滤网组件自动点焊系统,其特征在于:所述定位夹紧装置包括外壳、顶升气缸、夹紧气缸、导向件、定位夹和定位夹具;其中,
8.根据权利要求7所述的单组元推力室滤网组件自动点焊系统,其特征在于:当取料装置准备放置滤网组件时,所述顶升气缸抬高导向件,通过导向件定位支架位置;
9.根据权利要求1所述的单组元推力室滤网组件自动点焊系统,其特征在于:所述焊接装置包括三轴机械机构和点焊设备;其中,
10.根据权利要求9所述的单组元推力室滤网组件自动点焊系统,其特征在于:所述点焊设备的焊接头用于反馈电信号,根据电信号判断每处焊点是否正常施焊。
技术总结
本发明公开了一种单组元推力室滤网组件自动点焊系统,包括:取料装置、定位夹紧装置和焊接装置;其中,所述取料装置将滤网组件取出并放置于所述定位夹紧装置上;所述定位夹紧装置将滤网组件固定于预设位置处;所述焊接装置用于对滤网组件进行焊接。本发明实现滤网组件自动化点焊,从而提升生产效率、减轻劳动强度、提升产品的质量一致性。
技术研发人员:李昊远,朱培府,杨生旭,邓全得,丁扬,王炳文,王冬冬
受保护的技术使用者:西安航天发动机有限公司
技术研发日:
技术公布日:2024/9/5
- 还没有人留言评论。精彩留言会获得点赞!