一种钢坯温度与钢坯编号匹配的方法与流程
本发明涉及辐射测温技术与轧钢生产领域,具体涉及一种钢坯温度与钢坯编号匹配的方法。
背景技术:
1、钢坯的热装热送是节能和提高效率的重要手段,钢坯温度不仅是加热炉加热控制的依据,也是控制后续轧制质量的关键参数。钢坯热装的温度高低决定了加热工艺制度和燃气消耗量,同时也影响着轧制质量,需要避免钢坯在两相区入炉,以免增大轧制过程表面龟裂的风险。钢坯温度与钢坯编号的匹配是实现钢坯跟踪与加热控制的关键。
2、在实际生产中,主要采用钢坯有无状态判断方法进行钢坯温度与编号的匹配,即通过钢坯有无状态检测的光电开关信号进行判断。当从无钢坯状态变成有钢坯状态,再变成无钢坯状态,表明有钢坯通过。该方法对于钢坯一块一块间隔通过时,钢坯计数准确,钢坯编号匹配准确。然而,当钢坯连续无间隔通过时,钢坯计数不准确,通常需通过人工观察来进行钢坯编号和钢坯的匹配,工作量大、劳动强度高。进一步,钢坯一块一块无间隔通过时,测温仪测量的钢坯温度连续在一起,难以区分每一块钢坯的具体温度,即钢坯温度与钢坯编号难以准确匹配。
技术实现思路
1、本发明的目的在于针对现有技术中不足与缺陷,提供一种钢坯温度与钢坯编号匹配的方法,本系统及方法能够解决目前钢坯一块接一块连续通过,甚至紧挨在一起,基于光电触发的钢坯计数不准确,引起钢坯编号与钢坯所测温度匹配不准确问题。
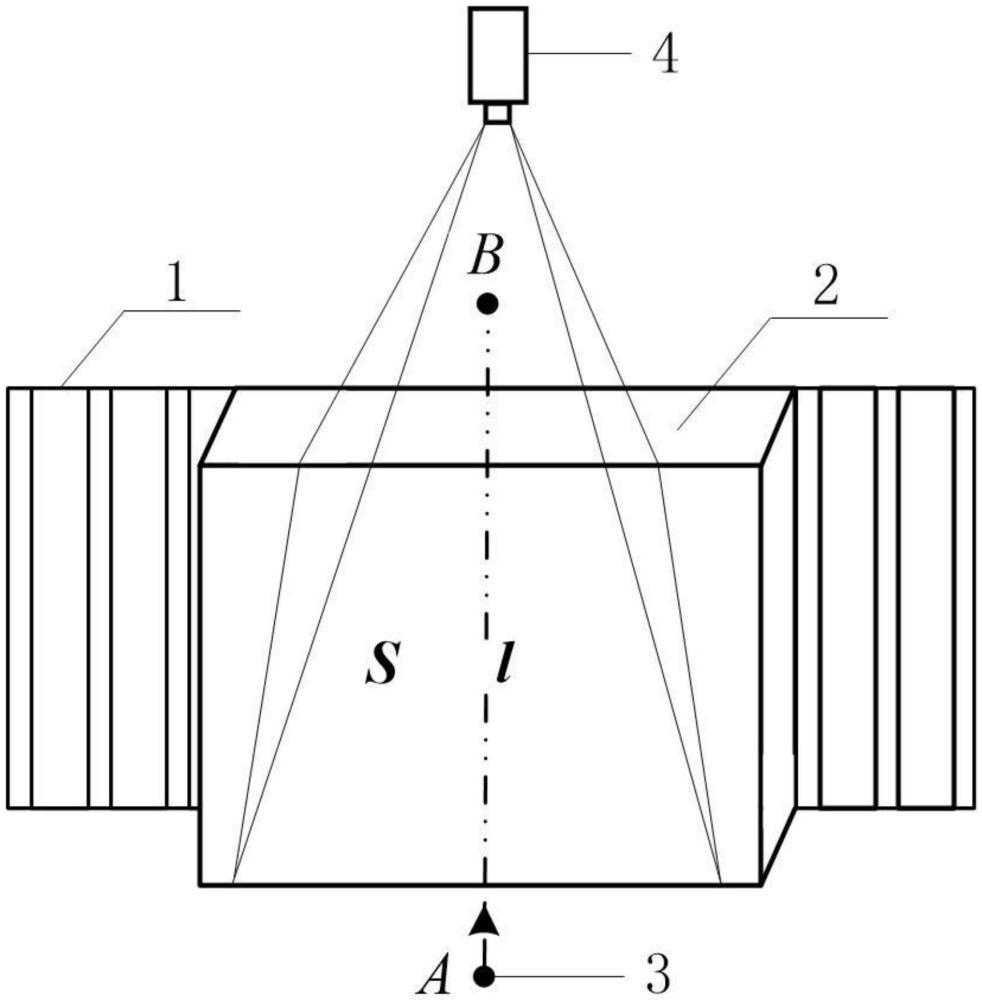
2、为实现上述目的,本发明采用以下技术方案是:一种钢坯温度与钢坯编号匹配的方法,它包括:钢坯有无检测单元3,钢坯运送控制单元1,测温单元4,mes单元,计算机及钢坯2;钢坯运送控制单元1包括:运送钢坯的辊道、控制辊转动的电机和控制电机的plc:主要用于将钢坯2运送至指定位置;钢坯有无的检测单元3:用于检测当前位置是否有钢坯2存在;测温单元4:用于测量钢坯2温度;所述计算机分别与钢坯有无检测单元3、控制电机的plc、测温单元4及mes单元电性连接,所述计算机通过钢坯有无检测单元3信号的分析得到钢坯2有无状态随时间的变化曲线,通过辊道运动状态和电机、辊的转动特性分析辊道速度绘制辊道速度随时间变化的曲线,通过测温单元4测量被测区域的温度并分析得到最高温度,绘制最高温度随时间变化的曲线。
3、进一步的,所述计算机从mes单元中获取该时间段内通过所有钢坯2的信息,结合钢坯有无状态随时间的变化曲线、辊道速度随时间变化的曲线、温度随时间变化的曲线,分析钢坯数量、每块钢坯离开测温区域时的温度、以及每块钢坯的编号,实现钢坯温度与钢坯编号的匹配。
4、进一步的,所述钢坯有无检测单元3采用对射型光电开关。
5、进一步的,所述测温单元4为红外热像仪。
6、进一步的,所述测温单元4的测量区域中心线与钢坯有无检测单元3的中心线重合。
7、一种钢坯温度与钢坯编号匹配的方法,包括如下步骤:将钢坯有无状态随时间的变化曲线、辊道速度随时间变化的曲线、最高温度随时间变化的曲线绘制到同一个时间轴上;根据上述曲线分析将无钢坯或钢坯不运动的部分去掉,保留有钢坯且钢坯在运动的部分;根据有钢坯且钢坯在运动的曲线分析通过钢坯的大致长度;根据mes中获取的钢坯数量、长度、编号信息,结合钢坯的大致长度信息,分析上述曲线得到曲线中每块钢坯对应的部分,并将每块钢坯对应的温度与钢坯编号匹配。
8、采用上述技术方案后,本发明有益效果为:本系统及方法能够解决目前钢坯一块接一块连续通过,甚至紧挨在一起,基于光电触发的钢坯计数不准确,引起钢坯编号与钢坯所测温度匹配不准确的问题。
技术特征:
1.一种钢坯温度与钢坯编号匹配的方法,其特征在于:它包括:钢坯有无检测单元(3),钢坯运送控制单元(1),测温单元(4),mes单元,计算机及钢坯(2);
2.根据权利要求1所述的一种钢坯温度与钢坯编号匹配的方法,其特征在于:所述计算机从mes单元中获取该时间段内通过所有钢坯(2)的信息,结合钢坯有无状态随时间的变化曲线、辊道速度随时间变化的曲线、温度随时间变化的曲线,分析钢坯数量、每块钢坯离开测温区域时的温度、以及每块钢坯的编号,实现钢坯温度与钢坯编号的匹配。
3.根据权利要求1所述的一种钢坯温度与钢坯编号匹配的方法,其特征在于:所述钢坯有无检测单元(3)采用对射型光电开关。
4.根据权利要求1所述的一种钢坯温度与钢坯编号匹配的方法,其特征在于:所述测温单元(4)为红外热像仪。
5.根据权利要求1所述的一种钢坯温度与钢坯编号匹配的方法,其特征在于:所述测温单元(4)的测量区域中心线与钢坯有无检测单元(3)的中心线重合。
6.一种钢坯温度与钢坯编号匹配的方法,其特征在于:包括如下步骤:
技术总结
一种钢坯温度与钢坯编号匹配的方法,它涉及辐射测温技术与轧钢生产领域。它包括:钢坯有无检测单元,钢坯运送控制单元,测温单元,MES单元,计算机及钢坯,钢坯运送控制单元包括:运送钢坯的辊道、控制辊转动的电机和控制电机的PLC:主要用于将钢坯运送至指定位置;钢坯有无的检测单元:用于检测当前位置是否有钢坯存在;测温单元:用于测量钢坯温度。本发明有益效果为:本系统及方法能够解决目前钢坯一块接一块连续通过,甚至紧挨在一起,基于光电触发的钢坯计数不准确,引起钢坯编号与钢坯所测温度匹配不准确问题。
技术研发人员:何天仁,詹光曹,郑芳垣,陈旸,许智平
受保护的技术使用者:福建三钢闽光股份有限公司
技术研发日:
技术公布日:2024/10/14
- 还没有人留言评论。精彩留言会获得点赞!