一种金属极薄带精密渐进微冲裁成形装置及方法
本发明涉及一种渐进微冲裁成形装置及方法,具体涉及一种金属极薄带精密渐进微冲裁成形装置及方法,属于微制造。
背景技术:
1、近年来,微机电、微系统技术以及生物医学等领域对微型反应器等微型设备的需求日益增长。微成形技术以其生产率高、材料利用率高、近净形状特征以及成形件具有良好的机械性能的特点,被广泛应用于制备微型反应器、微型热交换器等微型设备,取得了良好的社会经济效益。然而在微成形过程中,材料的成形性能及成形精度均受到尺度效应影响,宏观尺度的成形规律不能直接应用于微成形过程。此外,一些关键技术问题,如介观尺度零件的成形质量、生产过程中的定位等问题,同样阻碍了微成形技术在大规模微制造生产中的应用。渐进微成形是一种通过渐进成形工艺制造介观尺度零件的成形技术,有利于改善成形件表面质量、减少成形缺陷以及提高成形精度等,并可满足日益增长的使用需求。
2、在极薄带微冲裁成形中,由于极薄带厚度较小(一般不超过0.1mm),此时凹凸模间隙较小,变形区晶粒较少,受尺度效应影响较为显著,故冲裁成形件存在尺寸精度低、断面质量差等缺陷。渐进微冲裁成形技术很好的处理了金属极薄带微冲裁时成形极限低、介观尺度零件表面质量不足、成形件尺寸精度低等问题,能有效提升介观尺度成形件的成形精度及断面质量,并减少断面缺陷,且具有成形稳定性好、废品率低等优点。
技术实现思路
1、本发明旨在克服现有精密极薄带冲裁成形件尺寸精度偏低﹑断面质量和形位公差不能满足要求等难题,设计了一种金属极薄带精密渐进微冲裁成形装置,提供了一种金属极薄带精密渐进微冲裁成形方法。
2、为实现上述目的,本发明采用了以下技术方案:
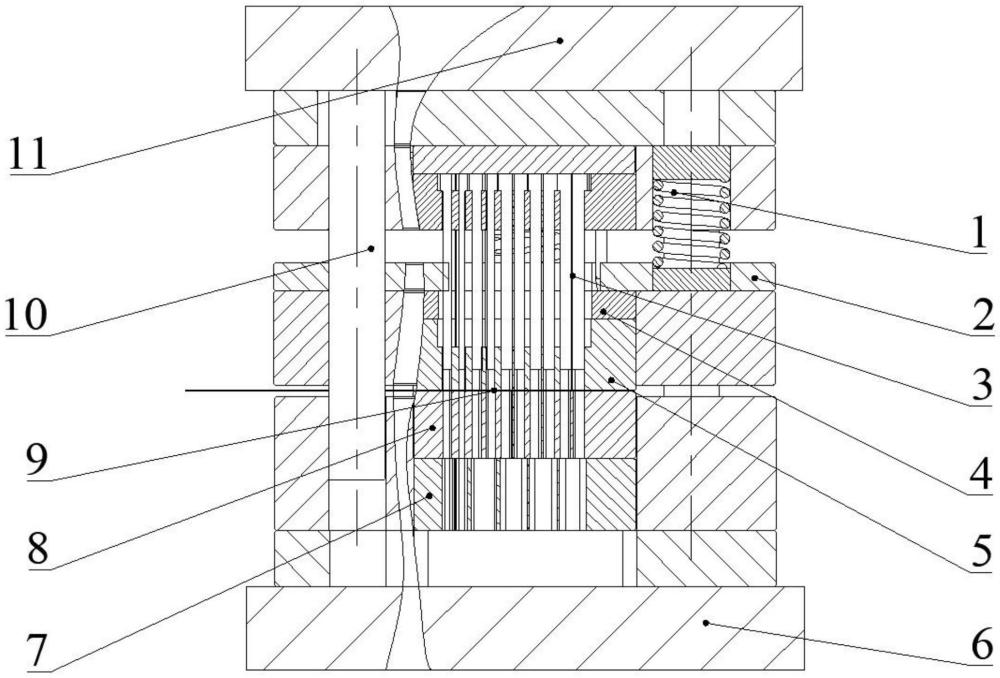
3、一种金属极薄带精密渐进微冲裁成形装置包括上模板、冲头、弹簧、推板、冲头限位装置、凹模、卸料板、下模板和导柱,所述导柱固定在下模板上,所述上模板、冲头限位装置和推板均与导柱滑动连接;所述冲头的凸模依次分为冲孔凸模、渐进成形凸模以及冲裁凸模,所述冲头与上模板连接,所述弹簧套设在导柱上,且其两端分别固定在上模板与冲头限位装置上,所述推板由推板上层和推板下层组成,所述推板固定在冲头限位装置上,所述冲头限位装置用于限制冲头冲裁方向,并防止上模板过度位移,在所述推板上开设有与冲头的凸模相同形状和尺寸的空孔可使冲头顺利通过;所述凹模为一系列形状相同、尺寸不同的渐进成形凹模,所述凹模与卸料板及下模板相连接。
4、进一步地,所述冲孔凸模与渐进成形凸模的形状相同、尺寸不同,且冲孔凸模的尺寸大于渐进成形凸模的尺寸。
5、再进一步地,所述一系列形状相同、尺寸不同的渐进成形凹模,自首个渐进成形凹模起,其尺寸依次减小。
6、更进一步地,所述冲头与上模板连接,具体是利用螺栓和过渡配合将冲头与上模板连接;所述推板固定在冲头限位装置上,具体是利用螺栓和过渡配合将推板上层固定在冲头限位装置上;所述凹模与卸料板及下模板相连接,具体是将凹模和卸料板利用螺栓和过渡配合与下模板连接。
7、更进一步地,所述成形装置的上模板中装配力传感器,所述成形装置还包括数据采集装置,所述力传感器与数据采集装置连接,数据采集装置输出冲裁力与位移曲线。
8、一种利用本发明成形装置的金属极薄带精密渐进微冲裁成形方法,是将金属极薄带放入凹模与推板之间,将每步冲裁得到薄带上的导向孔依次与凹模上的导正销配合,持续成形得到同形状尺寸越小的成形件,最终可持续得到介观尺度最终成形件。具体包括以下步骤:
9、步骤1,在初始阶段固定在上模板的弹簧处于放松状态,将准备好的金属极薄带放入凹模与推板下层之间;
10、步骤2,采取手动或自动操作的方式控制压力机,在压力机的作用下使得上模板带动冲头下行,由于冲头限位装置的存在,当弹簧达到极限压缩位置时冲裁结束,冲孔凸模冲裁得到导向孔和第一成形件;
11、步骤3,将金属极薄带前移,使冲裁得到的导向孔与凹模上的导正销间隙配合,采取手动或自动操作的方式控制压力机使得冲裁进行,冲孔凸模冲裁得到导向孔和第二成形件,渐进成形凸模对第一成形件再次冲裁;
12、步骤4,再将金属极薄带前移,使冲裁得到的导向孔与凹模上的导正销间隙配合,采取手动或自动操作的方式控制压力机使得冲裁进行,冲孔凸模冲裁得到导向孔和第三成形件,渐进成形凸模对第一成形件、第二成形件再次冲裁;
13、步骤5,持续将金属极薄带前移,使冲裁得到的导向孔与凹模上的导正销间隙配合,采取手动或自动操作的方式控制压力机使得冲裁进行,冲孔凸模冲裁得到导向孔和新成形件,渐进成形凸模对前面的成形件进行再次冲裁,直至第一成形件的规格尺寸符合要求;
14、步骤6,再将金属极薄带前移,使冲裁得到的导向孔与凹模上的导正销间隙配合,采取手动或自动操作的方式控制压力机使得冲裁进行,冲裁凸模对第一成形件冲裁得到最终成形件,渐进成形凸模对剩余的成形件再次冲裁,冲孔凸模冲裁得到新的第一成形件;
15、步骤7,持续将金属极薄带前移,采取手动或自动操作的方式控制压力机使得冲裁进行,可连续得到规格尺寸符合要求的最终成形件。
16、进一步地,所述步骤1中的金属极薄带厚度不超过0.1mm,宽度尺寸不超过凹模中的上限、下限位销距离。
17、再进一步地,所述步骤1中的金属极薄带的材料为可成形性较好的单金属材料或者复合金属材料。
18、更进一步地,所述可成形性较好的单金属材料或者复合金属材料,具体为铜、铝、钛、不锈钢、铜合金、铝合金、钛合金、铜/铝复合材料、铝/钢复合材料或铜/钢复合材料。
19、本发明的所述成形装置及方法适用于冲裁成形厚度尺寸为0.1mm以下的异形复杂形状介观尺度成形件。
20、本发明的成形方法的设计思想通过模具优化也适用于金属薄带精密渐进微冲裁成形工艺。
21、与现有技术相比,本发明具有以下有益效果:
22、1.本发明提出的渐进微冲裁成形装置可以用于制备具备高成形精度及成形质量的复杂异形微型件。
23、2.与传统的微冲裁装置相比,本发明提出的渐进微冲裁成形装置可根据需求定制各种复杂异形微型件,并能实现自动连续化生产制备。
技术特征:
1.一种金属极薄带精密渐进微冲裁成形装置,其特征在于:包括上模板(11)、冲头(3)、弹簧(1)、推板、冲头限位装置(2)、凹模(8)、卸料板(7)、下模板(6)和导柱(10),所述导柱(10)固定在下模板(6)上,所述上模板(11)、冲头限位装置(2)和推板均与导柱(10)滑动连接;所述冲头(3)的凸模依次分为冲孔凸模、渐进成形凸模以及冲裁凸模,所述冲头(3)与上模板(11)连接,所述弹簧(1)套设在导柱(10)上,且其两端分别固定在上模板(11)与冲头限位装置(2)上,所述推板由推板上层(4)和推板下层(5)组成,所述推板固定在冲头限位装置(2)上,所述冲头限位装置(2)用于限制冲头冲裁方向,并防止上模板(11)过度位移,在所述推板上开设有与冲头的凸模相同形状和尺寸的空孔可使冲头顺利通过;所述凹模(8)为一系列形状相同、尺寸不同的渐进成形凹模,所述凹模(8)与卸料板(7)及下模板(6)相连接。
2.根据权利要求1所述的一种金属极薄带精密渐进微冲裁成形装置,其特征在于:所述冲孔凸模与渐进成形凸模的形状相同、尺寸不同,且冲孔凸模的尺寸大于渐进成形凸模的尺寸。
3.根据权利要求1所述的一种金属极薄带精密渐进微冲裁成形装置,其特征在于:所述一系列形状相同、尺寸不同的渐进成形凹模,自首个渐进成形凹模起,其尺寸依次减小。
4.根据权利要求1所述的一种金属极薄带精密渐进微冲裁成形装置,其特征在于:所述冲头(3)与上模板(11)连接,具体是利用螺栓和过渡配合将冲头(3)与上模板(11)连接;所述推板固定在冲头限位装置(2)上,具体是利用螺栓和过渡配合将推板上层(4)固定在冲头限位装置上;所述凹模(8)与卸料板(7)及下模板(6)相连接,具体是将凹模(8)和卸料板(7)利用螺栓和过渡配合与下模板(6)连接。
5.根据权利要求1所述的一种金属极薄带精密渐进微冲裁成形装置,其特征在于:所述成形装置的上模板中装配力传感器,所述成形装置还包括数据采集装置,所述力传感器与数据采集装置连接,所述数据采集装置用于输出冲裁力与位移曲线。
6.一种利用权利要求1-5任一项所述成形装置的金属极薄带精密渐进微冲裁成形方法,其特征在于:所述金属极薄带精密渐进微冲裁成形方法包括以下步骤:
7.根据权利要求6所述的一种金属极薄带精密渐进微冲裁成形方法,其特征在于:所述步骤1中的金属极薄带厚度不超过0.1mm,宽度尺寸不超过凹模中的上限、下限位销距离。
8.根据权利要求6所述的一种金属极薄带精密渐进微冲裁成形方法,其特征在于:所述步骤1中的金属极薄带的材料为可成形性较好的单金属材料或者复合金属材料。
9.根据权利要求8所述的一种金属极薄带精密渐进微冲裁成形方法,其特征在于:所述可成形性较好的单金属材料或者复合金属材料,具体为铜、铝、钛、不锈钢、铜合金、铝合金、钛合金、铜/铝复合材料、铝/钢复合材料或铜/钢复合材料。
技术总结
本发明公开了一种金属极薄带精密渐进微冲裁成形装置及方法。所述成形装置包括上模板、冲头、推板、冲头限位装置、凹模、卸料板、下模板和导柱,导柱固定在下模板上,上模板、冲头限位装置和推板均与导柱滑动连接;冲头的凸模分为冲孔凸模、冲裁凸模以及渐进成形凸模;凹模为一系列形状相同尺寸不同的渐进成形凹模。所述成形方法是将金属极薄带放入凹模与推板之间,将每步冲裁得到薄带上的导向孔依次与凹模上的导正销配合,持续成形得到同形状尺寸越小的成形件,最终可持续得到介观尺度最终成形件。本发明可冲裁得到厚度尺寸0.1mm以下的异形复杂形状介观尺度成形件,能够显著提高成形件的成形精度、成形质量等,并可实现自动连续化生产。
技术研发人员:赵敬伟,郭思宇,赵航,马晓光,赵伟东
受保护的技术使用者:太原理工大学
技术研发日:
技术公布日:2024/9/23
- 还没有人留言评论。精彩留言会获得点赞!