一种高精度散热模组多模压铆成型装置及工艺的制作方法
本发明涉及成型模具,具体为一种高精度散热模组多模压铆成型装置及工艺。
背景技术:
1、散热片是一种给电器中的易发热电子元件散热的装置,多由铝合金,黄铜或青铜做成板状,片状,多片状等,如电脑中cpu中央处理器要使用相当大的散热片,电视机中电源管,行管,功放器中的功放管都要使用散热片。而散热片在加工过程的最后需要压铆成型,现有的散热片压铆成型装置在将散热片压铆完成后,需要人工手动将压铆成型的散热片取出,并且工人将散热片取出之后,手动拼接的方式将多个散热片对接安装在一起,降低对散热片组件安装的效率,增加工人的劳动强度,为此我们提出了一种高精度散热模组多模压铆成型装置及工艺来解决上述问题。
技术实现思路
1、本发明的目的在于提供一种高精度散热模组多模压铆成型装置及工艺,以解决上述背景技术中提出的工人将散热片取出之后,手动拼接的方式将多个散热片对接安装在一起,降低对散热片组件安装的效率,增加工人的劳动强度的问题。
2、为实现上述目的,本发明提供如下技术方案:一种高精度散热模组多模压铆成型装置,包括底座,
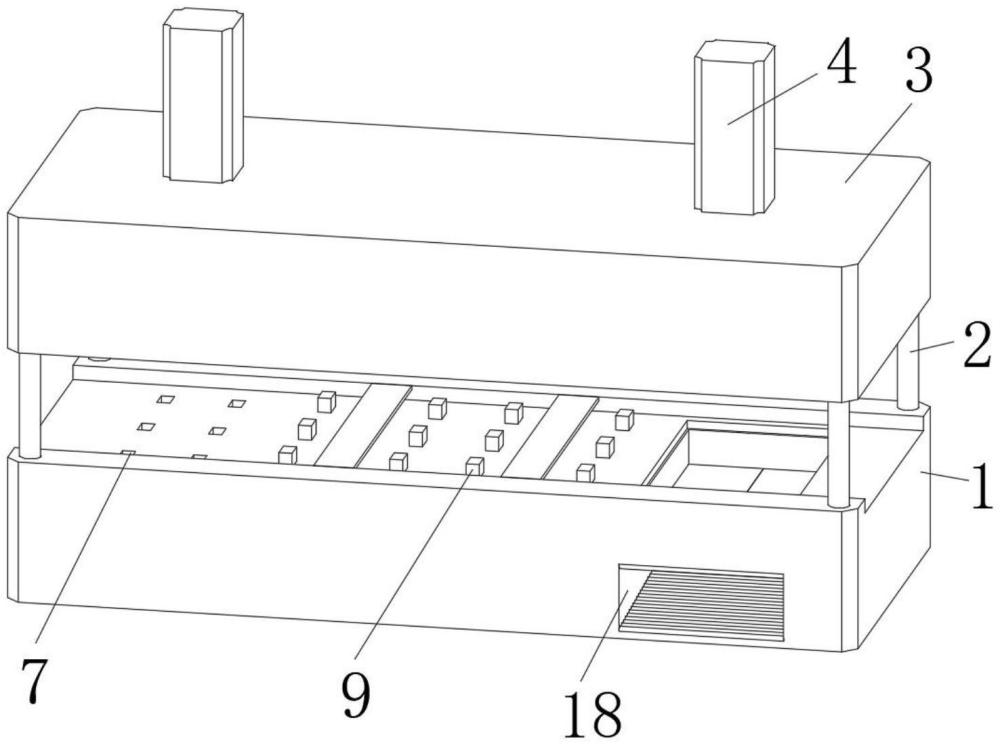
3、所述底座上端固定安装有四组支撑杆,四组所述支撑杆上端固定安装有机架,所述机架上端设置有两组液压伸缩杆,所述机架下端内设置有冲压板,所述冲压板左端下侧设置有多组冲孔件,所述底座左端上侧开设有多组通孔,所述底座中间部位设置有多组u形件,所述冲压板中间部位开设有多组第一凹槽,所述底座右端内开设有排料槽,所述排料槽内设置有堆叠组件。
4、优选的,所述冲压板右端内开设有收纳槽,所述收纳槽内安装有两组电动伸缩杆,两组所述电动伸缩杆下端固定安装有挤压板,所述挤压板处于冲压板右端下侧的切刀内。
5、优选的,所述底座左端内活动插设有收集筐,所述收集筐与多组通孔下端开口连接。
6、优选的,多组所述第一凹槽宽度大于多组u形件左右宽度,多组所述第一凹槽左右对称设置。
7、优选的,所述堆叠组件包括两组挡板,两组所述挡板转动安装有排料槽内,所述排料槽内前后对称开设有两组第二活动槽,四组所述第二活动槽内均安装有第二弹簧,四组所述第二活动槽内均活动安装有限位块,两组所述挡板前后两侧均开设有限位槽,四组所述限位块插设在四组限位槽内,所述排料槽左右两侧的底座内均开设有两组第三活动槽,四组所述第三活动槽内均安装有第三弹簧,四组所述第三弹簧内均安装有第二连接杆,四组所述第二连接杆上均固定安装有挡块,四组所述挡块分别处于两组挡板下侧。
8、优选的,四组所述挡块上侧均为倾斜面,四组所述挡块倾斜面左右对称设置,所述排料槽左右两侧内壁均开设有两组第二凹槽。
9、优选的,所述底座内开设有四组第一活动槽,四组所述第一活动槽内均安装有第一弹簧,四组所述第一活动槽内均安装有第一连接杆,四组所述第一连接杆上端安装有两组顶板,两组所述顶板处于多组u形件之间。
10、优选的,所述排料槽下侧呈倾斜状,所述排料槽前端开口下侧低于后端下侧,所述排料槽下侧内壁上转动安装有多组滚轮。
11、一种高精度散热模组多模压铆成型工艺,包括以下步骤:
12、s1、先将原材料散热片原材料卷插入底座上,散热片原材料在底座上向右移动,且两组液压伸缩杆带动冲压板对底座上移动的散热片原材料进行冲压,经过冲压板左端的多组冲孔件对散热片原材料进行冲孔;
13、s2、经过冲孔的散热片原材料向右继续移动,经过多组u形件时,两组液压伸缩杆带动冲压板下压通过多组u形件和第一凹槽将散热片原材料进行冲压,并且将多组u形件对散热片原材料冲压的位置折弯,然后散热片原材料向右移动到排料槽上;
14、s3、两组液压伸缩杆带动冲压板向下继续冲压,经过冲压板右端下侧的切刀将散热片原材料右端冲压成型的散热片断离,切断的散热片掉入排料槽内,且随着两组液压伸缩杆带动冲压板将不断冲压成型的散热片切断掉入排料槽内;
15、s4、掉入排料槽内的散热片在两组液压伸缩杆带动冲压板下压时,冲压板右端内的两组电动伸缩杆带动挤压板下移将排料槽内的堆叠的多组散热片进行挤压卡接在一起,从而完成对多组散热片组成成型;
16、s5、堆叠组件随着成型的散热片组件重量和两组电动伸缩杆带动挤压板下压力作用下转动打开,使得成型的散热片组件从排料槽内滑出,并在成型的散热片组件滑出之后,堆叠组件转动闭合,从而便于对下一组成型的散热片组件进行堆叠收集。
17、本发明的有益效果是:本发明经过两组液压伸缩杆带动冲压板对底座移动的散热片原材料进行冲压,并且通过多组冲孔件、多组u形件和多组第一凹槽对散热片原材料表面冲孔和内部折弯,并且散热片原材料移动到排料槽时,冲压板右端下侧的切刀将冲压完成的散热片原材料切断,切断的散热片掉入排料槽内,随着掉入排料槽内的散热片数量达到,两组电动伸缩杆带动挤压板对排料槽内的堆叠在一起的散热片挤压拼接在一起,并且两组挡板受到挤压打开,即可将拼接完成的散热片组件送出,且两组挡板经过四组第三弹簧、四组第二连接杆和四组挡块作用下复位闭合,便于对下一组散热片进行堆叠,提高对散热片组装效率,进而降低工人对散热片生产时所需的时间和劳动强度。
技术特征:
1.一种高精度散热模组多模压铆成型装置,包括底座(1),其特征在于:
2.根据权利要求1所述的一种高精度散热模组多模压铆成型装置,其特征在于:所述冲压板(5)右端内开设有收纳槽(15),所述收纳槽(15)内安装有两组电动伸缩杆(16),两组所述电动伸缩杆(16)下端固定安装有挤压板(17),所述挤压板(17)处于冲压板(5)右端下侧的切刀内。
3.根据权利要求1所述的一种高精度散热模组多模压铆成型装置,其特征在于:所述底座(1)左端内活动插设有收集筐(8),所述收集筐(8)与多组通孔(7)下端开口连接。
4.根据权利要求1所述的一种高精度散热模组多模压铆成型装置,其特征在于:多组所述第一凹槽(10)宽度大于多组u形件(9)左右宽度,多组所述第一凹槽(10)左右对称设置。
5.根据权利要求1所述的一种高精度散热模组多模压铆成型装置,其特征在于:所述堆叠组件包括两组挡板(19),两组所述挡板(19)转动安装有排料槽(18)内,所述排料槽(18)内前后对称开设有两组第二活动槽(20),四组所述第二活动槽(20)内均安装有第二弹簧(21),四组所述第二活动槽(20)内均活动安装有限位块(22),两组所述挡板(19)前后两侧均开设有限位槽(23),四组所述限位块(22)插设在四组限位槽(23)内,所述排料槽(18)左右两侧的底座(1)内均开设有两组第三活动槽(24),四组所述第三活动槽(24)内均安装有第三弹簧(25),四组所述第三弹簧(25)内均安装有第二连接杆(26),四组所述第二连接杆(26)上均固定安装有挡块(27),四组所述挡块(27)分别处于两组挡板(19)下侧。
6.根据权利要求5所述的一种高精度散热模组多模压铆成型装置,其特征在于:四组所述挡块(27)上侧均为倾斜面,四组所述挡块(27)倾斜面左右对称设置,所述排料槽(18)左右两侧内壁均开设有两组第二凹槽(28)。
7.根据权利要求1所述的一种高精度散热模组多模压铆成型装置,其特征在于:所述底座(1)内开设有四组第一活动槽(11),四组所述第一活动槽(11)内均安装有第一弹簧(12),四组所述第一活动槽(11)内均安装有第一连接杆(13),四组所述第一连接杆(13)上端安装有两组顶板(14),两组所述顶板(14)处于多组u形件(9)之间。
8.根据权利要求1所述的一种高精度散热模组多模压铆成型装置,其特征在于:所述排料槽(18)下侧呈倾斜状,所述排料槽(18)前端开口下侧低于后端下侧,所述排料槽(18)下侧内壁上转动安装有多组滚轮(29)。
9.根据权利要求1-8所述的一种高精度散热模组多模压铆成型装置的工艺,其特征在于,包括以下步骤:
技术总结
本发明涉及成型模具技术领域,具体为一种高精度散热模组多模压铆成型装置及工艺,包括底座,所述底座上端固定安装有四组支撑杆,四组所述支撑杆上端固定安装有机架,所述机架上端设置有两组液压伸缩杆,所述机架下端内设置有冲压板,所述冲压板左端下侧设置有多组冲孔件,所述底座左端上侧开设有多组通孔,所述底座中间部位设置有多组U形件。本发明经过两组液压伸缩杆带动冲压板对底座移动的散热片原材料进行冲压,并且通过多组冲孔件、多组U形件和多组第一凹槽对散热片原材料表面冲孔和内部折弯,并且散热片原材料移动到排料槽时,冲压板右端下侧的切刀将冲压完成的散热片原材料切断,切断的散热片掉入排料槽。
技术研发人员:赵训,徐新斌,吴选福,邵显根
受保护的技术使用者:昆山双仔电子科技有限公司
技术研发日:
技术公布日:2024/9/26
- 还没有人留言评论。精彩留言会获得点赞!