一种复合材料整流罩内侧衬板切钻模具及方法与流程
本发明涉及一种复合材料整流罩内侧衬板切钻模具及方法,属于复合材料零件加工。
背景技术:
1、为了保证飞机外形的连续性,减少空气阻力,并尽量消除正激波等空气动力学问题,同时满足雷达波束穿透和保护雷达天线装置的需求,整流罩通常设计为圆球形,以降低迎风阻力。整流罩内侧的衬板主要起到支撑作用,以确保整流罩具有足够的强度。
2、传统的整流罩内侧衬板(以下称零件)制造采用手工打磨,存在精度差,效率低的问题。压紧位置的选择困难,容易导致变形。这种制造方式对零件孔的精度和外形精度影响较大,与产品(即整流罩)的贴合度也较差,导致零件精度低,容易出现尺寸偏差,无法满足设计要求,影响零件正常使用。
3、因此,需要设计出结构更加合理的切钻模具及其配套的切钻方法,以满足整流罩内侧衬板零件的制造要求。
技术实现思路
1、本发明的目的在于为解决现有技术存在的上述问题,提供一种复合材料整流罩内侧衬板切钻模具及方法。
2、本发明为实现上述目的,采取的技术方案如下:
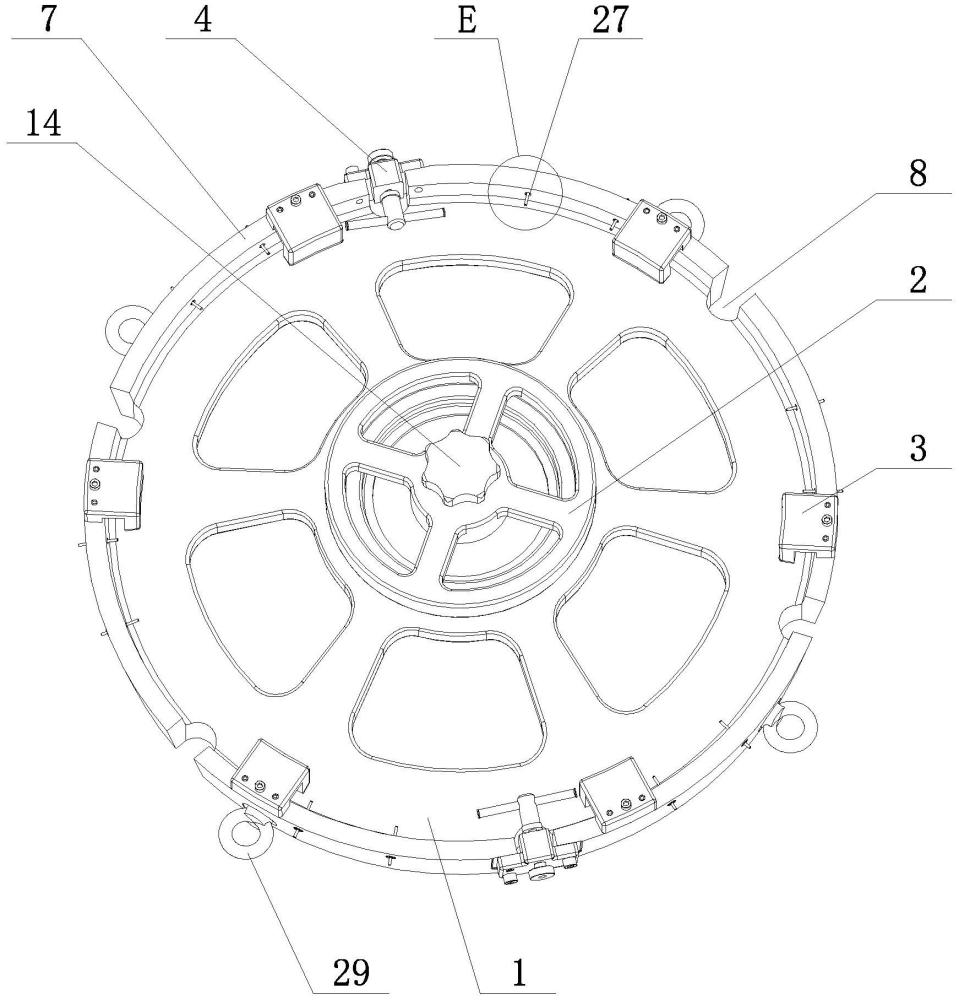
3、一种复合材料整流罩内侧衬板切钻模具,包括模体、压紧器、多个压紧板和多个定位器;压紧器与模体上端面定位并可拆卸固定连接,压紧器与模体共中心线,模体上端面的外周边设有环形凸台,多个压紧板设置在模体的环形凸台上,多个压紧板与模体的环形凸台定位并可拆卸固定连接,多个定位器设置在模体的环形凸台上,多个定位器与模体的环形凸台定位并可拆卸固定连接,模体的环形凸台的侧面设有多个用于伸入钻头对整流罩内侧衬板钻孔的通孔二。
4、进一步的是,模体包括上圆台体和倒置的下圆台体;所述下圆台体上端面外周边设有所述环形凸台,上圆台体同轴设置在下圆台体上且二者固定连接,环形凸台外周边均布设有多个让刀槽,上圆台体上端面中部设有安装孔,安装孔内的底面中部设有螺孔。
5、进一步的是,压紧器包括圆盘和圆柱形凸台;圆柱形凸台与圆盘下端面中部同轴并固定连接,圆盘上端中部设有贯通圆柱形凸台的通孔一,圆柱形凸台匹配设置在上圆台体的安装孔内,压紧器与模体定位并通过穿入通孔一内的旋钮与模体螺纹连接。
6、进一步的是,多个压紧板结构相同,形状均为u形,u形压紧板一侧板短于另一侧板,u形压紧板的底板的两个相对板面均为水平面,u形压紧板的长侧板外侧板面为圆弧形内凹面,所述长侧板的下端面为斜面,u形压紧板的短侧板下端面为平面,所述短侧板下端设置在环形凸台上,短侧板分别定位并与环形凸台可拆卸固定连接。
7、进一步的是,多个定位器结构相同,并均包括定位器主体、定位销轴和手柄;定位器主体包括定位块和定位板,定位块与定位板中部固定连接;环形凸台上设有多个安装槽,每个安装槽包括开设在环形凸台顶面的凹槽一以及开设在环形凸台外侧面的凹槽二,定位块设置在凹槽一内,定位板设置在凹槽二内,定位器主体分别定位并与环形凸台可拆卸固定连接,定位器主体内部设有贯通其厚度的螺纹孔,定位销轴外壁上设有螺纹,定位销轴与螺纹孔旋合连接,定位销轴端部固定有手柄。
8、进一步的是,上圆台体的侧壁上均布开设有多个减重孔一。
9、进一步的是,圆盘上均布开设有多个减重孔二。
10、进一步的是,圆盘下端面粘贴有橡胶垫。
11、一种复合材料整流罩内侧衬板切钻的方法,所述方法包括以下步骤:
12、步骤一:将待切钻的整流罩内侧衬板压紧定位在模体与压紧器之间,待切钻的整流罩内侧衬板外边缘通过多个压紧板压紧固定,以及通过转动定位器的手柄,使定位销轴顶住整流罩内侧衬板,实现对整流罩内侧衬板位置进一步精确定位;
13、步骤二:将铣刀安装在手持式角磨机的转轴上,再将切钻工具衬套相配合套装在铣刀外侧,切钻工具衬套与手持式角磨机可拆卸固定连接;
14、步骤三:启动手持式角磨机,利用铣刀对待切钻的整流罩内侧衬板进行切割作业;
15、步骤四:切割作业完成后,将铣刀卸下,将钻头安装在手持式角磨机的转轴上,再将切钻工具衬套相配合套装在钻头外侧,切钻工具衬套与手持式角磨机可拆卸固定连接;
16、步骤五:启动手持式角磨机,利用钻头对待切钻的整流罩内侧衬板进行钻孔作业,直至完成钻孔作业后,拆卸下整流罩内侧衬板。
17、进一步的是,切钻工具衬套采用合金钢材料制成,切钻工具衬套为圆管形状,切钻工具衬套一端具有翻沿,翻沿抵靠在手持式角磨机上,且二者可拆卸固定连接。
18、与现有技术相比,本发明的有益效果是:
19、1)因整流罩内侧衬板和整流罩型面配合度、孔径及孔位置精度以及零件外形轮廓精度要求高,采用本发明的复合材料整流罩内侧衬板切钻模具及方法能够满足上述要求。
20、2)因为整流罩内侧衬板为复合材料,因其重量轻、型面复杂,通过定位器的定位销轴对整流罩内侧衬板实现快速精准定位,使切钻后的零件精度合格,满足使用要求,并能减少工人操作工时,使工人操作费时费力问题得到解决。
21、3)切钻操作,采用手持式角磨机驱动的铣刀切割加工,并根据复材零件特点专门研发切钻用的切钻工具衬套,切钻工具衬套采用合金钢材料制作而成,和手持式角磨机铣刀精度配合,将切钻工具衬套和手持式角磨机连接以气动马达驱动铣刀加工,铣刀切割力强,切钻工具衬套能克服振动大、加工精度不高的问题,提高了加工速度和效率,能满足高精度、高效率、噪音小、振动振动小的设计要求。
技术特征:
1.一种复合材料整流罩内侧衬板切钻模具,其特征在于:包括模体(1)、压紧器(2)、多个压紧板和多个定位器(4);压紧器(2)与模体(1)上端面定位并可拆卸固定连接,压紧器(2)与模体(1)共中心线,模体(1)上端面的外周边设有环形凸台(7),多个压紧板设置在模体(1)的环形凸台(7)上,多个压紧板与模体(1)的环形凸台(7)定位并可拆卸固定连接,多个定位器(4)设置在模体(1)的环形凸台(7)上,多个定位器(4)与模体(1)的环形凸台(7)定位并可拆卸固定连接,模体(1)的环形凸台(7)的侧面设有多个用于伸入钻头对整流罩内侧衬板钻孔的通孔二(27)。
2.根据权利要求1所述的一种复合材料整流罩内侧衬板切钻模具,其特征在于:模体(1)包括上圆台体(5)和倒置的下圆台体(6);所述下圆台体(6)上端面外周边设有所述环形凸台(7),上圆台体(5)同轴设置在下圆台体(6)上且二者固定连接,环形凸台(7)外周边均布设有多个让刀槽(8),上圆台体(5)上端面中部设有安装孔(9),安装孔(9)内的底面中部设有螺孔(10)。
3.根据权利要求2所述的一种复合材料整流罩内侧衬板切钻模具,其特征在于:压紧器(2)包括圆盘(12)和圆柱形凸台(13);圆柱形凸台(13)与圆盘(12)下端面中部同轴并固定连接,圆盘(12)上端中部设有贯通圆柱形凸台(13)的通孔一(15),圆柱形凸台(13)匹配设置在上圆台体(5)的安装孔(9)内,压紧器(2)与模体(1)定位并通过穿入通孔一(15)内的旋钮(14)与模体(1)螺纹连接。
4.根据权利要求3所述的一种复合材料整流罩内侧衬板切钻模具,其特征在于:多个压紧板结构相同,形状均为u形,u形压紧板(3)一侧板短于另一侧板,u形压紧板(3)的底板(17)的两个相对板面均为水平面,u形压紧板(3)的长侧板(18)外侧板面为圆弧形内凹面(19),所述长侧板(18)的下端面为斜面(20),u形压紧板(3)的短侧板(21)下端面为平面,所述短侧板(21)下端设置在环形凸台(7)上,短侧板(21)分别定位并与环形凸台(7)可拆卸固定连接。
5.根据权利要求4所述的一种复合材料整流罩内侧衬板切钻模具,其特征在于:多个定位器(4)结构相同,并均包括定位器主体、定位销轴(22)和手柄(23);定位器主体包括定位块(24)和定位板(25),定位块(24)与定位板(25)中部固定连接;环形凸台(7)上设有多个安装槽,每个安装槽包括开设在环形凸台(7)顶面的凹槽一以及开设在环形凸台(7)外侧面的凹槽二,定位块(24)设置在凹槽一内,定位板(25)设置在凹槽二内,定位器主体分别定位并与环形凸台(7)可拆卸固定连接,定位器主体内部设有贯通其厚度的螺纹孔,定位销轴(22)外壁上设有螺纹,定位销轴(22)与螺纹孔旋合连接,定位销轴(22)端部固定有手柄(23)。
6.根据权利要求2所述的一种复合材料整流罩内侧衬板切钻模具,其特征在于:上圆台体(5)的侧壁上均布开设有多个减重孔一(11)。
7.根据权利要求3所述的一种复合材料整流罩内侧衬板切钻模具,其特征在于:圆盘(12)上均布开设有多个减重孔二(16)。
8.根据权利要求3所述的一种复合材料整流罩内侧衬板切钻模具,其特征在于:圆盘(12)下端面粘贴有橡胶垫。
9.一种复合材料整流罩内侧衬板切钻的方法,其特征在于:所述方法是利用权利要求5-8中任一权利要求所述的模具实现的,所述方法包括以下步骤:
10.根据权利要求9所述的一种复合材料整流罩内侧衬板切钻的方法,其特征在于:切钻工具衬套(26)采用合金钢材料制成,切钻工具衬套(26)为圆管形状,切钻工具衬套(26)一端具有翻沿(28),翻沿(28)抵靠在手持式角磨机上,且二者可拆卸固定连接。
技术总结
一种复合材料整流罩内侧衬板切钻模具及方法,属于复合材料零件加工领域。模具是:压紧器与模体上端面定位并可拆卸固定连接,模体上端面外周边设有环形凸台,多个压紧板和多个定位器设置在所述环形凸台上,多个压紧板和多个定位器与环形凸台定位并可拆卸固定连接,环形凸台的侧面设有多个用于伸入钻头对整流罩内侧衬板钻孔的通孔二。方法是:将待切钻的整流罩内侧衬板压紧定位在模体与压紧器之间,并通过多个压紧板压紧,以及通过多个定位器定位;将铣刀安装在手持式角磨机的转轴上,再将切钻工具衬套匹配套装在铣刀外侧;启动手持式角磨机,利用铣刀进行切割作业;铣刀卸下,将钻头安装上进行钻孔作业。本发明用于对整流罩内侧衬板切钻加工。
技术研发人员:杨智儒,龙浩,安志东,贺佳,常明
受保护的技术使用者:广联航空工业股份有限公司
技术研发日:
技术公布日:2024/9/2
- 还没有人留言评论。精彩留言会获得点赞!