一种定心双向夹紧多工位夹具及其使用方法与流程
本发明属于机床夹具,具体涉及一种定心双向夹紧多工位夹具以及一种该夹具的使用方法。
背景技术:
1、如图15、图15a和图15b所示,某些产品中的零件如机芯零件为“凸”型,其一端开设有台阶方孔,方孔底部开设有圆形沉孔,另一端中部开设有通槽,通槽底部开设有长条孔,长条孔与圆形沉孔相通,且与圆形沉孔对称度要求为0.025mm,精度较高,沿通槽方向零件前侧面还设有方形凸台。生产中,零件制出方孔及圆形沉孔后,需以圆形沉孔为基准精加工长条孔。但因零件翻面后圆形沉孔不可见,加工长条孔时无法精准找正,导致加工困难。
2、目前这类零件在生产中采取以下方法:制圆形沉孔时以零件外轮廓型面为定位基准,翻面后,再以相同的零件外轮廓型面定位制出长条孔。这种加工孔或型腔背面的相对该孔或型腔有高精度位置关系的形状的加工方法的弊端是:定位基准转换,造成累积误差大,定位精度差,对于高精度要求的零件,形位公差易超差,产生不合格品多,加工低效。
技术实现思路
1、本发明的目的在于解决现有技术所存在的加工孔或型腔背面的相对孔或型腔有高精度位置关系的形状时,以零件外轮廓型面为定位基准制出孔或型腔并在翻面后再以零件外轮廓型面定位制出背面形状而导致累积误差大、定位精度差的问题,而提供了一种定心双向夹紧多工位夹具以及一种该夹具的使用方法,该夹具结构简单且易操作,零件定位准确、快装快卸,效率高。
2、为实现上述目的,本发明所提供的技术解决方案是:
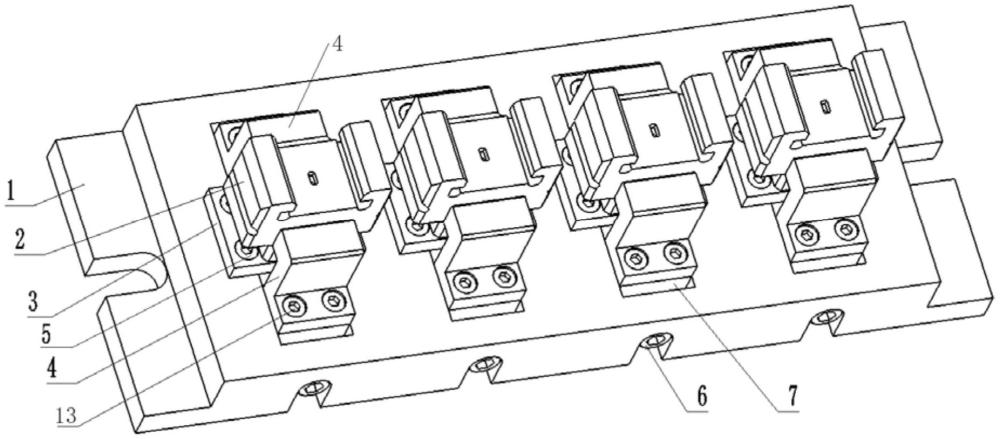
3、一种定心双向夹紧多工位夹具,其特殊之处在于:包括底座和并排布置在底座上的多个夹紧组件,每个夹紧组件均包括定位座、压块、轴、两个滑块、两个压簧和两个夹板;
4、底座用于固连在机床工作台上,底座上开设有用于安装夹紧组件的多个长槽,长槽中两端对称设置有方孔,长槽中部底面具有第一半圆柱面;
5、定位座在长槽的顶部连接至底座,用于被加工工件通过其孔或型腔定位;
6、压块在长槽中部底面处连接至底座,且设有第二半圆柱面,其能够与第一半圆柱面构成用于接纳轴的圆孔;
7、轴轴向安装在长槽中且中部与圆孔接触,轴在两端具有旋向相反的螺纹;
8、两个滑块和两个压簧分别对称定位在方孔中,压簧套设在轴的两端且抵接至第一半圆柱面两侧,两个压簧承受相同的轴向压力,滑块在压簧的外侧螺纹连接在轴的两端,轴能够在压簧的作用下相对于底座轴向移位,滑块能够在轴旋转时被带动而在方孔中滑动;
9、两个夹板用于夹紧工件,分别连接至滑块,使得定位座及工件位于两个夹板之间,两个夹板随滑块同时移向或移离定位座及工件,从而将工件夹紧或松开。
10、进一步地,底座为长方体结构,且在长度方向上的两端开设有l形缺口,l形缺口的底面加工有u形槽,u形槽用于将底座固连在机床工作台上。
11、进一步地,底座在长槽的两端端面中部开设有用于接纳轴的凹口。
12、进一步地,第一半圆柱面的径向两侧设置有穿过螺栓的多个通孔,通孔靠近底座顶部处设有凹槽,凹槽用于容置与螺栓相配的螺母,使得在旋紧螺栓时螺母不会转动。
13、进一步地,夹板呈z形,其一端用于抵接工件,另一端连接至滑块。
14、进一步地,夹板的用于连接滑块的一端设置有二阶台阶孔,以供螺钉穿过来连接夹板与滑块。
15、进一步地,轴的两端端面开设有内六方孔,用于通过工具使轴转动。
16、进一步地,定位座包括基部和凸块,基部上设置有二阶台阶孔,以通过螺钉将定位座连接至底座,凸块用于与工件的孔或型腔配合。
17、一种上述定心双向夹紧多工位夹具的使用方法,其特殊之处在于,包括以下步骤:
18、步骤1,一个夹紧组件与底座的组装:将两个滑块和两个压簧对称安装在轴的两端,压簧更靠近轴的中部;用压块将轴的中部固定在底座上的第一半圆柱面中,并使压簧抵接在第一半圆柱面两侧;将两个夹板分别连接至两个滑块;将定位座在两个夹板之间连接至底座;
19、步骤2,重复步骤1,将所有夹紧组件都安装至底座,完成夹具的组装;
20、步骤3,将夹具固连在机床工作台上;
21、步骤4,将被加工工件安装在定位座上;
22、步骤5,使轴转动,带动两个滑块在方孔中同时移向定位座,两个滑块又带动与其相连的两个夹板推正并夹紧工件,在两个夹板移向工件的过程中,当一侧夹板先触碰到工件一侧表面而运动受阻时,轴即沿轴向向阻力方向微位移,同时轴上两夹板间距持续缩小,直至两夹板夹紧工件,之后开启对工件的加工;
23、步骤6,加工完成后,转动轴,通过滑块带动两个夹板移离工件,然后将工件取出,在压簧的作用下,两个夹板的夹紧中心回复到初始夹紧中心状态。
24、本发明的优点是:
25、1、本发明的定心双向夹紧多工位夹具及其使用方法,其中夹具包括底座和多个夹紧组件,底座可固连至机床工作台,每个夹紧组件中,连接至底座的定位座可安装被加工工件并与其孔或型腔配合,安装在底座上的轴可通过螺纹配合带动两个滑块及夹板同时移向或移离定位座,由此夹板将工件夹紧或松开。因此,在以零件的外轮廓型面为基准加工出孔或型腔之后,将零件翻面来加工其背面相对孔或型腔有高精度位置关系的形状时,本发明可将该孔或型腔作为定位基准,避免了在加工背面形状时再次以零件外轮廓型面为基准而导致的累计误差,因而本发明的夹具使得工件的工艺基准与设计基准统一,避免了加工背面形状过程中定位夹紧时基准转换造成的误差累积,定位精度高。
26、2、本发明中,轴两端设置有旋向相反的螺纹结构,当夹板夹持零件时,零件夹紧面对称中心与夹板初始夹紧中心存在偏差、一侧夹板先触碰到零件时,该夹板运动受阻,轴即向阻力方向轴向运动,两夹板间距持续缩小,由此两个夹板的夹紧中心沿轴向微移位,直至对侧夹板触压零件而夹紧工件。因此,当零件以内孔定位安装后,两个夹板向心夹紧零件的外轮廓时,其夹紧中心可相对零件的外轮廓自动微偏移调节,以补偿不同零件外轮廓尺寸公差引起的误差,使零件的夹紧更加安全可靠。
27、3、夹具中轴上的两个压簧承受压力,初始状态时,两侧压簧受力一致,当夹板夹紧工件,其夹紧中心偏离初始夹紧中心时,两侧压簧压缩受力不一致,在工件卸出后,轴在压簧的弹力作用下沿受力方向位移,可使夹板的夹紧中心回复到初始夹紧中心状态,有利于下次的工件装夹。
28、4、本发明的夹具包括多个夹紧组件,可提供多处工位。当夹具在机床工作台上安装固定后,夹具上每一处工位在机床坐标系中的位置固定,零件加工完成后卸下再装入新工件时,无需重复找正。
29、5、可通过改变定位座与工件相配的型面形状,满足具有不同型腔形状零件的类似定位加工,夹具适用性强。
技术特征:
1.一种定心双向夹紧多工位夹具,其特征在于:包括底座和并排布置在所述底座上的多个夹紧组件,每个夹紧组件均包括定位座、压块、轴、两个滑块、两个压簧和两个夹板;
2.根据权利要求1所述的定心双向夹紧多工位夹具,其特征在于:所述底座为长方体结构,且在长度方向上的两端开设有l形缺口,所述l形缺口的底面加工有u形槽,所述u形槽用于将所述底座固连在机床工作台上。
3.根据权利要求1或2所述的定心双向夹紧多工位夹具,其特征在于:所述底座在所述长槽的两端端面中部开设有用于接纳所述轴的凹口。
4.根据权利要求1或2所述的定心双向夹紧多工位夹具,其特征在于:所述第一半圆柱面的径向两侧设置有穿过螺栓的多个通孔,所述通孔靠近所述底座顶部处设有凹槽,所述凹槽用于容置与螺栓相配的螺母,使得在旋紧螺栓时螺母不会转动。
5.根据权利要求1或2所述的定心双向夹紧多工位夹具,其特征在于:所述夹板呈z形,其一端用于抵接工件,另一端连接至所述滑块。
6.根据权利要求5所述的定心双向夹紧多工位夹具,其特征在于:所述夹板的用于连接滑块的一端设置有二阶台阶孔,以供螺钉穿过来连接所述夹板与所述滑块。
7.根据权利要求1或2所述的定心双向夹紧多工位夹具,其特征在于:所述轴的两端端面开设有内六方孔,用于通过工具使轴转动。
8.根据权利要求1或2所述的定心双向夹紧多工位夹具,其特征在于:所述定位座包括基部和凸块,所述基部上设置有二阶台阶孔,以通过螺钉将所述定位座连接至所述底座,所述凸块用于与工件的孔或型腔配合。
9.一种权利要求1至8中的任一项所述的定心双向夹紧多工位夹具的使用方法,其特征在于,包括以下步骤:
技术总结
本发明提供了一种定心双向夹紧多工位夹具及其使用方法。夹具包括底座和多个夹紧组件。夹紧组件中,底座固连至机床工作台,其长槽中对称设置有方孔;定位座连接至底座,用于被加工工件的定位;压块在长槽底面处连接至底座,与长槽处第一半圆柱面一起接纳轴;轴两端具有旋向相反的螺纹;滑块和压簧都套在轴上且对称定位在方孔中,滑块在压簧的外侧螺纹连接至轴;夹板连接至滑块,可同时移向或移离定位座及工件而将工件夹紧或松开。在以零件外轮廓型面为基准加工出孔或型腔之后,将零件翻面来加工其背面相对孔或型腔有高精度位置关系的形状时,本发明可将孔或型腔作为定位基准,避免了在加工背面形状时还以零件外轮廓型面为基准而导致的累计误差。
技术研发人员:王军侠,王元飞,张瑞莉,邹佳瑞,张浩
受保护的技术使用者:西安昆仑工业(集团)有限责任公司
技术研发日:
技术公布日:2024/8/20
- 还没有人留言评论。精彩留言会获得点赞!