一种高线精轧机故障判定方法与流程
本专利申请属于轧机故障判定,更具体地说,是涉及一种高线精轧机故障判定方法。
背景技术:
1、高线精轧机是一种用于轧制金属线材的设备,广泛应用于钢铁、有色金属等行业。它的主要作用是通过连续轧制和塑性变形,将粗线材逐步压制成细线材,并达到一定的尺寸精度和表面质量要求。,高线精轧机的工作原理涉及原料准备、传送系统、加热区域、压下辊、辊的布置以及径向力控制等多个步骤。在加工过程中,精轧机通过轧制操作,不断压缩、延展和改变金属材料的形状和尺寸,从而改变工件的物理特性和机械性能,提高材料的强度、硬度和韧性等性能指标。
2、此外,高线精轧机还是高速铁路和大型工程用钢材生产中不可或缺的一道工艺环节。它可以改变金属材料的组织结构和力学性能,降低其缺陷率和疲劳裂纹发生率,同时使产品表面得到一定的润滑光滑处理,提高产品的外观质量。
3、高速线材生产中精轧机设备的特点是精度高、转速高、工作环境恶劣,因此对保障系统要求苛刻,当高线精轧机出现故障时,带来的影响巨大,为了保证高线精轧机的平稳工作,需要对于高线精轧机进行故障判定,精轧机的特点决定了对点检准确性和及时性要求严格,因此日常点检的频度高,频率大概为2小时一次,每次1小时,尤其精轧机润滑系统的进水污染源确认和轧机故障的快速判定问题一直困扰高线设备管理和操作人员,一般情况都需要经验丰富的专业点检人员钻到精轧机底部通过底部窥孔去观察,由于精轧机底部现场环境非常恶劣,同时生产状态中又存在很多安全隐患,所以点检的效果、准确性和及时性都不理想,为了解决上述问题,亟待需要一种高线精轧机故障判定方法。
技术实现思路
1、本发明需要解决的技术问题是提供一种高线精轧机故障判定方法,能够确保点检的效果、准确性和及时性都符合理想。
2、为了解决上述问题,本发明所采用的技术方案是:
3、一种高线精轧机故障判定方法,包括如下步骤:
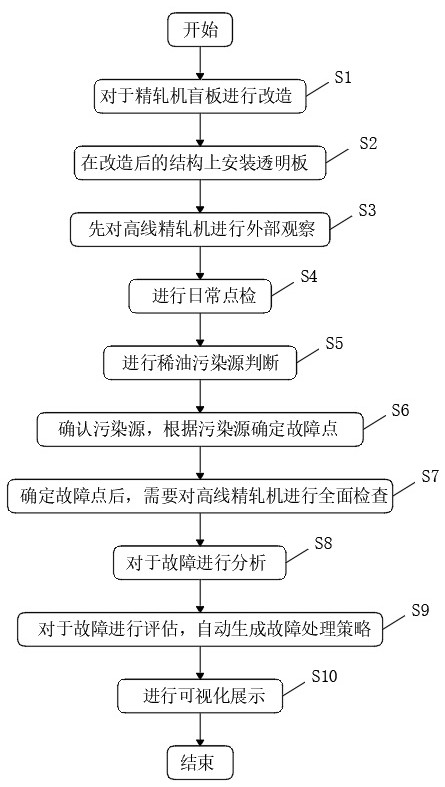
4、s1、对于精轧机盲板进行改造;
5、s2、在改造后的精轧机盲板结构上安装透明板;
6、s3、首先对高线精轧机进行外部观察;
7、s4、然后进行日常点检,观察高线精轧机内部;
8、s5、接着进行稀油污染源判断;
9、s6、确认污染源,根据污染源确定故障点;
10、s7、确定故障点后,最后对高线精轧机进行全面检查;
11、s8、对于故障进行分析;
12、s9、对于故障进行评估,自动生成故障处理策略;
13、s10、进行可视化展示。
14、进一步,s1中,“对于精轧机盲板进行改造”是指,将精轧机盲板上加设可视窥孔。
15、进一步,s2中,在可视窥孔上安装透明板,为防止透明板损坏在透明板的外部设置防护挡板。
16、进一步,透明板使用的材料为亚克力板。
17、进一步,s3中,“对高线精轧机进行外部观察”是指,观察高线精轧机设备是否出现异常声音、振动或过热等现象,并注意轧制过程中的异常情况,异常情况包括但不限于轧制速度不稳定、轧制力异常。
18、进一步,s4中,通过可视窥孔观察高线精轧机内部。s5中,进行稀油污染源判断,此过程中可轧机停车停油、送水,能清晰的查看轧机内部的情况,为故障诊断提供了直观的判断。
19、进一步,s6中,通过“计数”的方法进行污染源的确认,根据污染源确定故障点。
20、进一步,s7中,对高线精轧机进行全面检查包括对设备的电气系统、液压系统、传动系统以及轧制部件进行细致的检查,且通过专业的检测工具和设备,对设备的各个部件进行逐一排查,进行故障点的再次确认,故障点包括电机故障、冷却不足、润滑不足的一种或多种。
21、进一步,s8中,“对于故障进行分析”的具体过程为,对于高线精轧机的整体数据和工作环境信息进行获取,对于异常数据进行提取,对提取的上述数据/信息进行分析,从而对于故障原因进行评定。
22、进一步,s9中,自动生成的故障处理策略数量为5~8个;
23、s10中,可视化展示所用的终端为笔记本电脑、手机、平板、可穿戴设备中的一种或多种。
24、由于采用了上述技术方案,本发明取得的有益效果是:
25、本发明中,该方法具有原创性、实用性,有效解决了困扰高线精轧机点检不能及时、快速、有效的难题,使点检常态化、制度化成为可执行,同时也解决了恶劣环境对点检人员的影响及对点检人员经验的依赖,使故障判断简单化、可视化,该操作法具有先进性,解决了困扰生产的实际问题的同时又降低了人员负荷,此点检新方法还具有经济性、可应用性和可推广性,整体操作法简单、易行、准确。
技术特征:
1.一种高线精轧机故障判定方法,其特征在于:包括如下步骤:
2.根据权利要求1所述的一种高线精轧机故障判定方法,其特征在于:s1中,“对于精轧机盲板进行改造”是指,将精轧机盲板上加设可视窥孔。
3.根据权利要求2所述的一种高线精轧机故障判定方法,其特征在于:s2中,在可视窥孔上安装透明板,在透明板的外部设置防护挡板。
4.根据权利要求3所述的一种高线精轧机故障判定方法,其特征在于:透明板使用的材料为亚克力板。
5.根据权利要求1所述的一种高线精轧机故障判定方法,其特征在于:s3中,“对高线精轧机进行外部观察”是指,观察高线精轧机设备是否出现异常声音、振动或过热现象,并注意轧制过程中的异常情况,异常情况包括但不限于轧制速度不稳定、轧制力异常。
6.根据权利要求2所述的一种高线精轧机故障判定方法,其特征在于:s4中,通过可视窥孔观察高线精轧机内部。
7.根据权利要求6所述的一种高线精轧机故障判定方法,其特征在于:s6中,通过“计数”的方法进行污染源的确认,根据污染源确定故障点。
8.根据权利要求6所述的一种高线精轧机故障判定方法,其特征在于:s7中,对高线精轧机进行全面检查包括对设备的电气系统、液压系统、传动系统以及轧制部件进行检查,且通过专业的检测工具和设备,对设备的各个部件进行逐一排查,进行故障点的再次确认。
9.根据权利要求6所述的一种高线精轧机故障判定方法,其特征在于:s8中,“对于故障进行分析”的具体过程为,对于高线精轧机的整体数据和工作环境信息进行获取,对于异常数据进行提取,对提取的上述数据/信息进行分析,从而对于故障原因进行评定。
10.根据权利要求1-9任一项所述的一种高线精轧机故障判定方法,其特征在于:s9中,自动生成的故障处理策略数量为5~8个;
技术总结
本发明涉及一种高线精轧机故障判定方法,包括如下步骤:将精轧机盲板改造为可视窥孔、加装透明板、对高线精轧机进行外部观察、日常点检、稀油污染源判断以确认污染源、根据污染源确定故障点、故障分析与评估、可视化展示。本方法具有原创性、实用性,有效解决了困扰高线精轧机点检不能及时、快速、有效的难题,使点检常态化、制度化执行成为可能,同时也解决了恶劣环境对点检人员的影响及对点检人员经验的依赖,使故障判断简单化、可视化,整体操作方法具有先进性,解决了困扰生产的实际问题同时又降低了人员负荷,整体具有经济性、可应用性和可推广性,简单、易行、准确。
技术研发人员:张永喜,房金峰,魏委,陆凤慧,刘可可,邱磊,曹东旭,赵永劭
受保护的技术使用者:河钢股份有限公司承德分公司
技术研发日:
技术公布日:2024/10/10
- 还没有人留言评论。精彩留言会获得点赞!