一种特厚对接试板的连焊方法与流程
本发明涉及风电钢结构焊接,特别地是一种特厚对接试板的连焊方法。
背景技术:
1、为验证焊缝返修焊接工艺的可行性和可靠性,海外风电基础如单桩、导管架钢结构特厚板在进行焊接工艺评定试验时要求在常规工艺评定试验的基础上附加进行返修(补焊)焊接工艺评定试验,即需用常规焊接工艺焊接两块对接缝试板,然后在其中一块接缝试板上刨除部分焊缝,在刨槽中使用另外一种焊接方法焊接填满刨槽,以模拟焊缝返修的过程及方便后续检验返修焊缝的焊接质量。在试板的焊接时,常规工艺焊接的两块接缝试板所用的焊接参数需尽可能一致,以保证两块接缝试板的焊缝组织和性能的一致,减小焊接试验的误差。
2、将两块使用常规焊接工艺焊接的试板分开焊接,每台焊机或同一台机器在不同时机在参数调节时会存在误差,每个工位及每种加热辅助工装安装的差异也会产生误差,最后积累的各项误差会导致两块接缝试板焊接后其焊缝组织和性能会存在较大的差异,容易对后续的返修焊接工艺评定结果带来失真的影响。
技术实现思路
1、本发明的目的在于提供一种特厚对接试板的连焊方法,采用相同的焊接工艺参数进行连续焊接,保证两块接缝试板的焊缝组织及性能一致,保证返修焊缝能代表常规焊缝修补后的力学性能,避免对后续的返修焊接工艺评定结果带来失真的影响。
2、本发明通过以下技术方案实现的:
3、一种特厚对接试板的连焊方法,其中,包括以下步骤:
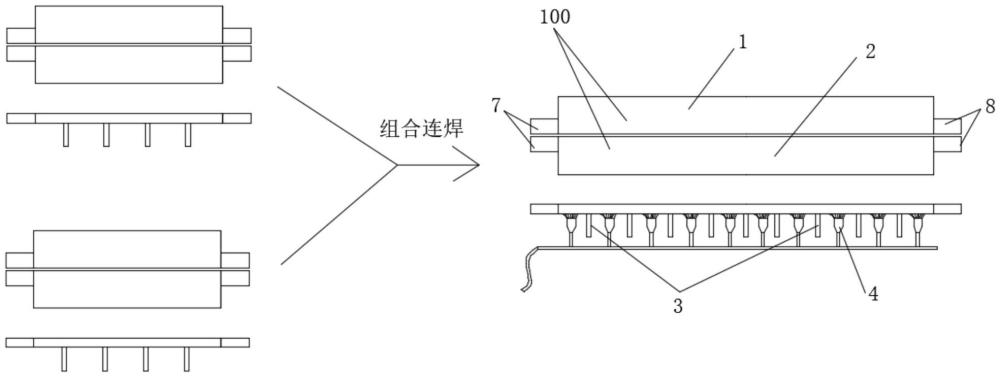
4、步骤s1、试板组对;将常规焊接工艺评定试板和返修焊评用试板在套料过程中进行组合形成试板组,即常规焊接工艺评定试板和返修焊评用试板在竖直方向均暂不切断为两部分;在所述试板组的底面一侧均匀安装马板;采用同一台焊机对试板组进行连续焊接,保证常规焊接工艺评定试板和返修焊评用试板之间使用相同的焊接参数完成对接缝的焊接;
5、步骤s2、试板组放置以及预热工装布置;先分别布置支撑试板组以及预热工装的第一垫块和第二垫块;第一垫块左右对称设置,形成焊接工位;预热工装通过第二垫块放置于试板组的底部一侧;将试板组放置于焊接工位上;
6、步骤s3、在试板组的上端面铺设焊车路轨,先通过及预热工装在试板组的底部预热,然后在试板组的上端面按照常规焊接工艺进行试板焊接;
7、步骤s4、当常规焊接工艺评定试板和返修焊评用试板焊接后,再切割为两部分,一部分为常规焊接工艺评定试板一和返修焊评试用板一组合的组合试板一,另一部分为常规焊接工艺评定试板二和返修焊评试用板二组合的组合试板二;
8、步骤s5、在组合试板二上刨除部分焊缝,在刨槽中使用另外一种用于返修的焊接方法焊接填满刨槽,模拟生产过程中的焊缝返修工况。
9、进一步作为本发明技术方案的改进,所述步骤s1中,所述常规焊接工艺评定试板和所述返修焊评用试板的两端均分别设置有引弧板和熄弧板。
10、进一步作为本发明技术方案的改进,所述步骤s1中,焊接参数包括焊接电流、焊接电压和焊接速度。
11、进一步作为本发明技术方案的改进,所述预热工装与所述马板错开设置。
12、进一步作为本发明技术方案的改进,所述预热工装为火炬预热工装。
13、本发明具有以下有益效果:
14、1、在套料过程中组合常规焊接工艺评定试板和返修焊评用试板,采用相同的焊接工艺参数进行连续焊接,保证两块焊接试板的焊缝组织及性能一致,避免对后续的返修焊接工艺评定结果带来失真的影响。
15、2、焊接试验板组合后,省去了一半的引弧板、熄弧板安装及拆除,有利于提高装焊效率,长试板也利于提高半自动无损检测方法的检测效率。
16、3、马板与试板组、预热工装的位置布置,提高了预热的工作效率,试验板均匀受热。
17、4、试板组加大了试板长度,更好的地模拟了实际产品的焊接环境,保证焊接工艺评定的效果。
技术特征:
1.一种特厚对接试板的连焊方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种特厚对接试板的连焊方法,其特征在于:所述步骤s1中,所述常规焊接工艺评定试板和所述返修焊评用试板的两端均分别设置有引弧板和熄弧板。
3.根据权利要求1所述的一种特厚对接试板的连焊方法,其特征在于:所述步骤s1中,焊接参数包括焊接电流、焊接电压和焊接速度。
4.根据权利要求1所述的一种特厚对接试板的连焊方法,其特征在于:所述预热工装与所述马板错开设置。
5.根据权利要求1所述的一种特厚对接试板的连焊方法,其特征在于:所述预热工装为火炬预热工装。
技术总结
本发明公开了一种特厚对接试板的连焊方法:将常规焊接工艺评定试板和返修焊评用试板在套料过程中进行组合形成试板组,采用同一台焊机对试板组进行连续焊接,保证常规焊接工艺评定试板和返修焊评用试板之间使用相同的焊接参数完成对接缝的焊接;在试板组的上端面使用常规焊接工艺进行试板焊接;当试板组焊接完成后,再切割为组合试板一和组合试板二;在组合试板二上刨除部分焊缝,在刨槽中使用返修的焊接方法焊接填满刨槽,模拟生产过程中的焊缝返修工况。本发明采用相同的焊接工艺参数进行连续焊接,保证两块接缝试板的焊缝组织及性能一致,保证返修焊缝能代表常规焊缝修补后的力学性能,避免对后续的返修焊接工艺评定结果带来失真的影响。
技术研发人员:杨伟锋,徐勋,刘万辉,李婵,褚爱明
受保护的技术使用者:广州文船重工有限公司
技术研发日:
技术公布日:2024/8/27
- 还没有人留言评论。精彩留言会获得点赞!