一种多向钢节点的柔性电弧增材制造方法与流程
本发明涉及电弧增材制造,尤其涉及一种多向钢节点电弧增材制造方法。
背景技术:
1、电弧增材制造(wire arc additive manufacture,waam)是一种利用熔化极惰性气体保护焊接(gas metal arc welding,gmaw)、钨极惰性气体保护焊接(gas tungstenarc welding,gtaw)以及等离子弧焊接(plasma arc welding,paw)等焊机产生的电弧作为热源,通过添加金属丝材作为增材材料,在程序的控制下,根据三维数字模型由线-面-体逐渐成形出金属零件的先进数字化制造技术,具有沉积效率高、丝材利用率高、整体制造周期短、成本低等众多优点。冷金属过渡焊接(cold metal transfer,cmt)是一种优化的熔化极惰性气体保护焊接方法,更适合制造体积较大的金属物件。
2、多向钢节点指的是由多个不同朝向、不同尺寸、不同厚度的圆管件组成的节点件,通常用于承担来自不同方向的力以改变建筑结构中力的承载方向。建筑的多向钢节点属于大型金属构件,制造工时长且人工成本高,因此将电弧增材制造技术,尤其是冷金属过渡焊接技术应用于制造转向架,就能够有效缩短制造周期,降低制造成本。
技术实现思路
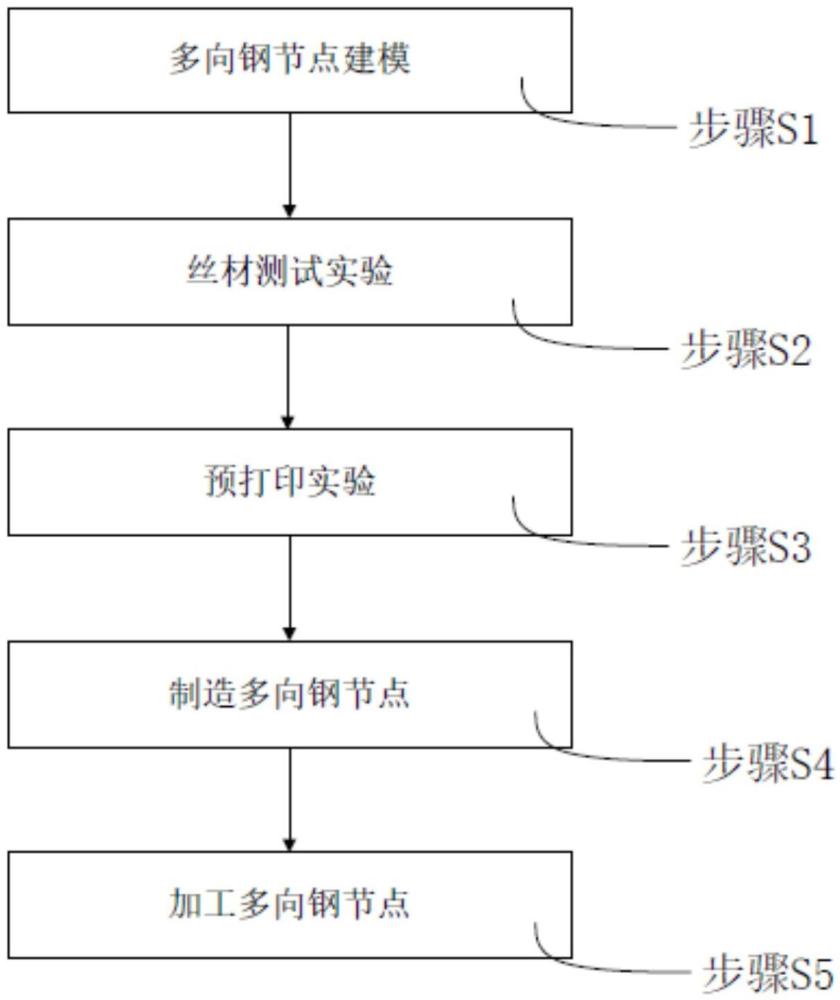
1、本发明提供一种在确保成品工件质量的前提下,能够有效缩短制造周期、降低制造成本的多向钢节点的柔性电弧增材制造方法,其包括以下步骤:
2、多向钢节点建模:选定丝材,基于电弧增材打印技术对多向钢节点进行3d建模和优化;
3、丝材测试实验:使用选定的丝材打印测试件,对测试件进行检测;
4、预打印实验:选定多向钢节点建模中的关键部分为预打印件并优化其建模,使用选定的丝材打印预打印件,对预打印件进行检测;
5、制造多向钢节点:使用电弧增材技术打印多向钢节点,对多向钢节点进行检测。
6、进一步地,所述多向钢节点建模具体包括:对多向钢节点进行3d建模,然后对多向钢节点的3d建模先后进行工艺拆分、数模切片和模拟仿真。
7、进一步地,丝材测试实验具体包括:使用选定的丝材打印墙体作为测试件,对测试件进行力学性能检测。
8、进一步地,所述选定多向钢节点建模中的关键部分为预打印件并优化其建模具体包括:选定多向钢节点的支管部为多向钢节点建模中的关键部分,截取其3d建模并填补截取时产生的截面缺口。
9、进一步地,所述对预打印件进行检测包括:对预打印件先后进行无损检测、热处理和力学性能检测,若无损检测和力学性能检测中的任一不合格,则重新优化多向钢节点建模中的关键部分的建模。
10、进一步地,所述对多向钢节点进行检测包括:对多向钢节点先后进行尺寸检测和热处理,若尺寸检测不合格,则对多向钢节点进行补焊或切削。
11、进一步地,所述对多向钢节点进行检测还包括:对热处理完毕的多向钢节点先后进行尺寸检测和无损检测,若尺寸检测不合格,则对多向钢节点进行补焊或切削。
12、进一步地,所述对多向钢节点进行检测还包括:对随炉件进行力学性能检测,若力学性能检测不合格,则调整热处理参数后重新对随炉件进行热处理,然后再进行力学性能检测。
13、进一步地,所述多向钢节点电弧增材制造方法还包括:加工多向钢节点,具体包括:对转向架进行机加工,对转向架先后进行尺寸检测和表面处理,将其加工为成品工件。
14、进一步地,本发明还包括一种建筑不锈钢多向钢节点,其由前述的多向钢节点电弧增材制造方法制造而得。
15、本发明提供的多向钢节点的柔性电弧增材制造方法通过对多向钢节点先后进行建模、拆分、仿真、细分选定和再优化,实现了基于电弧增材打印技术对多向钢节点的针对性的建模。本发明还通过丝材测试、预打印件测试和随炉件测试以较低成本确保了电弧增材打印的最终效果,在确保成品工件质量的前提下,有效缩短制造周期,降低制造成本。本发明中的多向钢节点的柔性电弧增材制造方法不仅适用于熔化极惰性气体保护焊接技术以及冷金属过渡焊接技术,也适用于其他电弧增材技术,电弧增材相关设备可灵活选择,可控性、适应性强。
技术特征:
1.一种多向钢节点的柔性电弧增材制造方法,其特征在于:包括以下步骤:
2.如权利要求1所述的多向钢节点的柔性电弧增材制造方法,其特征在于:所述多向钢节点建模具体包括:对多向钢节点进行3d建模,然后对多向钢节点的3d建模先后进行工艺拆分、数模切片和模拟仿真。
3.如权利要求1所述的多向钢节点的柔性电弧增材制造方法,其特征在于:丝材测试实验具体包括:使用选定的丝材打印墙体作为测试件,对测试件进行力学性能检测。
4.如权利要求1所述的多向钢节点的柔性电弧增材制造方法,其特征在于:所述选定多向钢节点建模中的关键部分为预打印件并优化其建模具体包括:选定多向钢节点的支管部为多向钢节点建模中的关键部分,截取其3d建模并填补截取时产生的截面缺口。
5.如权利要求1所述的多向钢节点的柔性电弧增材制造方法,其特征在于:所述对预打印件进行检测包括:对预打印件先后进行无损检测、热处理和力学性能检测,若无损检测和力学性能检测中的任一不合格,则重新优化多向钢节点建模中的关键部分的建模。
6.如权利要求1所述的多向钢节点的柔性电弧增材制造方法,其特征在于:所述对多向钢节点进行检测包括:对多向钢节点先后进行尺寸检测和热处理,若尺寸检测不合格,则对多向钢节点进行补焊或切削。
7.如权利要求6所述的多向钢节点的柔性电弧增材制造方法,其特征在于:所述对多向钢节点进行检测还包括:对热处理完毕的多向钢节点先后进行尺寸检测和无损检测,若尺寸检测不合格,则对多向钢节点进行补焊或切削。
8.如权利要求1所述的多向钢节点的柔性电弧增材制造方法,其特征在于:所述对多向钢节点进行检测还包括:对随炉件进行力学性能检测,若力学性能检测不合格,则调整热处理参数后重新对随炉件进行热处理,然后再进行力学性能检测。
9.如权利要求1所述的多向钢节点的柔性电弧增材制造方法,其特征在于:所述多向钢节点电弧增材制造方法还包括:加工多向钢节点,具体包括:对转向架进行机加工,对转向架先后进行尺寸检测和表面处理,将其加工为成品工件。
10.一种建筑不锈钢多向钢节点,其特征在于:其由如权利要求1至9中任一项所述的多向钢节点电弧增材制造方法制造而得。
技术总结
一种多向钢节点的柔性电弧增材制造方法,包括以下步骤:多向钢节点建模:选定丝材,基于电弧增材打印技术对多向钢节点进行3D建模和优化;丝材测试实验:使用选定的丝材打印测试件,对测试件进行检测;预打印实验:选定多向钢节点建模中的关键部分为预打印件并优化其建模,使用选定的丝材打印预打印件,对预打印件进行检测;制造多向钢节点:使用电弧增材技术打印多向钢节点,对多向钢节点进行检测。
技术研发人员:王艳,张春锋
受保护的技术使用者:上海秀美模型有限公司
技术研发日:
技术公布日:2024/11/18
- 还没有人留言评论。精彩留言会获得点赞!