一种柴油机排气歧管焊接装置的制作方法
本发明涉及焊接,具体而言,涉及一种柴油机排气歧管焊接装置。
背景技术:
1、排气歧管是与柴油发动机气缸体相连的,将各缸的排气集中起来导入排气总管,再进入带有分歧的管路然后排出,对它的要求主要是,尽量减少排气阻力,并避免各缸之间相互干扰,进而现有柴油发动机的排气歧管大多是奇形怪状,因此在排气歧管在焊接时不仅需要对柴油发动机的排气总管调节角度或方向,还要对排气歧管进行稳定,进而在对柴油发动机的排气歧管焊接时会出现以下问题:
2、在焊接时需要人工手持电弧焊枪对排气歧管进行整圈焊接,手持过程中容易在焊枪运动到排气歧管的底部时出现漏焊的情况,因此在焊接时需要翻动排气歧管,以便保证对排气歧管的整圈焊接,但在此过程中由于焊缝之间的金属未完全冷却,进而容易因翻动而导致焊接位置出现变形的情况,同时因翻动后其位置发生变化,又因排气歧管为异形,在翻动排气歧管位置后会与地面或支撑支架产生挤压,进一步的会导致焊接位置出现挤压形变,同时在翻动排气歧管的过程中,也会因为手持电弧焊枪的不稳定,容易与焊缝之间出现错位偏移,进而导致焊接出现偏差。
3、为解决上述问题,发明者提出了一种柴油机排气歧管焊接装置,具备稳定整圈焊接与稳定翻动的优点。
技术实现思路
1、为解决上述技术问题,提供一种柴油机排气歧管焊接装置,本技术方案解决了上述背景技术中提出的翻动会因形状不同导致挤压不同而出现形变的问题
2、为达到以上目的,本发明可采用下列技术方案来实现:
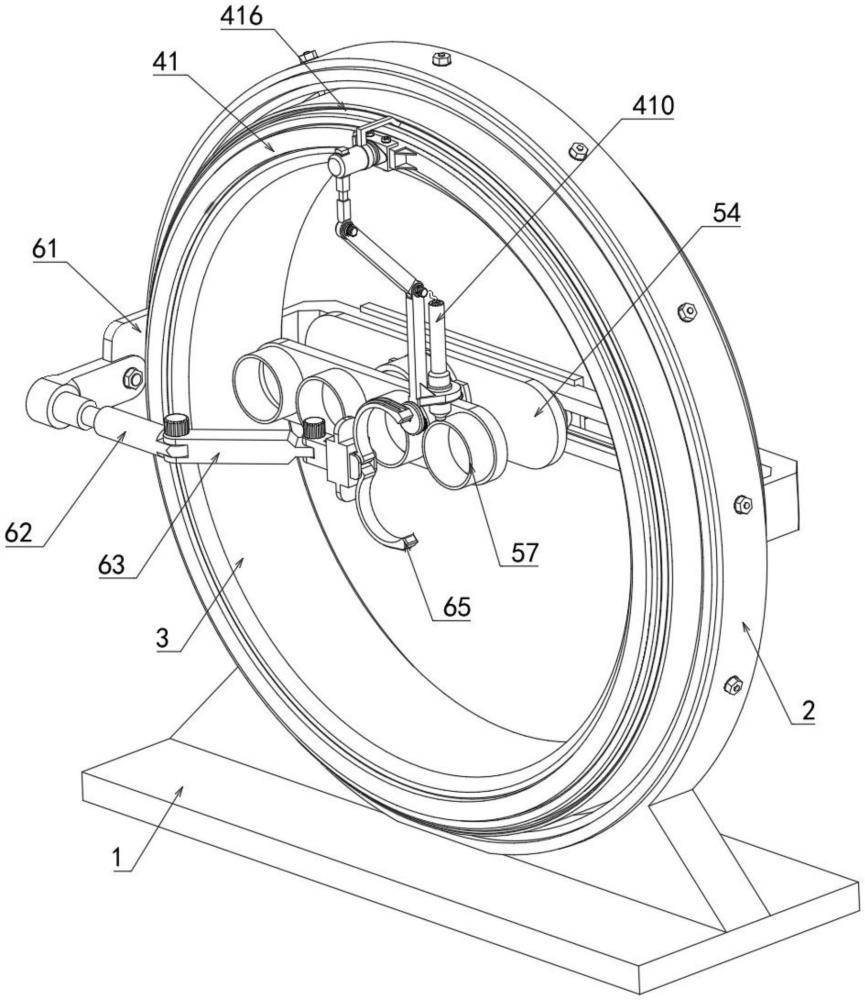
3、本发明提供了一种柴油机排气歧管焊接装置,包括:底座、框架和内环,所述框架固定连接在底座的顶部,所述内环固定连接在框架的内侧,所述内环上设置有稳焊组件;
4、所述稳焊组件包括有开设在内环上的转动槽,所述转动槽的内部滑动连接有第一转环,所述第一转环与转动槽之间滚动连接有滚珠,所述第一转环的外侧固定连接有固定轴,所述固定轴上转动连接有转动轴,所述转动轴的外表面固定连接有导向杆,所述内环上开设有稳定槽,所述导向杆滑动连接在稳定槽的内部,所述转动轴上固定连接有稳定杆一,所述稳定杆一远离转动轴的一端铰接有稳定杆二,所述稳定杆二远离稳定杆一的一端铰接有稳定杆三,所述稳定杆三远离稳定杆二的一端固定连接有焊枪。
5、进一步地,所述稳焊组件还包括有转动连接在稳定杆三上的齿轮轴,所述齿轮轴的外表面固定连接有抵触轮,所述稳定杆三上转动连接有传动轴,所述传动轴上固定连接有反向齿,所述传动轴上固定连接有清扫辊。
6、进一步地,所述内环上设置有稳定组件,所述稳定组件包括有转动连接在内环上的第二转环,所述第二转环上固定连接有转动架,所述转动架上开设有贯穿的滑槽,所述滑槽的内部滑动连接有固定架,所述转动架的外侧套接有滑板,所述滑板上对称转动连接有紧固旋钮,所述固定架上可拆卸安装有排气总管。
7、进一步地,所述内环上设置有支撑组件,所述支撑组件包括有转动连接在框架上的第三转环,所述第三转环上固定连接有支撑杆一,所述支撑杆一远离与第三转环连接的一端上铰接有支撑杆二,所述支撑杆二远离支撑杆一的一端铰接有支撑杆三,所述支撑杆三远离支撑杆二的一端对称转动连接有支撑环,所述支撑杆三上对称开设有推动槽,所述推动槽的内部均固定连接有弹簧,所述弹簧远离与推动槽连接的一端固定连接有推合块,所述推合块套接在支撑杆三的外表面,所述推合块的内侧对称固定连接有限位垫。
8、进一步地,所述稳定杆一与稳定杆二的铰接处设置有紧固件,所述稳定杆二与稳定杆三的铰接处设置有紧固件。
9、进一步地,所述齿轮轴由轴杆和齿轮组成,所述反向齿与齿轮轴的齿轮相互啮合,所述清扫辊的底部与抵触轮的底部水平重合。
10、进一步地,所述紧固旋钮穿过滑槽与固定架螺纹连接,所述排气总管的连接口顶部与抵触轮的底部水平重合。
11、进一步地,所述支撑杆一与支撑杆二的铰接处设置有紧固件,所述支撑杆二与支撑杆三的铰接处设置有紧固件,所述支撑环的两侧与支撑杆三内壁之间均设置有扭簧,且所述支撑环远离支撑杆三的一端均设置为磁性块,且两个所述支撑环上的磁性块相对面的磁极相反,两个所述支撑环组合后与排气总管的连接口形状相适配,所述推合块的外表面对称固定连接拨板。
12、综上所述,本发明中的一种柴油机排气歧管焊接装置特点及优点是:
13、通过稳定槽的导向作用下使得导向杆带动转动轴在固定轴上转动,转动轴在固定轴上的转动会带动稳定杆一同步转动,稳定杆一通过稳定杆二使得稳定杆三能够将焊枪始终对准焊缝,保证了焊接的稳定性,提高了焊接的流畅度,通过对不同角度位置的焊缝焊接,提高了焊接的适应范围;
14、通过抵触轮滚动的过程中能够带动齿轮轴转动,齿轮轴能够通过其上的齿轮带动反向齿转动,反向齿通过传动轴带动清扫辊转动,此时清扫辊能够对焊缝周围的焊渣进行清洁,避免焊渣积累过多而对焊缝周围的平整性造成影响,进一步的能够保证排气歧管与排气总管连接口的焊接稳定性,避免因存在焊渣而出现焊接不牢固的问题;
15、通过支撑环夹持固定的排气歧管角度和位置均可进行调节,当排气歧管调节到与排气总管连接口位置重合后,此时调节完成后将上述紧固件拧紧,进而能够适应不同形状排气歧管的定位调节,同时也能够保证对排气歧管焊接过程中的稳定支撑;
16、通过手动转动转动架,转动架带动第二转环在内环上转动,转动架带动固定架转动,固定架带动排气总管转动,实现了对排气总管的位置调节,实现了对不同角度和不同方向的位置进行调节,以便后续的焊接操作。
技术特征:
1.一种柴油机排气歧管焊接装置,包括:底座(1)、框架(2)和内环(3),所述框架(2)固定连接在底座(1)的顶部,所述内环(3)固定连接在框架(2)的内侧,其特征在于,所述内环(3)上设置有稳焊组件;
2.根据权利要求1所述的柴油机排气歧管焊接装置,其特征在于,所述稳焊组件还包括有转动连接在稳定杆三(49)上的齿轮轴(411),所述齿轮轴(411)的外表面固定连接有抵触轮(412),所述稳定杆三(49)上转动连接有传动轴(413),所述传动轴(413)上固定连接有反向齿(414),所述传动轴(413)上固定连接有清扫辊(415)。
3.根据权利要求2所述的柴油机排气歧管焊接装置,其特征在于,所述内环(3)上设置有稳定组件,所述稳定组件包括有转动连接在内环(3)上的第二转环(51),所述第二转环(51)上固定连接有转动架(52),所述转动架(52)上开设有贯穿的滑槽(53),所述滑槽(53)的内部滑动连接有固定架(54),所述转动架(52)的外侧套接有滑板(56),所述滑板(56)上对称转动连接有紧固旋钮(55),所述固定架(54)上可拆卸安装有排气总管(57)。
4.根据权利要求3所述的柴油机排气歧管焊接装置,其特征在于,所述内环(3)上设置有支撑组件,所述支撑组件包括有转动连接在框架(2)上的第三转环(61),所述第三转环(61)上固定连接有支撑杆一(62),所述支撑杆一(62)远离与第三转环(61)连接的一端上铰接有支撑杆二(63),所述支撑杆二(63)远离支撑杆一(62)的一端铰接有支撑杆三(64),所述支撑杆三(64)远离支撑杆二(63)的一端对称转动连接有支撑环(65),所述支撑杆三(64)上对称开设有推动槽(66),所述推动槽(66)的内部均固定连接有弹簧(67),所述弹簧(67)远离与推动槽(66)连接的一端固定连接有推合块(68),所述推合块(68)套接在支撑杆三(64)的外表面,所述推合块(68)的内侧对称固定连接有限位垫(69)。
5.根据权利要求1所述的柴油机排气歧管焊接装置,其特征在于,所述稳定杆一(47)与稳定杆二(48)的铰接处设置有紧固件,所述稳定杆二(48)与稳定杆三(49)的铰接处设置有紧固件。
6.根据权利要求2所述的柴油机排气歧管焊接装置,其特征在于:所述齿轮轴(411)由轴杆和齿轮组成,所述反向齿(414)与齿轮轴(411)的齿轮相互啮合,所述清扫辊(415)的底部与抵触轮(412)的底部处于同一水平面。
7.根据权利要求3所述的柴油机排气歧管焊接装置,其特征在于:所述紧固旋钮(55)穿过滑槽(53)与固定架(54)螺纹连接,所述排气总管(57)上设置有连接口,所述排气总管(57)的连接口顶部与抵触轮(412)的底部处于同一水平面。
8.根据权利要求4所述的柴油机排气歧管焊接装置,其特征在于:所述支撑杆一(62)与支撑杆二(63)的铰接处设置有紧固件,所述支撑杆二(63)与支撑杆三(64)的铰接处设置有紧固件,所述支撑环(65)的两侧与支撑杆三(64)内壁之间均设置有扭簧,且所述支撑环(65)远离支撑杆三(64)的一端均设置为磁性块,且两个所述支撑环(65)上的磁性块相对面的磁极相反,两个所述支撑环(65)组合后与排气总管(57)的连接口形状相适配。
技术总结
本发明公开了一种柴油机排气歧管焊接装置,涉及焊接技术领域,包括:底座、框架和内环,框架固定连接在底座的顶部,内环通过螺栓固定连接在框架的内侧,内环上设置有稳焊组件,稳焊组件包括有开设在内环上的转动槽,转动槽的内部滑动连接有第一转环,第一转环与转动槽之间滚动连接有滚珠,第一转环的外侧固定连接有固定轴,固定轴上转动连接有转动轴;通过稳定槽的导向作用下使得导向杆带动转动轴在固定轴上转动,转动轴在固定轴上的转动会带动稳定杆一同步转动,稳定杆一使得稳定杆二通过稳定杆三带动焊枪能够始终对准焊缝,保证了焊接的稳定性,提高了焊接的流畅度,通过对不同角度位置的焊缝焊接,提高了焊接的适应范围。
技术研发人员:郑翕允
受保护的技术使用者:重庆丰足动力设备有限公司
技术研发日:
技术公布日:2024/9/23
- 还没有人留言评论。精彩留言会获得点赞!