一种长尺寸高性能金属管材轧制成形装置的辊系机构
本发明属于金属管材轧制,具体涉及一种长尺寸高性能金属管材轧制成形装置的辊系机构。
背景技术:
1、三辊行星轧机因其在轧制管材时,轧制噪音小,能耗低,变形量大,生产效率高而被广泛应用作金属盘管轧制成形设备,但是目前应用于产线上的三辊行星轧机轧辊机构复杂,加工难度大,整机制造与维护成本高,适用性窄,不利于对长尺寸高性能金属管材进行工艺研究,与此同时,现有设备轧辊机构的回转部分质量大,转动惯量高,对驱动电机扭矩要求高,且轧制时承受的轴向反力大,现有轧辊机构轴向自由度只由端部支撑盘提供的单侧压力约束,难以保证轴向支撑精度,此外,现有的轧头设计专用性强,必须更换轧辊才能轧制不同规格的管坯,而轧辊开模费用高,造成设备制造成本居高不下。
技术实现思路
1、本发明针对上述问题提供了一种长尺寸高性能金属管材轧制成形装置的辊系机构。
2、为达到上述目的本发明采用了以下技术方案:
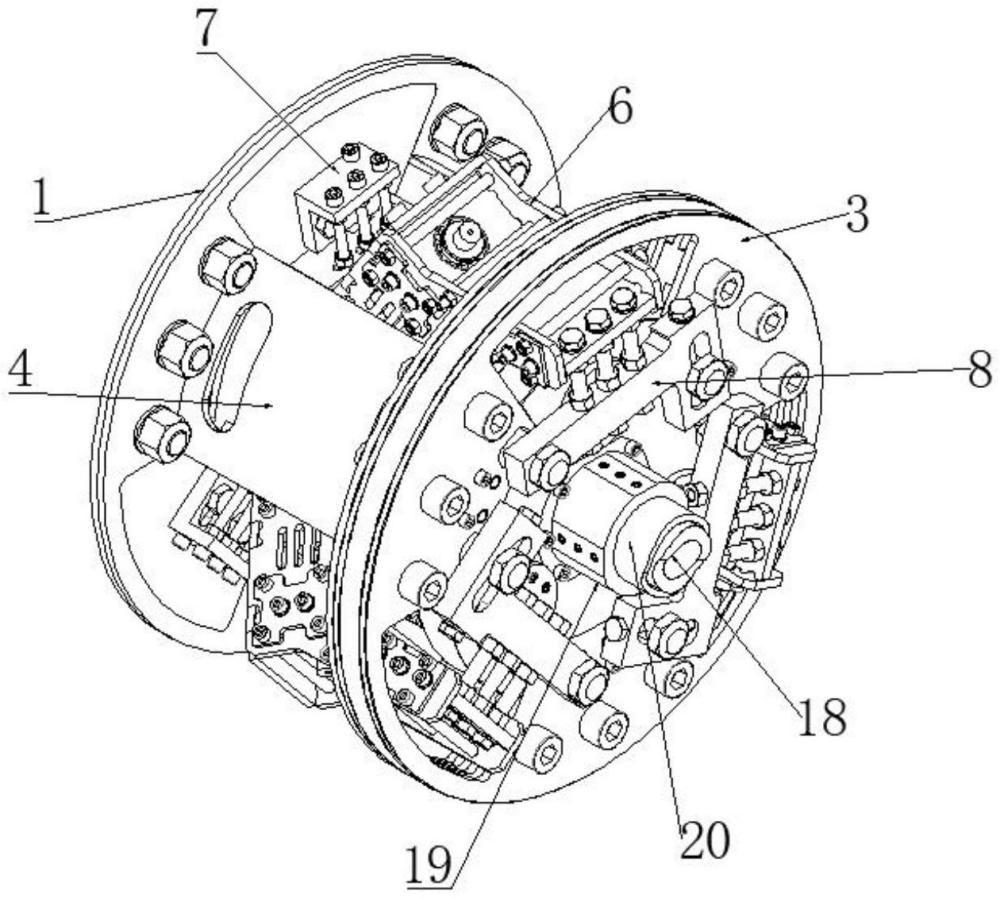
3、一种长尺寸高性能金属管材轧制成形装置的辊系机构,包括端部支撑盘、回转大盘和大盘支撑环,所述回转大盘固定设置在大盘支撑环内部,在所述端部支撑盘与大盘支撑环之间设置有回转连接件,所述回转连接件的两端分别通过螺栓与端部支撑盘和大盘支撑环连接,在所述回转连接件上呈圆周均匀排列设置有三个通槽,在所述通槽内设置有轧辊固定组件,在所述轧辊固定组件的前端和后端分别连接有偏转角前调节组件和偏转角后调节组件,所述偏转角前调节组件与端部支撑盘连接,所述偏转角后调节组件与回转大盘和大盘支撑环连接,所述轧辊固定组件的前侧呈倾斜设置,在所述轧辊固定组件的前部转动安装有轧辊轴,在所述轧辊轴的前部设置有一号轴肩和二号轴肩,在所述一号轴肩上安装有驱动法兰一,所述驱动法兰一通过螺钉与轴肩可拆卸连接,在所述二号轴肩上安装有轧辊,所述轧辊通过螺钉与驱动法兰一可拆卸连接,在所述轧辊轴上安装有一号锥齿轮,所述一号锥齿轮啮合连接有二号锥齿轮,所述二号锥齿轮安装在行星轴上,所述行星轴转动安装在轧辊固定组件内部,在所述行星轴上安装有行星齿轮,三个所述行星齿轮共同啮合连接有太阳齿轮,所述太阳齿轮通过驱动法兰二与副驱动轴固定连接,在所述回转大盘外侧面的中部固定连接有驱动法兰三,所述驱动法兰三与主驱动轴连接,所述主驱动轴为空心轴,所述副驱动轴穿过主驱动轴和驱动法兰三与驱动法兰二固定连接。
4、进一步,所述偏转角前调节组件包括l型板,所述l型板的水平侧通过螺栓与轧辊固定组件的前端连接,在所述l型板的竖直侧开设有一号铰接孔和一号弧形槽,在所述一号铰接孔和一号弧形槽内均设置有螺栓,以实现l型板与端部支撑盘的连接,所述偏转角后调节组件包括l型杆,所述l型杆的水平部分通过螺栓与轧辊固定组件的后端连接,在所述l型杆的水平部分开设有二号铰接孔,在所述l型杆的竖直部分开设有二号弧形槽,在所述二号铰接孔和二号弧形槽内均设置有螺栓,以实现l型杆与回转大盘和大盘支撑环的连接。
5、再进一步,在所述一号弧形槽的上部和下部分别设置有上定位螺栓一和下定位螺栓一,所述上定位螺栓一和下定位螺栓一均与l型板螺纹连接,在所述二号弧形槽的上部和下部分别设置有上定位螺栓二和下定位螺栓二,所述上定位螺栓二和下定位螺栓二均与l型杆螺纹连接,通过所述上定位螺栓一和下定位螺栓一夹紧一号弧形槽内的螺栓,防止l型板与端部支撑环固定不稳定导致偏转角度发生移位,通过所述上定位螺栓二和下定位螺栓二夹紧二号弧形槽内的螺栓,防止l型杆与回转大盘和大盘支撑环固定不稳定导致的偏转角度发生位移。
6、更进一步,所述轧辊固定组件包括左右两侧的两个侧支撑板,在两个所述侧支撑板之间从前往后依次设置有前连接板、顶部支撑板和后连接板,所述前连接板通过螺栓与偏转角前调节组件固定连接,所述后连接板通过螺栓与偏转角后调节组件固定连接,在两个所述侧支撑板之间设置有内支撑板一、内支撑板二、内支撑板三、内支撑板四和内支撑板五,所述内支撑板一、内支撑板二和内支撑板三均与轧辊轴的轴线垂直,且所述轧辊轴与内支撑板一、内支撑板二和内支撑板三转动连接,所述内支撑板四和内支撑板五均与行星轴的轴线垂直,且所述行星轴与内支撑板四和内支撑板五转动连接,在所述行星轴的末端套设有限位套管和限位端盖,所述限位套管和限位端盖分别位于回转大盘的两侧,且所述限位套管位于内支撑板五与回转大盘之间,所述限位套管和限位端盖通过螺栓夹紧安装在回转大盘上。
7、更进一步,在两个所述侧支撑板之间均匀设置有多个支撑管,在所述支撑管内穿设有夹紧螺栓,通过所述夹紧螺栓实现两个侧支撑板的夹紧。
8、更进一步,所述大盘支撑环包括设置在回转大盘两侧的外支撑环和套设在回转大盘圆周的内支撑环,所述外支撑环与内支撑环通过螺栓固定连接。
9、与现有技术相比本发明具有以下优点:
10、本发明设计合理,结构紧凑,质量轻,旋转惯量小,加工工艺简单,机构整体制造成本低、时间短;
11、本发明中,轧辊固定组件轴向共有三向约束,包括通过偏转角前调节组件在端部支撑盘上提供的轴向约束,通过偏转角后调节组件在回转大盘和大盘支撑环上提供的轴向约束,以及通过限位套管和限位端盖在回转大盘上提供的轴向约束,较现有设备多两处约束,结构稳定,轧制时可承受较大轧制力,提高加工精度;
12、本发明在针对不同规格的管坯进行轧制时,可通过更换驱动法兰一来改变轧辊在轧辊轴上的安装长度,进而适应不同规格的管坯轧制,可免除轧辊开模费用,大幅降低生产成本;
13、本发明中,轧辊固定组件间的角度由偏转角前调节组件和偏转角后调节组件调节,较现有设备可对角度滑移方向直接限位,降低加工误差。
技术特征:
1.一种长尺寸高性能金属管材轧制成形装置的辊系机构,其特征在于:包括端部支撑盘(1)、回转大盘(2)和大盘支撑环(3),所述回转大盘(2)固定设置在大盘支撑环(3)内部,在所述端部支撑盘(1)与大盘支撑环(3)之间设置有回转连接件(4),所述回转连接件(4)的两端分别通过螺栓与端部支撑盘(1)和大盘支撑环(3)连接,在所述回转连接件(4)上呈圆周均匀排列设置有三个通槽(5),在所述通槽(5)内设置有轧辊固定组件(6),在所述轧辊固定组件(6)的前端和后端分别连接有偏转角前调节组件(7)和偏转角后调节组件(8),所述偏转角前调节组件(7)与端部支撑盘(1)连接,所述偏转角后调节组件(8)与回转大盘(2)和大盘支撑环(3)连接,所述轧辊固定组件(6)的前侧呈倾斜设置,在所述轧辊固定组件(6)的前部转动安装有轧辊轴(9),在所述轧辊轴(9)的前部设置有一号轴肩和二号轴肩,在所述一号轴肩上安装有驱动法兰一(10),所述驱动法兰一(10)通过螺钉与轴肩可拆卸连接,在所述二号轴肩上安装有轧辊(11),所述轧辊(11)通过螺钉与驱动法兰一(10)可拆卸连接,在所述轧辊轴(9)上安装有一号锥齿轮(12),所述一号锥齿轮(12)啮合连接有二号锥齿轮(13),所述二号锥齿轮(13)安装在行星轴(14)上,所述行星轴(14)转动安装在轧辊固定组件(6)内部,在所述行星轴(14)上安装有行星齿轮(15),三个所述行星齿轮(15)共同啮合连接有太阳齿轮(16),所述太阳齿轮(16)通过驱动法兰二(17)与副驱动轴(18)固定连接,在所述回转大盘(2)外侧面的中部固定连接有驱动法兰三(19),所述驱动法兰三(19)与主驱动轴(20)连接,所述主驱动轴(20)为空心轴,所述副驱动轴(18)穿过主驱动轴(20)和驱动法兰三(19)与驱动法兰二(17)固定连接。
2.根据权利要求1所述的一种长尺寸高性能金属管材轧制成形装置的辊系机构,其特征在于:所述偏转角前调节组件(7)包括l型板(701),所述l型板(701)的水平侧通过螺栓与轧辊固定组件(6)的前端连接,在所述l型板(701)的竖直侧开设有一号铰接孔(702)和一号弧形槽(703),在所述一号铰接孔(702)和一号弧形槽(703)内均设置有螺栓,以实现l型板(701)与端部支撑盘(1)的连接,所述偏转角后调节组件(8)包括l型杆(801),所述l型杆(801)的水平部分通过螺栓与轧辊固定组件(6)的后端连接,在所述l型杆(801)的水平部分开设有二号铰接孔(802),在所述l型杆(801)的竖直部分开设有二号弧形槽(803),在所述二号铰接孔(802)和二号弧形槽(803)内均设置有螺栓,以实现l型杆(801)与回转大盘(2)和大盘支撑环(3)的连接。
3.根据权利要求2所述的一种长尺寸高性能金属管材轧制成形装置的辊系机构,其特征在于:在所述一号弧形槽(703)的上部和下部分别设置有上定位螺栓一(704)和下定位螺栓一(705),所述上定位螺栓一(704)和下定位螺栓一(705)均与l型板(701)螺纹连接,在所述二号弧形槽(803)的上部和下部分别设置有上定位螺栓二(804)和下定位螺栓二(805),所述上定位螺栓二(804)和下定位螺栓二(805)均与l型杆(801)螺纹连接,通过所述上定位螺栓一(704)和下定位螺栓一(705)夹紧一号弧形槽(703)内的螺栓,防止l型板(701)与端部支撑环(1)固定不稳定导致偏转角度发生移位,通过所述上定位螺栓二(804)和下定位螺栓二(805)夹紧二号弧形槽(803)内的螺栓,防止l型杆(801)与回转大盘(2)和大盘支撑环(3)固定不稳定导致的偏转角度发生位移。
4.根据权利要求1所述的一种长尺寸高性能金属管材轧制成形装置的辊系机构,其特征在于:所述轧辊固定组件(6)包括左右两侧的两个侧支撑板(601),在两个所述侧支撑板(601)之间从前往后依次设置有前连接板(602)、顶部支撑板(603)和后连接板(604),所述前连接板(602)通过螺栓与偏转角前调节组件(7)固定连接,所述后连接板(604)通过螺栓与偏转角后调节组件(8)固定连接,在两个所述侧支撑板(601)之间设置有内支撑板一(605)、内支撑板二(606)、内支撑板三(607)、内支撑板四(608)和内支撑板五(609),所述内支撑板一(605)、内支撑板二(606)和内支撑板三(607)均与轧辊轴(9)的轴线垂直,且所述轧辊轴(9)与内支撑板一(605)、内支撑板二(606)和内支撑板三(607)转动连接,所述内支撑板四(608)和内支撑板五(609)均与行星轴(14)的轴线垂直,且所述行星轴(14)与内支撑板四(608)和内支撑板五(609)转动连接,在所述行星轴(14)的末端套设有限位套管(612)和限位端盖(613),所述限位套管(612)和限位端盖(613)分别位于回转大盘(2)的两侧,且所述限位套管(612)位于内支撑板五(609)与回转大盘(2)之间,所述限位套管(612)和限位端盖(613)通过螺栓夹紧安装在回转大盘(2)上。
5.根据权利要求4所述的一种长尺寸高性能金属管材轧制成形装置的辊系机构,其特征在于:在两个所述侧支撑板(601)之间均匀设置有多个支撑管(610),在所述支撑管(610)内穿设有夹紧螺栓(611),通过所述夹紧螺栓(611)实现两个侧支撑板(601)的夹紧。
6.根据权利要求1所述的一种长尺寸高性能金属管材轧制成形装置的辊系机构,其特征在于:所述大盘支撑环(3)包括设置在回转大盘(2)两侧的外支撑环(301)和套设在回转大盘(2)圆周的内支撑环(302),所述外支撑环(301)与内支撑环(302)通过螺栓固定连接。
技术总结
本发明属于金属管材轧制技术领域,具体涉及一种长尺寸高性能金属管材轧制成形装置的辊系机构,包括端部支撑盘、回转大盘和大盘支撑环,所述回转大盘固定设置在大盘支撑环内部,在所述端部支撑盘与大盘支撑环之间设置有回转连接件,在所述回转连接件上呈圆周均匀排列设置有三个通槽,在所述通槽内设置有轧辊固定组件,在所述轧辊固定组件的前端和后端分别连接有偏转角前调节组件和偏转角后调节组件,本发明中,轧辊固定组件间的角度由偏转角前调节组件和偏转角后调节组件调节,较现有设备可对角度滑移方向直接限位,降低加工误差。
技术研发人员:马川川,楚志兵,李拓,帅美荣,李恒,高虹
受保护的技术使用者:太原科技大学
技术研发日:
技术公布日:2024/9/19
- 还没有人留言评论。精彩留言会获得点赞!