本发明涉及玻璃切割设备,具体涉及到一种电子玻璃切割用刀轮座的加工方法。
背景技术:
1、随着电子技术的发展,电子玻璃的厚度要求越来越薄,对切割设备的精度要求也越来越高。切割设备刀轮座作为切割压力无极调节的终端关键零件,其主要技术指标为:安装面与刀轮安装孔中心线及刀头转动座安装孔间的平行度,安装面与传感器安装孔的垂直度,孔及孔位置的尺寸,以及外形轮廓尺寸和表面外观光洁度。刀轮座的技术质量水平直接影响切割压力精准度。
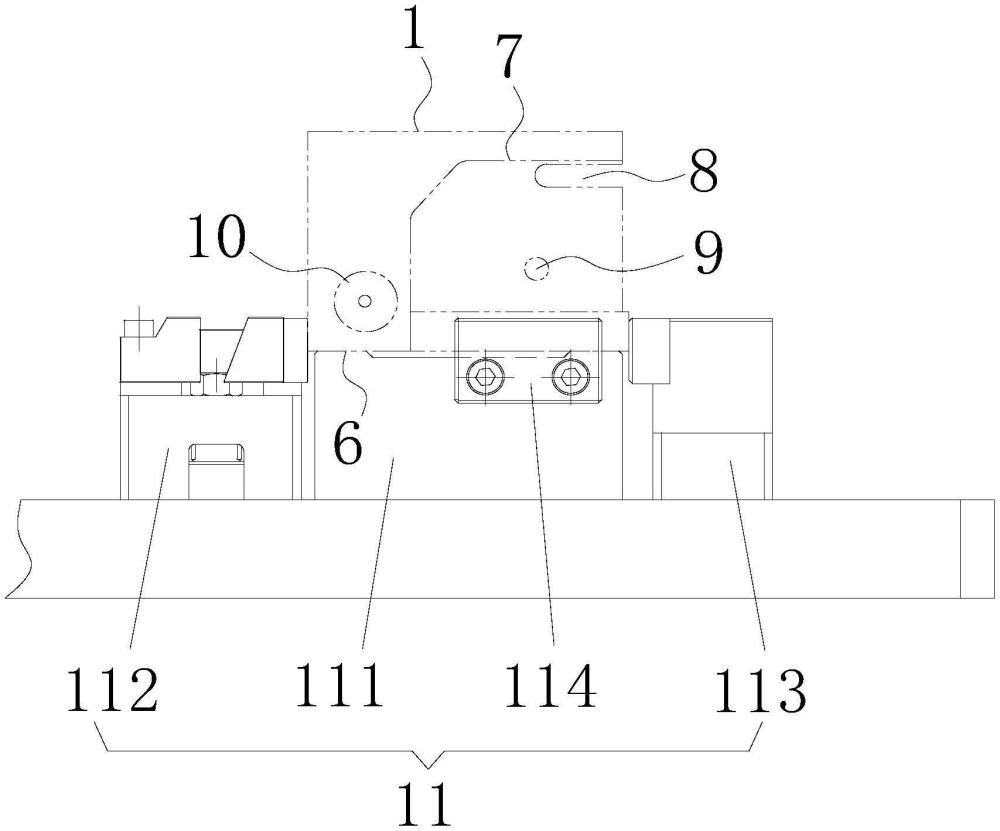
2、电子玻璃切割设备刀轮座是铝制件,材质较软,局部壁厚2mm,采用cnc加工的核心工艺问题是:怎样通过合理的装夹方法及加工顺序避免刀轮座加工、装夹变形,满足设计精度要求。参阅图1,当前刀轮座采用的装夹加工顺序为:第一步,夹长方体坯料两侧,铣削基准a面1、斜面2、第一安装孔3、第一台阶孔4及凹槽5;第二步,以基准a面1及第一安装孔3装夹定位,压紧毛坯面6,铣削两侧台阶面7、腰型槽8、第二安装孔9和第二台阶孔10;第三步,以基准a面1及第一安装孔3装夹定位,压紧已加工的台阶面7,铣削外轮廓。该方案存在的问题是:1、先铣凹槽5后加工第二台阶孔10,凹槽5中空无支撑力,切削第二台阶孔10的孔深较大,凹槽5易变形;2、先加工第一台阶孔4后铣削两侧台阶面7,第一台阶孔4的孔壁薄切削量大,导致第一台阶孔4尺寸不稳定,且第二步毛坯面6的压紧面小,切削量大,装夹不稳定,影响成型精度和表面质量,无法保证刀轮座加工的可靠性和成型精度。
技术实现思路
1、本发明所要解决的技术问题在于如何保证刀轮座加工的可靠性和成型精度。
2、为解决上述技术问题,本发明提供如下技术方案:
3、一种电子玻璃切割用刀轮座的加工方法,具体包括如下步骤:
4、步骤1:通过第一夹具组件将刀轮座胚料夹紧,先粗铣基准a面和钻第一台阶孔的上方过孔,再铣削两侧台阶面、腰形槽以及先粗铣再半精铣第二台阶孔,再先粗铣再半精铣第二安装孔,再精铣基准a面、钻第一台阶孔的下方过孔以及第一安装孔;
5、步骤2:将步骤1中加工后的刀轮座胚料从第一夹具组件上取出并通过第二夹具组件将加工后的刀轮座胚料夹紧,然后先粗铣再精铣斜面和凹槽;
6、步骤3:将步骤2中加工后的刀轮座胚料从第二夹具组件上取出并通过第三夹具组件将加工后的刀轮座胚料夹紧,然后先粗铣再精铣外轮廓面,再精铣第二台阶孔和第二安装孔。
7、本发明先加工第二台阶孔再加工凹槽,防止了凹槽变形,保证了凹槽的加工精度;将第一台阶孔的上方过孔和下方过孔分段加工,并且是先加工台阶面再加工第一台阶孔的下方过孔,使得加工台阶面时不会影响第一台阶孔的下方过孔尺寸,保证了第一台阶孔的加工精度;另外,再加工台阶面时,刀轮座胚料的整个毛坯面均贴合在第一夹具组件上,夹紧面大,在大切削量时能够保证装夹的稳定,进而保证刀轮座加工的可靠性和成型精度。
8、优选地,所述第一夹具组件包括第一垫板、ok夹具、第一挡块和第二挡块,所述第一垫板用于放置刀轮座胚料,刀轮座胚料毛坯面贴合在第一垫板上,所述第一垫板两侧分别设置有ok夹具和第一挡块,所述第一垫板垂直于ok夹具侧的一侧设置有第二挡块。
9、优选地,所述第二夹具组件包括第二垫板、浮动支撑钉、第一定位销和第一压紧结构,所述第二垫板用于放置步骤1中加工后的刀轮座胚料,刀轮座胚料两侧台阶面的底面贴合在第二垫板顶面上,所述第二垫板上底面和顶面分别设置有浮动支撑钉和能够插入第一安装孔的第一定位销,所述第二垫板两侧均设置有压紧刀轮座胚料基准a面的第一压紧结构。
10、优选地,所述第三夹具组件包括第三垫板、第二定位销和第二压紧结构,所述第三垫板用于放置步骤2中加工后的刀轮座胚料,刀轮座胚料基准a面贴合在第三垫板上,所述第三垫板上设置有能够插入第一安装孔的第二定位销,所述第三垫板一侧设置有两组能够压紧刀轮座胚料两侧台阶面的第二压紧结构。
11、优选地,所述步骤1中粗铣基准a面时预留0.2mm加工余量。
12、优选地,所述步骤1中先粗铣再半精铣第二台阶孔时直径预留单边0.25mm加工余量,孔深预留0.3mm加工余量。
13、优选地,所述步骤1中先粗铣再半精铣第二安装孔时直径预留单边0.25mm加工余量。
14、与现有技术相比,本发明的有益效果是:
15、本发明先加工第二台阶孔再加工凹槽,防止了凹槽变形,保证了凹槽的加工精度;将第一台阶孔的上方过孔和下方过孔分段加工,并且是先加工台阶面再加工第一台阶孔的下方过孔,使得加工台阶面时不会影响第一台阶孔的下方过孔尺寸,保证了第一台阶孔的加工精度;另外,再加工台阶面时,刀轮座胚料的整个毛坯面均贴合在第一夹具组件上,夹紧面大,在大切削量时能够保证装夹的稳定,进而保证刀轮座加工的可靠性和成型精度。
技术特征:1.一种电子玻璃切割用刀轮座的加工方法,其特征在于:具体包括如下步骤:
2.根据权利要求1所述的一种电子玻璃切割用刀轮座的加工方法,其特征在于:所述第一夹具组件包括第一垫板、ok夹具、第一挡块和第二挡块,所述第一垫板用于放置刀轮座胚料,刀轮座胚料毛坯面贴合在第一垫板上,所述第一垫板两侧分别设置有ok夹具和第一挡块,所述第一垫板垂直于ok夹具侧的一侧设置有第二挡块。
3.根据权利要求1所述的一种电子玻璃切割用刀轮座的加工方法,其特征在于:所述第二夹具组件包括第二垫板、浮动支撑钉、第一定位销和第一压紧结构,所述第二垫板用于放置步骤1中加工后的刀轮座胚料,刀轮座胚料两侧台阶面的底面贴合在第二垫板顶面上,所述第二垫板上底面和顶面分别设置有浮动支撑钉和能够插入第一安装孔的第一定位销,所述第二垫板两侧均设置有压紧刀轮座胚料基准a面的第一压紧结构。
4.根据权利要求1所述的一种电子玻璃切割用刀轮座的加工方法,其特征在于:所述第三夹具组件包括第三垫板、第二定位销和第二压紧结构,所述第三垫板用于放置步骤2中加工后的刀轮座胚料,刀轮座胚料基准a面贴合在第三垫板上,所述第三垫板上设置有能够插入第一安装孔的第二定位销,所述第三垫板一侧设置有两组能够压紧刀轮座胚料两侧台阶面的第二压紧结构。
5.根据权利要求1所述的一种电子玻璃切割用刀轮座的加工方法,其特征在于:所述步骤1中粗铣基准a面时预留0.2mm加工余量。
6.根据权利要求1所述的一种电子玻璃切割用刀轮座的加工方法,其特征在于:所述步骤1中先粗铣再半精铣第二台阶孔时直径预留单边0.25mm加工余量,孔深预留0.3mm加工余量。
7.根据权利要求1所述的一种电子玻璃切割用刀轮座的加工方法,其特征在于:所述步骤1中先粗铣再半精铣第二安装孔时直径预留单边0.25mm加工余量。
技术总结本发明公开了一种电子玻璃切割用刀轮座的加工方法,包括如下步骤:步骤1:先粗铣基准A面和钻第一台阶孔的上方过孔,再铣削两侧台阶面、腰形槽以及先粗铣再半精铣第二台阶孔,再先粗铣再半精铣第二安装孔,再精铣基准A面、钻第一台阶孔的下方过孔以及第一安装孔;步骤2:先粗铣再精铣斜面和凹槽;步骤3:先粗铣再精铣外轮廓面,再精铣第二台阶孔和第二安装孔。本发明的优点在于,本发明保证了凹槽的加工精度;加工台阶面时不会影响第一台阶孔的下方过孔尺寸,保证了第一台阶孔的加工精度;在大切削量时能够保证装夹的稳定,进而保证刀轮座加工的可靠性和成型精度。
技术研发人员:蒋涛涛,李天天,段张龙,张祥,耿志新,丁瑶,方宝,赵少强,张宏盛,潘云琪
受保护的技术使用者:蚌埠凯盛工程技术有限公司
技术研发日:技术公布日:2024/10/10