一种曲轴箱轴承孔加工方法与流程
本发明涉及曲轴箱轴承孔加工,具体为一种曲轴箱轴承孔加工方法。
背景技术:
1、随着社会经济的快速发展,。
2、但是,对曲轴箱轴承孔加工时,需要使用铣刀对曲轴箱铣削贯穿,花费的时间较长,且对铣刀的损伤较大;因此,不满足现有的需求,对此我们提出了一种曲轴箱轴承孔加工方法。
技术实现思路
1、本发明的目的在于提供一种曲轴箱轴承孔加工方法,以解决上述背景技术中提出的对曲轴箱轴承孔加工时,需要使用铣刀对曲轴箱铣削贯穿,花费的时间较长,且对铣刀的损伤较大等问题。
2、为实现上述目的,本发明提供如下技术方案:一种曲轴箱轴承孔加工方法,包括以下步骤:
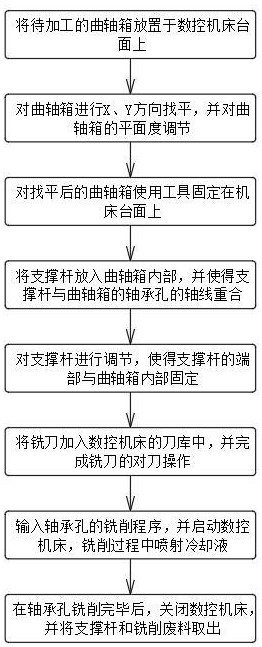
3、s1:将待加工的曲轴箱放置在数控机床的机床台面上;
4、s2:对曲轴箱进行x、y方向找平,并调节曲轴箱表面的平面度;
5、s3:对找平后的曲轴箱进行固定,并将铣刀加入数控机床的刀库中;
6、s4:将支撑杆放置于曲轴箱内部,并保证支撑杆的轴线与曲轴箱轴承孔的轴线重合,并调节支撑杆使得支撑杆的两端与曲轴箱的内壁固定;
7、s5:将铣刀从刀库中调出并完成刀具对刀操作;
8、s6:对刀完毕后输入铣削程序,并启动数控机床对曲轴箱进行铣削加工;
9、s7:铣削过程中需要持续向曲轴箱加工部位喷射冷却液;
10、s8:铣削工序结束后,开启数控机床,将支撑杆从曲轴箱中取出,并将铣削废料从支撑杆的端部取下,完成对曲轴箱轴承孔的加工。
11、优选的,所述铣刀包括刀柄,所述刀柄可拆卸的安装在输出机床的主轴上,所述刀柄的底端固定有刀片固定座。
12、优选的,所述刀片固定座呈倒u形且两端外侧均可拆卸的安装有刀片,所述刀片与刀片固定座通过螺钉连接。
13、优选的,所述支撑杆包括收纳杆,所述收纳杆的两端端部均滑动安装有调节杆,所述调节杆的外端固定镶嵌有电磁铁,所述收纳杆、调节杆与曲轴箱内壁通过电磁铁连接固定。
14、优选的,所述调节杆滑动插接在收纳杆内部的端部固定有调节丝杆,所述收纳杆的外侧转动安装有调节环。
15、优选的,所述调节环的内表面固定有旋转齿环,所述旋转齿环与收纳杆转动连接,所述旋转齿环的内侧啮合连接有两个传动齿轮,两个所述传动齿轮的中间贯穿固定有内螺纹套管。
16、优选的,所述内螺纹套管的端部与收纳杆通过滚子轴承连接,所述调节丝杆贯穿内螺纹套管并与内螺纹套管通过螺纹传动。
17、优选的,两个所述调节丝杆位置旋转对称,且两个调节丝杆外表面的螺纹旋向完全相反。
18、与现有技术相比,本发明的有益效果是:
19、1、本发明利用数控机床主轴带动刀柄、刀片固定座和刀片高速旋转,在曲轴箱表面开出一个环形贯穿槽,无需对曲轴箱轴承孔处的所有材料进行铣削,缩短曲轴箱轴承中的铣削时间、提高曲轴箱轴承孔的加工时间;
20、2、本发明通过将调节环、收纳杆、调节杆和电磁铁放置于曲轴箱内部,并旋转调节环,使得两个调节杆从收纳杆的端部伸出并与曲轴箱内壁挤压,在通过电磁铁通电对曲轴箱进行磁性吸附,保证曲轴箱轴承孔进行铣削加工时,铣削产生的废料不会出现晃动、振动或位置偏移,保证曲轴箱轴承孔加工过程中的安全和稳定。
技术特征:
1.一种曲轴箱轴承孔加工方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种曲轴箱轴承孔加工方法,其特征在于:所述铣刀(1)包括刀柄(11),所述刀柄(11)可拆卸的安装在输出机床的主轴上,所述刀柄(11)的底端固定有刀片固定座(12)。
3.根据权利要求2所述的一种曲轴箱轴承孔加工方法,其特征在于:所述刀片固定座(12)呈倒u形且两端外侧均可拆卸的安装有刀片(13),所述刀片(13)与刀片固定座(12)通过螺钉连接。
4.根据权利要求1所述的一种曲轴箱轴承孔加工方法,其特征在于:所述支撑杆(2)包括收纳杆(22),所述收纳杆(22)的两端端部均滑动安装有调节杆(23),所述调节杆(23)的外端固定镶嵌有电磁铁(24),所述收纳杆(22)、调节杆(23)与曲轴箱内壁通过电磁铁(24)连接固定。
5.根据权利要求4所述的一种曲轴箱轴承孔加工方法,其特征在于:所述调节杆(23)滑动插接在收纳杆(22)内部的端部固定有调节丝杆(28),所述收纳杆(22)的外侧转动安装有调节环(21)。
6.根据权利要求5所述的一种曲轴箱轴承孔加工方法,其特征在于:所述调节环(21)的内表面固定有旋转齿环(25),所述旋转齿环(25)与收纳杆(22)转动连接,所述旋转齿环(25)的内侧啮合连接有两个传动齿轮(26),两个所述传动齿轮(26)的中间贯穿固定有内螺纹套管(27)。
7.根据权利要求6所述的一种曲轴箱轴承孔加工方法,其特征在于:所述内螺纹套管(27)的端部与收纳杆(22)通过滚子轴承连接,所述调节丝杆(28)贯穿内螺纹套管(27)并与内螺纹套管(27)通过螺纹传动。
8.根据权利要求7所述的一种曲轴箱轴承孔加工方法,其特征在于:两个所述调节丝杆(28)位置旋转对称,且两个调节丝杆(28)外表面的螺纹旋向完全相反。
技术总结
本发明涉及曲轴箱轴承孔加工技术领域,具体为一种曲轴箱轴承孔加工方法,解决了对曲轴箱轴承孔加工时,需要使用铣刀对曲轴箱铣削贯穿,花费的时间较长,且对铣刀的损伤较大的问题。一种曲轴箱轴承孔加工方法,包括以下步骤;S1:将待加工的曲轴箱放置在数控机床的机床台面上;S2:对曲轴箱进行X、Y方向找平,并调节曲轴箱表面的平面度;S3:对找平后的曲轴箱进行固定,并将铣刀加入数控机床的刀库中;S4:将支撑杆放置于曲轴箱内部,并保证支撑杆的轴线与曲轴箱轴承孔的轴线重合。本发明在曲轴箱轴承孔加工时,在曲轴箱轴承孔的位置铣削处一个贯穿的圆环,缩短铣削所用的时间、提高工作效率,且降低铣刀在铣削过程中的损伤。
技术研发人员:许亚朋
受保护的技术使用者:无锡艾乐凡精密科技有限公司
技术研发日:
技术公布日:2025/1/6
- 还没有人留言评论。精彩留言会获得点赞!