一种五机架冷连轧机4#机架测厚仪不使用的秒流量轧制方法与流程
本发明涉及一种五机架冷连轧机技术,尤其涉及一种4#机架测厚仪不使用的秒流量轧制方法。
背景技术:
1、酸轧机组为高速连续生产线,一般配置较多的仪表设备,如测厚仪、测速仪、张力计、轧制力计等,该类仪表是带钢高精度控制的关键设备。轧机内的仪表设备长时间工作在湿度大、温度高的恶劣生产环境,容易发生故障,一旦发生故障,短时间内难以恢复,造成产品质量问题和故障停机时间过长等损失。日立五机架连轧机2-4机架可实现秒流量厚度控制,其中1#机架后、4#机架后、5#机架后都配置了测厚仪,用测厚仪测量值修正厚差值,实现厚度的闭环控制,若测厚仪发生异常,原有的秒流量控制无法投入使用。
技术实现思路
1、本发明的目的在于克服上述现有技术的不足,提供一种五机架冷连轧机4#机架测厚仪不使用的秒流量轧制方法,在1#、4#、5#机架后配置有测厚仪的五机架冷连轧机生产线上使用,当4#机架测厚仪异常后,使用计算厚度替代实际检测厚度的秒流量控制方式,保证轧机原有的厚度控制方式正常工作。
2、为了实现上述目的,本发明采用的技术方案是:
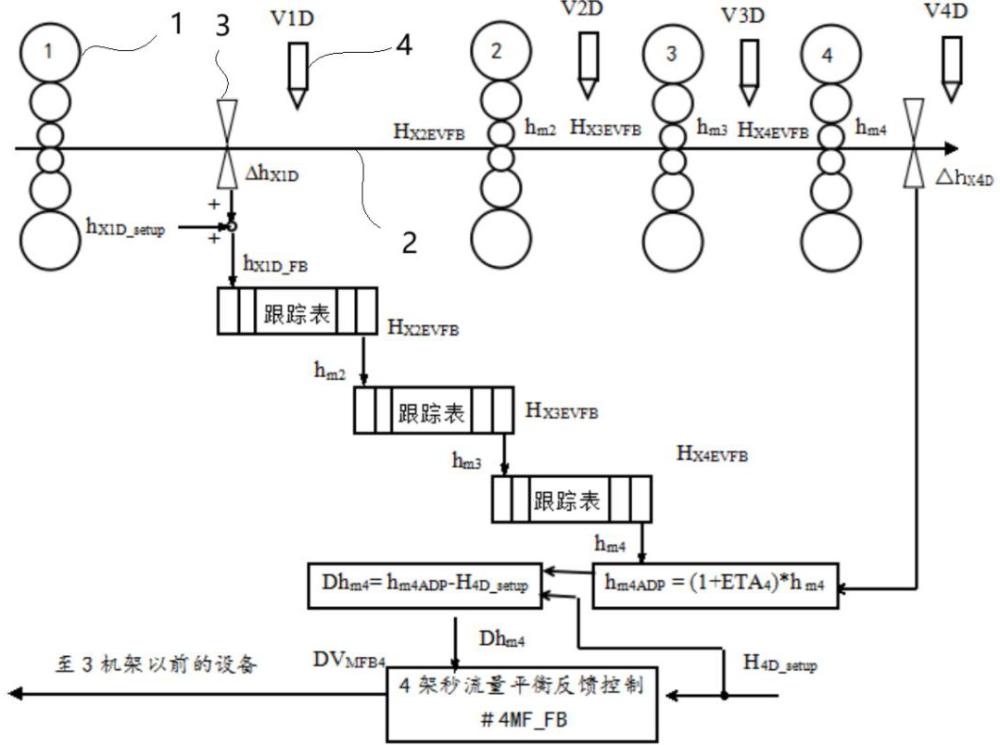
3、一种五机架冷连轧机4#机架测厚仪不使用的秒流量轧制方法,所述轧机1#、4#、5#机架后配置了测厚仪,每个机架配置了测速仪,通过2#机架入口测厚仪和2#机架入口及出口测速仪的数据,采用秒流量平衡公式,计算出2#、3#、4#机架出口带钢厚度,并对计算厚度进行位置跟踪,4#机架后的测厚仪故障或异常后,屏蔽测厚仪故障信号,使用计算厚度替换测厚仪实际测量厚度,利用5#机架测厚仪对5#机架出口计算带钢厚度进行自适应补偿,间接补偿5#机架入口带钢厚度,即4#机架出口带钢厚度。
4、进一步地,所述方法包括如下步骤:
5、步骤1)计算出4#机架出口带钢厚度;
6、通过秒流量平衡公式计算出机架出口带钢厚度;
7、 秒流量平衡公式
8、v表示带钢速度,由各机架处测速仪检测;h表示带钢厚度;数字表示机架号;入和出分别表示入口和出口处;
9、根据所述秒流量平衡公式,由公式1计算出2#机架出口带钢厚度h2出:
10、 公式1
11、其中,h2入由1#机架后测厚仪检测;
12、同理,由公式2计算出3#机架出口带钢厚度h3出:
13、 公式2
14、其中,v3入、h3入分别与v2出和h2出相等;
15、同理,由公式3计算出4#机架出口带钢厚度h4出:
16、 公式3
17、其中,v4入、h4入分别与v3出和h3出相等;
18、步骤2)带钢厚度与位置跟踪;
19、由于测厚仪位置与机架辊缝存在约2m的距离,测量或计算的带钢厚度根据带钢移动速度先存入控制器内存中,形成一张带钢厚度与位置的跟踪表,对测量厚度进行位置跟踪,当带钢移动到辊缝时,从所述跟踪表中把相应的带钢厚度取出;
20、步骤3)4#机架测厚仪故障或异常处理;
21、当4#机架测厚仪故障或异常不使用时,由步骤1)计算出的4#机架出口带钢厚度替换测厚仪实际测量厚度。
22、步骤4)4#机架出口带钢厚度补偿;
23、根据5#机架带钢入口速度和步骤1)计算的4#机架出口带钢厚度及5#机架带钢出口速度,根据秒流量平衡公式计算5#机架出口带钢厚度,利用5#机架测厚仪对5#机架出口带钢计算厚度进行修正,间接补偿5#机架入口带钢厚度,即4#机架出口带钢厚度。
24、进一步地,所述五机架冷连轧机为日立控制系统。
25、本发明的有益效果:本发明的五机架冷连轧机4#机架测厚仪不使用的秒流量轧制方法,在1#、4#、5#机架后配置有测厚仪的五机架冷连轧机生产线上使用,实施后当4#机架测厚仪故障或发生异常不投入使用时,根据秒流量计算的4#机架出口的计算厚度进行切换,同时对测厚仪故障信号进行屏蔽,计算厚度能自动替换测厚仪实际测量厚度;5#机架连轧机原有的厚度控制能正常投入使用,保证轧机的厚度控制精度,保证轧机在4#机架测厚仪故障后,各机架的秒流量前馈和反馈控制能正常工作,实现轧机高速稳定运行。实施后当4#机架测厚仪故障后,通过画面按钮信号即可屏蔽测厚仪的故障信号,切换后使用计算厚度作为厚度闭环控制。综上所述本发明主要针对测厚仪参与秒流量计算控制后,当原有的4#机架测厚仪发生异常后,通过计算厚度替换测厚仪实际检测厚度,保证秒流量反馈和前馈控制正常投入从而提高生产效率。
技术特征:
1.一种五机架冷连轧机4#机架测厚仪不使用的秒流量轧制方法,所述轧机1#、4#、5#机架后配置了测厚仪,每个机架配置了测速仪,其特征在于:通过2#机架入口测厚仪和2#机架入口及出口测速仪的数据,采用秒流量平衡公式,计算出2#、3#、4#机架出口带钢厚度,并对计算厚度进行位置跟踪,4#机架后的测厚仪故障或异常后,屏蔽测厚仪故障信号,使用计算厚度替换测厚仪实际测量厚度,利用5#机架测厚仪对5#机架出口计算带钢厚度进行自适应补偿,间接补偿5#机架入口带钢厚度,即4#机架出口带钢厚度。
2.根据权利要求1所述的一种五机架冷连轧机4#机架测厚仪不使用的秒流量轧制方法,其特征在于:所述方法包括如下步骤:
3.根据权利要求1或2所述的一种五机架冷连轧机4#机架测厚仪不使用的秒流量轧制方法,其特征在于:所述五机架冷连轧机为日立五机架冷连轧机。
技术总结
一种五机架冷连轧机4#机架测厚仪不使用的秒流量轧制方法,1#、4#、5#机架后配置了测厚仪,每个机架配置了测速仪,通过2#机架入口测厚仪和2#机架入口及出口测速仪的数据,采用秒流量平衡公式,计算出2#、3#、4#机架出口带钢厚度,并对计算厚度进行位置跟踪,4#机架后的测厚仪故障或异常后,屏蔽测厚仪故障信号,使用计算厚度替换测厚仪实际测量厚度,利用5#机架测厚仪对5#机架出口计算带钢厚度进行自适应补偿,间接补偿5#机架入口带钢厚度,即4#机架出口带钢厚度当4#机架测厚仪故障后,通过画面按钮信号即可屏蔽测厚仪的故障信号,通过计算厚度替换测厚仪实际检测厚度,保证秒流量反馈和前馈控制正常投入从而提高生产效率。
技术研发人员:苏伟强,王玉广,陈云飞,陈奕熹,张杨源
受保护的技术使用者:宝钢湛江钢铁有限公司
技术研发日:
技术公布日:2024/8/15
- 还没有人留言评论。精彩留言会获得点赞!