一种超临界CO2和超声复合加工系统及其控制方法、机床与流程
本申请涉及切削加工,尤其涉及一种超临界co2和超声复合加工系统及其控制方法、机床。
背景技术:
1、高强钢、高温合金及钛合金等难加工材料通常具有高强度、抗腐蚀、抗氧化性以及优良的高温性能等优势,被广泛应用于航空航天、核能和军工等重要领域的关键装备中。然而在满足高性能使用要求的同时,由于材料的难加工性和现有的切削加工装置的控制效果差,会导致刀具磨损严重、寿命降低、切削区温度较高,使得加工效果和质量不理想。而传统浇注切削液加工已无法解决这些问题,此外切削液中含有矿物油和各类化学添加剂,大量使用会危害环境和操作人员身体健康,同时废液的处理会提高生产成本。近些年,由于超临界co2绿色无毒被广泛应用于萃取领域,也有将其应用于机械加工领域。为了保证冷却效果,消耗大量的超临界co2,造成一定的浪费,冷却效率低。
2、超声波加工技术不仅可改善切削加工面的表面粗糙度和提高加工精度,更可降低切削阻力,延长刀具的寿命,因此,超声加工得到非常广泛的应用。
技术实现思路
1、本申请提供了一种超临界co2和超声复合加工系统及其控制方法、机床,以提高难加工材料的加工效果和质量。
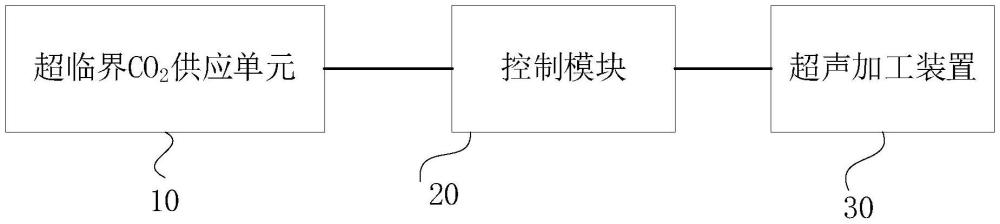
2、根据本申请的一方面,提供了一种超临界co2和超声复合加工系统,该超临界co2和超声复合加工系统包括:超临界co2供应单元、控制模块和超声加工装置;其中,所述控制模块与所述超临界co2供应单元电连接,所述控制模块与所述超声加工装置电连接;
3、所述控制模块还被配置为:根据超临界co2的工艺参数与超声参数之间的对应关系,控制所述超临界co2的工艺参数跟随所述超声参数在预设范围内动态调整,所述超临界co2的工艺参数包括超临界co2压力p,所述超声参数包括所述超声加工装置的超声振幅a和超声振动频率f。
4、可选的,所述超临界co2压力p与超声振动频率f之间的对应关系为:超声振动频率f在第一预设超声振动频率范围内时,超声振动频率f与超临界c2压力p呈负相关,超声振动频率f在第二预设超声振动频率范围内时,超声振动频率f与超临界co2压力p呈正相关,且所述第一预设超声振动频率范围内的任意值均小于所述第二预设超声振动频率范围内的任意值。
5、可选的,所述第一预设超声振动频率范围为16khz≤f<30khz,所述第二预设超声振动频率范围为30khz≤f≤50khz。
6、可选的,当16khz≤f<30khz时,8mpa<p≤15mpa,且f与p呈负相关;当30khz≤f≤50khz时,p≥8mpa,且f与p呈正相关。
7、可选的,所述超临界co2压力p与超声振幅a之间的对应关系为:超声振幅a在第一预设超声振幅范围内时,超声振幅a与超临界co2压力p呈负相关,超声振幅a在第二预设超声振幅范围内时,超声振幅a与超临界co2压力p呈正相关,且所述第一预设超声振幅范围内的任意值均小于所述第二预设超声振幅范围内的任意值。
8、可选的,所述第一预设超声振幅范围为0.5μm≤a<10μm,所述第二预设超声振幅范围为a≥10μm。
9、可选的,当0.5μm≤a<10μm时,8mpa<p≤15mpa,且a与p呈负相关;当a≥10μm时,p≥8mpa,且a与p呈正相关。
10、可选的,所述控制模块被配置为:控制所述超临界co2压力在预设压力范围内,控制所述超声振幅在预设超声振幅范围内,控制所述超声振动频率在预设超声振动频率范围内,所述预设压力范围为p≥8mpa,所述预设超声振幅范围为a≥0.5μm,所述预设超声振动频率为16khz≤f≤50khz。
11、可选的,还包括微量润滑供应单元,所述微量润滑供应单元连接至所述超临界co2供应单元的输出管路上,以用于将所述微量润滑供应单元提供的润滑油与所述超临界co2供应单元提供的超临界co2混合,所述微量润滑供应单元还与所述控制模块电连接;
12、所述控制模块还被配置为:控制所述微量润滑供应单元输出的润滑油压力大于超临界co2压力。
13、可选的,还包括微量润滑供应单元和混合模块,所述微量润滑供应单元和所述超临界co2供应单元均与所述混合模块连接,以用于向所述混合模块提供润滑油和超临界co2,所述微量润滑供应单元还与所述控制模块电连接。
14、可选的,还包括微量润滑供应单元,所述超临界co2供应单元连接至所述微量润滑供应单元的输出管路上,以用于将所述微量润滑供应单元提供的润滑油与所述超临界co2供应单元提供的超临界co2混合,所述微量润滑供应单元还与所述控制模块电连接;
15、所述控制模块还被配置为:控制所述微量润滑供应单元输出的润滑油压力小于所述超临界co2压力。
16、可选的,所述超临界co2供应单元的输出管路的末端与所述超声加工装置连接。
17、根据本申请的另一方面,提供了一种应用于如第一方面所述的超临界co2和超声复合加工系统的控制方法,该控制方法包括:根据超临界的工艺参数与超声参数之间的对应关系,控制所述超临界的工艺参数跟随所述超声参数在预设范围内动态调整,所述超临界的工艺参数包括超临界压力,所述超声参数包括超声振幅和超声振动频率。
18、根据本申请的另一方面,提供了一种机床,该机床包括如第一方面所述的超临界co2和超声复合加工系统。
19、本申请实施例的技术方案,通过提供一种超临界co2和超声复合加工系统及其控制方法、机床,该超临界co2和超声复合加工系统包括:超临界co2供应单元、控制模块和超声加工装置;其中,所述控制模块与超临界co2供应单元电连接以用于控制所述超临界co2供应单元的超临界co2的工艺参数,并用于控制所述超临界co2供应单元向加工区域提供超临界co2,控制模块与超声加工装置电连接以用于控制超声加工装置提供超声振动,且获取超声加工装置的超声参数;控制模块被配置为:根据超临界co2的工艺参数与超声参数之间的对应关系,控制超临界co2的工艺参数跟随超声参数动态调整,超临界co2的工艺参数包括超临界co2压力,超声参数包括超声振幅和超声振动频率。由此可知,通过将超临界co2与超声联合,能够实现难加工材料的绿色切削加工,并且通过控制超临界co2的工艺参数按照超临界co2的工艺参数与超声参数之间的对应关系跟随超声参数动态调整,提高超临界co2的喷射效果,从而确保加工效果和加工质量,提高加工效率和精度,并有效降低成本。此外,通过使用超临界co2,绿色环保无污染,冷却效果好,能够有效降低切削区的温度,并且通过超声加工,还能够改善加工表面粗糙度、改善加工毛刺问题。
20、应当理解,本部分所描述的内容并非旨在标识本申请的实施例的关键或重要特征,也不用于限制本申请的范围。本申请的其它特征将通过以下的说明书而变得容易理解。
技术特征:
1.一种超临界co2和超声复合加工系统,其特征在于,包括:
2.根据权利要求1所述的超临界co2和超声复合加工系统,其特征在于,所述超临界co2压力p与超声振动频率f之间的对应关系为:超声振动频率f在第一预设超声振动频率范围内时,超声振动频率f与超临界co2压力p呈负相关,超声振动频率f在第二预设超声振动频率范围内时,超声振动频率f与超临界co2压力p呈正相关,且所述第一预设超声振动频率范围内的任意值均小于所述第二预设超声振动频率范围内的任意值。
3.根据权利要求2所述的超临界co2和超声复合加工系统,其特征在于,所述第一预设超声振动频率范围为16khz≤f<30khz,所述第二预设超声振动频率范围为30khz≤f≤50khz。
4.根据权利要求3所述的超临界co2和超声复合加工系统,其特征在于,当16khz≤f<30khz时,8mpa<p≤15mpa,且f与p呈负相关;当30khz≤f≤50khz时,p≥8mpa,且f与p呈正相关。
5.根据权利要求1所述的超临界co2和超声复合加工系统,其特征在于,所述超临界co2压力p与超声振幅a之间的对应关系为:超声振幅a在第一预设超声振幅范围内时,超声振幅a与超临界co2压力p呈负相关,超声振幅a在第二预设超声振幅范围内时,超声振幅a与超临界co2压力p呈正相关,且所述第一预设超声振幅范围内的任意值均小于所述第二预设超声振幅范围内的任意值。
6.根据权利要求5所述的超临界co2和超声复合加工系统,其特征在于,所述第一预设超声振幅范围为0.5μm≤a<10μm,所述第二预设超声振幅范围为a≥10μm。
7.根据权利要求6所述的超临界co2和超声复合加工系统,其特征在于,当0.5μm≤a<10μm时,8mpa<p≤15mpa,且a与p呈负相关;当a≥10μm时,p≥8mpa,且a与p呈正相关。
8.根据权利要求1所述的超临界co2和超声复合加工系统,其特征在于,所述控制模块被配置为:控制所述超临界co2压力在预设压力范围内,控制所述超声振幅在预设超声振幅范围内,控制所述超声振动频率在预设超声振动频率范围内,所述预设压力范围为p≥8mpa,所述预设超声振幅范围为a≥0.5μm,所述预设超声振动频率为16khz≤f≤50khz。
9.根据权利要求1所述的超临界co2和超声复合加工系统,其特征在于,还包括微量润滑供应单元,所述微量润滑供应单元连接至所述超临界co2供应单元的输出管路上,所述微量润滑供应单元还与所述控制模块电连接;
10.根据权利要求1所述的超临界co2和超声复合加工系统,其特征在于,还包括微量润滑供应单元和混合模块,所述微量润滑供应单元和所述超临界co2供应单元均与所述混合模块连接,所述微量润滑供应单元还与所述控制模块电连接。
11.根据权利要求1所述的超临界co2和超声复合加工系统,其特征在于,还包括微量润滑供应单元,所述超临界co2供应单元连接至所述微量润滑供应单元的输出管路上,所述微量润滑供应单元还与所述控制模块电连接;
12.根据权利要求1所述的超临界co2和超声复合加工系统,其特征在于,所述超临界co2供应单元的输出管路的末端与所述超声加工装置连接。
13.一种应用于如权利要求1-12任一项所述的超临界co2和超声复合加工系统的控制方法,其特征在于,包括:根据超临界co2的工艺参数与超声参数之间的对应关系,控制所述超临界co2的工艺参数跟随所述超声参数在预设范围内动态调整,所述超临界co2的工艺参数包括超临界co2压力,所述超声参数包括超声振幅和超声振动频率。
14.一种机床,其特征在于,包括如权利要求1-12任一项所述的超临界co2和超声复合加工系统。
技术总结
本申请公开了一种超临界CO<subgt;2</subgt;和超声复合加工系统及其控制方法、机床。该系统包括:超临界CO<subgt;2</subgt;供应单元、控制模块、超声加工装置;控制模块与超临界CO<subgt;2</subgt;供应单元电连接,控制模块与超声加工装置电连接;控制模块还被配置为:根据超临界CO<subgt;2</subgt;的工艺参数与超声参数之间的对应关系,控制超临界CO<subgt;2</subgt;的工艺参数跟随超声参数在预设范围内动态调整,超临界CO<subgt;2</subgt;的工艺参数包括超临界CO<subgt;2</subgt;压力P,超声参数包括超声振幅A和超声振动频率f。控制超临界CO<subgt;2</subgt;压力跟随超声参数动态调整,提高超临界CO<subgt;2</subgt;的喷射效果,从而确保加工效果和加工质量,提高加工效率和精度,并有效降低成本。
技术研发人员:请求不公布姓名,请求不公布姓名
受保护的技术使用者:汇专科技集团股份有限公司
技术研发日:
技术公布日:2024/10/31
- 还没有人留言评论。精彩留言会获得点赞!