折弯机器人和车身预装生产系统的制作方法
本发明涉及加工设备,特别涉及一种折弯机器人和车身预装生产系统。
背景技术:
1、一种重卡车身,由下车体与左/右侧围合装焊接而成,为了压缩合装焊接工序的上件时间、增加焊接时间,需要设置一个预装工位,由左、右侧围与下车体合装成车身预装总成。侧围与下车体采用搭扣预连接,形成相对准确和稳定的位置关系,抵抗重力和输送颠簸造成的松脱、下坠,到合装焊接工位后,再次对侧围进行精准定位,焊接。为了受力均衡,至少设置8个搭扣,分布于左/右侧围的前后、上下各处,分别搭接侧围-底板、侧围-后围。
2、目前,普遍采用的搭扣折弯方法为:在侧围夹具上安装气动折弯机构。这种方法的局限是车身内部和型腔里没有夹具通道的搭扣不适用,而且搭扣位置不同的车型不能共用,不能很好地适应多车型共线生产需求。
技术实现思路
1、本发明的主要目的是提出一种折弯机器人和车身预装生产系统,尤其涉及一种折弯机器人,旨在能够对不同车体的不同位置均能够实现折弯,满足通用性要求。
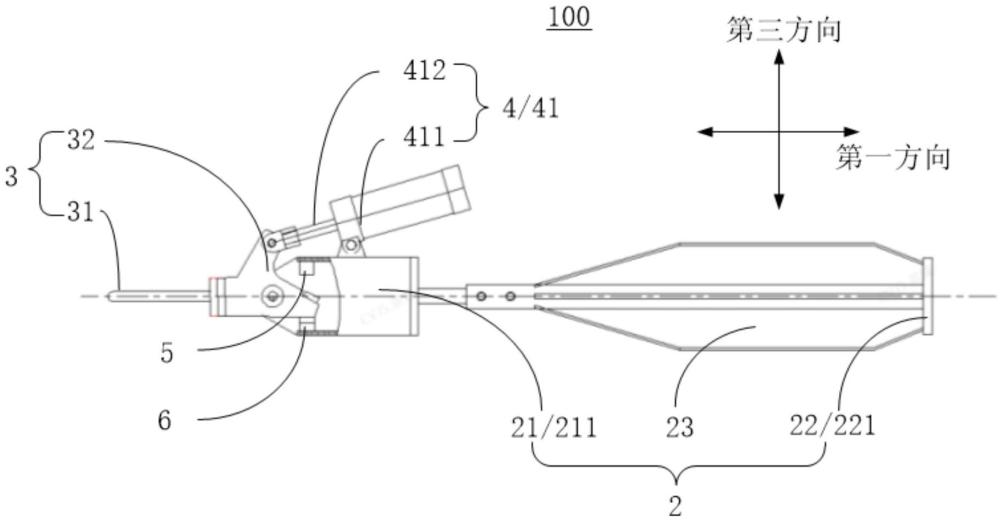
2、为实现上述目的,本发明提出的折弯机器人,包括:机械臂、增程组件、转动件、调节件;增程组件沿第一方向延伸,在第一方向上的两端分别设置有安装部和连接部,所述连接部用于和所述机械臂固定连接;转动件沿第二方向轴线转动安装于所述安装部,具有压弯部,用以与待加工件抵接;以及;调节件与所述转动件驱动连接,驱动所述转动件绕第二方向轴线转动,以改变所述压弯部相对于所述机械臂的位置;其中,所述机械臂驱动所述转动件运动,以使所述待加工件向所述压弯部与所述待加工件抵接方向进行折弯。
3、在一实施方式中,所述调节件包括调节气缸,所述调节气缸包括缸筒和伸缩杆,所述缸筒绕第二方向轴线转动于所述安装部第三方向上的一侧;所述转动件具有沿第三方向延伸的延伸部,所述延伸部与所述伸缩杆的端部转动连接。
4、在一实施方式中,所述折弯机器人还包括上止挡块和下止挡块,所述上止挡块和所述下止挡块沿第三方向间隔设置于所述安装部,所述转动件至少部分位于所述上止挡块和所述下止挡块之间,所述上止挡块和所述下止挡块用于共同限制出所述转动件的转动行程。
5、在一实施方式中,所述转动件与所述下止挡块抵接,以使所述转动件沿第一方向延伸;所述转动件与所述上止挡块抵接,以使所述转动件与第一方向所呈夹角达到最大。
6、在一实施方式中,所述转动件沿第一方向延伸,在第一方向上的一端与所述安装部转动连接,在第一方向上的另一端形成所述压弯部,所述压弯部的外轮廓线呈弧线设置。
7、在一实施方式中,所述压弯部在第一方向的尺寸大于等于1mm,所述压弯部各处的曲率半径大于等于20mm,所述压弯部包括40cr钢压弯部。
8、在一实施方式中,所述增程组件包括:
9、增程件,沿第一方向延伸;
10、法兰盘,与所述增程件的一端连接,形成所述连接部;
11、其中,所述增程件的另一端形成所述安装部。
12、在一实施方式中,所述增程件中空设置且所述增程件的直径大于等于30mm。
13、在一实施方式中,所述增程组件还包括多块加强板,所述加强板分别与所述增程件和所述法兰盘固定连接;多块所述加强板沿所述增程件圆周方向间隔设置。
14、本发明提出一种车身预装生产系统,包括折弯机器人,折弯机器人包括:机械臂、增程组件、转动件、调节件;增程组件沿第一方向延伸,在第一方向上的两端分别设置有安装部和连接部,所述连接部用于和所述机械臂固定连接;转动件沿第二方向轴线转动安装于所述安装部,具有压弯部,用以与待加工件抵接;以及;调节件与所述转动件驱动连接,驱动所述转动件绕第二方向轴线转动,以改变所述压弯部相对于所述机械臂的位置;其中,所述机械臂驱动所述转动件运动,以使所述待加工件向所述压弯部与所述待加工件抵接方向进行折弯;
15、所述车身预装生产系统还包括:
16、第一装配组件,具有第一夹具,用于固定夹取车体下车体;
17、第二装配组件,安装于第一装配组件第二方向上的一侧,具有第二夹具用于固定夹取车体左侧围;所述第二夹具可沿第二方向活动行程,以使所述车体左侧围与所述车体下车体配合;
18、第三装配组件,安装于第一装配组件第二方向上的另一侧,具有第三夹具用于固定夹取车体右侧围;所述第三夹具可沿第二方向活动行程,以使所述车体右侧围与所述车体下车体配合;
19、其中,所述折弯机器人,在第二方向上设置于第一装配组件和所述第二装配组件之间,用于对所述车体左侧围、所述车体右侧围以及所述车体下车体进行折弯加工。
20、本发明的技术方案通过采用机械臂带动转动件移动,以抵压待加工件使其折弯,通过调节件调节压弯部位置,使压弯部涉及区域更多,折弯机器人更加灵活,能够对不同车型的不同部位进行折弯。
技术特征:
1.一种折弯机器人,其特征在于,包括:
2.如权利要求1所述的折弯机器人,其特征在于,所述调节件包括调节气缸,所述调节气缸包括缸筒和伸缩杆,所述缸筒绕第二方向轴线转动于所述安装部第三方向上的一侧;所述转动件具有沿第三方向延伸的延伸部,所述延伸部与所述伸缩杆的端部转动连接。
3.如权利要求2所述的折弯机器人,其特征在于,所述折弯机器人还包括上止挡块和下止挡块,所述上止挡块和所述下止挡块沿第三方向间隔设置于所述安装部,所述转动件至少部分位于所述上止挡块和所述下止挡块之间,所述上止挡块和所述下止挡块用于共同限制出所述转动件的转动行程。
4.如权利要求3所述的折弯机器人,其特征在于,所述转动件与所述下止挡块抵接,以使所述转动件沿第一方向延伸;所述转动件与所述上止挡块抵接,以使所述转动件与第一方向所呈夹角达到最大。
5.如权利要求1所述的折弯机器人,其特征在于,所述转动件沿第一方向延伸,在第一方向上的一端与所述安装部转动连接,在第一方向上的另一端形成所述压弯部,所述压弯部的外轮廓线呈弧线设置。
6.如权利要求5所述的折弯机器人,其特征在于,所述压弯部在第一方向的尺寸大于等于1mm,所述压弯部各处的曲率半径大于等于20mm,所述压弯部包括40cr钢压弯部。
7.如权利要求1所述的折弯机器人,其特征在于,所述增程组件包括:
8.如权利要求7所述的折弯机器人,其特征在于,所述增程件中空设置且所述增程件的直径大于等于30mm。
9.如权利要求8所述的折弯机器人,其特征在于,所述增程组件还包括多块加强板,所述加强板分别与所述增程件和所述法兰盘固定连接;多块所述加强板沿所述增程件圆周方向间隔设置。
10.一种车身预装生产系统,其特征在于,包括如权利要求1至权利要求9任一所述的折弯机器人,所述车身预装生产系统还包括:
技术总结
本发明公开了一种折弯机器人及车身预装生产系统,涉及加工设备技术领域,其中,折弯机器人包括:机械臂、增程组件、转动件、调节件;增程组件沿第一方向延伸,在两端分别设置有安装部和连接部,连接部用于和机械臂固定连接;转动件沿第二方向轴线转动安装于安装部,具有压弯部,用以与待加工件抵接;调节件用以驱动转动件绕第二方向轴线转动,以改变压弯部相对于机械臂的位置;其中,机械臂驱动转动件运动,以使待加工件向压弯部与待加工件抵接方向进行折弯。本发明提供的技术方案的通过机械臂带动转动件移动,以抵压待加工件使其折弯,通过调节件调节压弯部位置,使压弯部涉及区域更多,折弯机器人更加灵活,能够对不同车型的不同部位进行折弯。
技术研发人员:黄诚,张瑞俊,张锦宙,李厚洪,卢政君,欧阳效文,陶择恒,张浩,钟俊,左文翔
受保护的技术使用者:东风柳州汽车有限公司
技术研发日:
技术公布日:2024/11/18
- 还没有人留言评论。精彩留言会获得点赞!