一种自动插管设备的制作方法
本发明涉及自动化设备,具体是一种自动插管设备。
背景技术:
1、产品通常由主体、气管等多个部件组成,目前通常采用人工组装,需要将气管插入主体,人工方式组装耗时耗力,工作效率低,气管颜色插错,人工成本高;并且人工装配容易装配不到位和插管颜色位置出错,例如气管插入主体时不到位,在通气使用时,气压的冲击力使气管容易脱离主体,以及气管有颜色区分,容易颜色位置出错;气管插入气嘴时也容易连接不到位,在通气使用时,气压的冲击力使气管容易脱离主体,以及气管有颜色区分,容易颜色位置出错;因此人工装配出差率高。
技术实现思路
1、本发明公开一种自动插管设备,以解决耗时耗力、出错率高的技术问题。
2、为了解决上述技术问题,本发明提出以下优化技术方案:
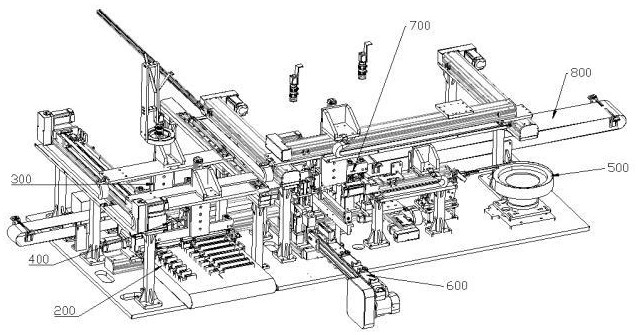
3、一种自动插管设备,包括:
4、机架;
5、第一供料机构,设置在所述机架上,用于工件一的上料及移动工件一至第一插管机构;
6、第二供料机构,设置在所述机架上,用于工件二的上料及移动工件二至第一插管机构;
7、第一插管机构,设置在所述机架上,用于将工件一连接工件二成组合工件及移动组合工件至第二插管机构;所述第一插管机构包括ccd视觉系统;
8、第三供料机构,设置在所述机架上,用于工件三的上料及移料至第二插管机构;
9、第四供料机构,设置在所述机架上,用于工件四的上料及移料至第二插管机构;
10、第二插管机构,设置在所述机架上,用于将工件三、工件四连接在组合工件上形成产品;所述第二料机构设有产品感应装置;
11、下料机构,设置在所述机架上,用于产品的下料;
12、控制器,所述控制器与所述第一供料机构、第二供料机构、第一插管机构、第三供料机构、第四供料机构、第二插管机构电性连接。
13、进一步地,所述第一供料机构包括第一上料组件、第一驱动模组和第一机械手,所述第一上料组件和第一驱动模组都设置在所述机架上,所述第一机械手设置在所述第一驱动模组上。
14、进一步地,所述第一上料组件设有第一上料位和第二上料位,所述第一上料位和第二上料位分别设有第一产品仿形治具和第二产品仿形治具。
15、进一步地,所述第一机械手包括手指气缸和两个夹料治具,所述手指气缸设置在所述第一驱动模组上,两个所述夹料治具连接在所述手指气缸的两个输出轴上。
16、进一步地,所述第二供料机构包括第二上料组件、第一升降件和第二机械手,所述第二上料组件设置在所述机架上,所述第一升降件设置在所述第一驱动模组上,所述第二机械手设置在所述第一升降件上。
17、进一步地,所述第一插管机构包括第一驱动件、第一工位、第二工位和第三工位,所述第一驱动件和所述第一工位都设置在所述机架上,所述第二工位和第三工位都设置在所述第一驱动件上,所述第一工位设有第二升降件,所述第二升降件的输出轴连接有产品压板,所述第二工位和第三工位分别设有第一夹具和第二夹具。
18、进一步地,所述第一插管机构还包括第一移动件,所述第一移动件设置在所述机架上,用于将组合工件从第一插管机构移动至第二插管机构。
19、进一步地,所述第三供料机构包括震动盘、第二驱动模组和第三机械手,所述震动盘和所述第二驱动模组都设置在机架上,所述震动盘设有导正通道和错料机构,所述第三机械手设置在所述第二驱动模组上。
20、进一步地,所述第四供料机构包括第三上料组件、第三驱动模组和第四机械手,所述第三上料组件、第三驱动模组都设置在所述机架上,所述第四机械手设置在所述第三驱动模组上。
21、进一步地,所述第二插管机构包括第四工位、第五工位、第六工位、第二驱动件、第四驱动模组和第五机械手,所述第四工位、第五工位、第二驱动件和所述第四驱动模组都设置在所述机架上,所述第六工位设置在所述第二驱动件上,所述第五机械手设置在所述第四驱动模组上。
22、本发明相对于现有技术具有以下有益效果:
23、本发明提供的自动插管设备设置了分别用于不同工件上料的第一供料机构、第二供料机构、第三供料机构和第四供料机构,第一插管机构将其中一个工件连接气管形成组合工件,通过ccd视觉系统(光源、相机)以拍摄组合工件,从而判断气管是否颜色连接错误,第二插管机构将组合工件的气管插入另外两个工件,其中产品感应装置用于检测治具有无产品;本发明实现了产品自动插管功能,并且能够自查是否颜色连接错误和插管是否到位,工作效率更高,节约了人力成本,产品合格率高。
技术特征:
1.一种自动插管设备,其特征在于,包括:
2.根据权利要求1所述的一种自动插管设备,其特征在于,所述第一供料机构包括第一上料组件、第一驱动模组和第一机械手,所述第一上料组件和第一驱动模组都设置在所述机架上,所述第一机械手设置在所述第一驱动模组上。
3.根据权利要求2所述的一种自动插管设备,其特征在于,所述第一上料组件设有第一上料位和第二上料位,所述第一上料位和第二上料位分别设有第一产品仿形治具和第二产品仿形治具。
4.根据权利要求2所述的一种自动插管设备,其特征在于,所述第一机械手包括手指气缸和两个产品夹紧治具,所述手指气缸设置在所述第一驱动模组上,两个所述夹紧治具连接在所述手指气缸的两个输出轴上。
5.根据权利要求2所述的一种自动插管设备,其特征在于,所述第二供料机构包括第二上料组件、第一升降件和第二机械手,所述第二上料组件设置在所述机架上,所述第一升降件设置在所述第一驱动模组上,所述第二机械手设置在所述第一升降件上。
6.根据权利要求1所述的一种自动插管设备,其特征在于,所述第一插管机构包括第一驱动件、第一工位、第二工位和第三工位,所述第一驱动件和所述第一工位都设置在所述机架上,所述第二工位和第三工位都设置在所述第一驱动件上,所述第一工位设有第二升降件,所述第二升降件的输出轴连接有产品固定板,所述第二工位和第三工位分别设有第一夹具和第二夹具。
7.根据权利要求1所述的一种自动插管设备,其特征在于,所述第一插管机构还包括第一移动件,所述第一移动件设置在所述机架上,用于将组合工件从第一插管机构移动至第二插管机构。
8.根据权利要求1所述的一种自动插管设备,其特征在于,所述第三供料机构包括震动盘、第二驱动模组和第三机械手,所述震动盘和所述第二驱动模组都设置在机架上,所述震动盘设有导正通道,所述第三机械手设置在所述第二驱动模组上。
9.根据权利要求1所述的一种自动插管设备,其特征在于,所述第四供料机构包括第三上料组件、第三驱动模组和第四机械手,所述第三上料组件、第三驱动模组都设置在所述机架上,所述第四机械手设置在所述第三驱动模组上。
10.根据权利要求1所述的一种自动插管设备,其特征在于,所述第二插管机构包括第四工位、第五工位、第六工位、第二驱动件、第四驱动模组和第五机械手,所述第四工位、第五工位、第二驱动件和所述第四驱动模组都设置在所述机架上,所述第六工位设置在所述第二驱动件上,所述第五机械手设置在所述第四驱动模组上。
技术总结
本发明公开了一种自动插管设备,涉及自动化设备技术领域,包括机架、第一供料机构、第二供料机构、第一插管机构、第三供料机构、第四供料机构、第二插管机构、下料机构和控制器;所述插管机构包括CCD视觉系统;所述第二料机构设有产品感应装置;控制器,所述控制器与所述第一供料机构、第二供料机构、第一插管机构、第三供料机构、第四供料机构、第二插管机构电性连接;本发明实现了产品自动插管功能,并且能够检查产品是否颜色连接错误和插管是否到位,程序可根据不同产品类型自由切换,工作效率更高,节约了人力成本,产品合格率高。
技术研发人员:史鹏博,陈源
受保护的技术使用者:东莞市博纳智能科技有限公司
技术研发日:
技术公布日:2024/10/10
- 还没有人留言评论。精彩留言会获得点赞!