一种热轧高强度厚规格带钢卷取机侧导板控制方法与流程
本发明属于热轧,具体涉及一种热轧高强度厚规格带钢卷取机侧导板控制方法。
背景技术:
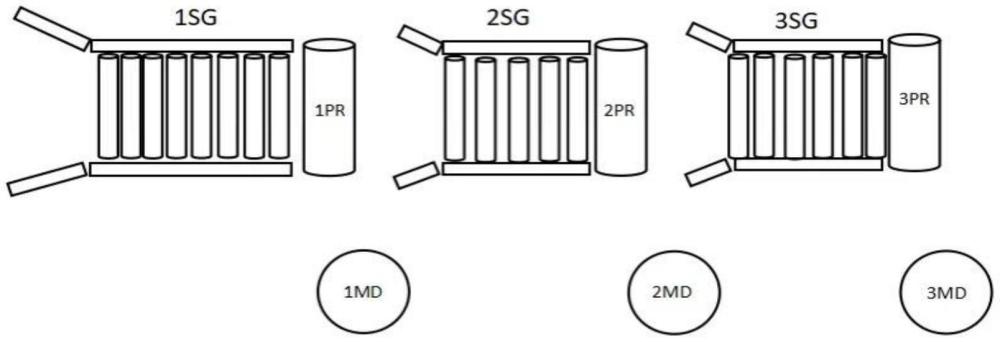
1、热轧生产线热轧卷取机侧导板sg由喇叭口和平行段组成,传动侧和操作侧各有两个液压缸驱动由同步轴齿轮齿条实现机械同步,作用是将带钢头部引导送入夹送辊,并对带钢进行夹持控制来保证卷形。
2、当接收到带钢数据,侧导板会根据带钢宽度w进行w+xmm的开口度k进行摆位,传动侧ds和操作侧os各x/2mm,开口度k由w加上第一次短行程s,第2次短行程ss,位置余量ps压力余量pss组成。当带钢头部到达距离本架夹送辊5m时进行第一次短行程s,夹送辊咬钢进行第二次短行程ss,md卷筒咬钢进行位置余量ps,利用压力余量pss,两侧同时夹持达到设定压力p的80%,一侧保持不动转变为位置控制,另一侧夹持达到压力p进行压力夹持带钢。
3、现有技术存在以下缺点:
4、1)生产高利润的高强厚规格带钢时,侧导板的压力控制很难对带钢有效控制,卷形太差;
5、2)由于二号卷取机、三号卷取机比一号侧导板短,喇叭口也短,引导能力差,在每个侧导板之间都有无引导自由盲区容易撞击后架侧导板卡钢;
6、3)二号侧导板、三号侧导板磨损过快,同样的压力,卷形太差,压强高,磨损快,更换频率太频繁。
技术实现思路
1、本发明的目的在于提供一种热轧高强度厚规格带钢卷取机侧导板控制方法。
2、本发明解决其技术问题所采用的技术方案是:一种热轧高强度厚规格带钢卷取机侧导板控制方法,包括以下步骤:
3、1)二号卷取机生产时,当带钢头部到达距离一号夹送辊7m时,一号侧导板关闭执行一次短行程s+15mm进行辅助纠偏引导,当带钢头部到达距离二号夹送辊6m时,二号卷取机执行关闭第一短行程s,当带钢头部被二号夹送辊咬入,一号侧导板、二号侧导板同时执行关闭第二次短行程ss;
4、2)第二次一号侧导板短行程的第二次短行程为ss-15mm,当带钢头部被卷筒咬入时,一号侧导板、二号侧导板执行位置余量ps,剩下的压力余量pss,一号侧导板、二号侧导板两侧同时关闭夹持到达压力80%时,同一侧保持位置控制另一侧继续关闭夹持达到设定压力夹持带钢;
5、3)三号卷取机生产时,当带钢头部到达距离一号卷取机夹送辊7m时,一号侧导板执行一次短行程s+15mm引导纠偏,当带钢头部到达距离二号卷取机夹送辊6m时,执行第一短行程s+10mm再次引导纠偏,当带钢头部到达距离三号卷取机夹送辊5m时,三号侧导板执行第一短行程s,当带钢头部被三号夹送辊咬入,二号卷取机、三号侧导板执行第二次短行程ss;
6、4)第二次短行程ss-10mm,当带钢头部被卷筒咬入时,二号侧导板、三号侧导板执行位置余量ps,剩下的压力余量二号侧导板、三号侧导板两侧同时关闭夹持到达压力80%时,同一侧保持位置控制另一侧继续关闭夹持达到设定压力夹持带钢。
7、具体的是,所述第二次一号侧导板短行程的第二次短行程为ss-15mm,由于一号侧导板的第一次短行程为了纠偏保证带钢头部顺利进入二号侧导板,第一次短行程+15mm。
8、本发明具有以下有益效果:
9、1)通过前架卷取机侧导板的优势,整体长,喇叭口引导能力好,因此把它用来纠偏引导,不但可以避免钢卷塔型,还可以顺利引导到下架卷取机避免撞侧导板卡钢;
10、2)通过侧导板的同步设定压力或者分摊压力夹持控制,提高卷形质量的同时还可以提高侧导板衬板的使用周期;
11、3)通过不同距离的侧导板的响应,一号侧导板7m最早引导,二号侧导板6m引导,三号侧导板5m引导,可以更好的控制带钢头部塔型。
技术特征:
1.一种热轧高强度厚规格带钢卷取机侧导板控制方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种热轧高强度厚规格带钢卷取机侧导板控制方法,其特征在于,所述第二次一号侧导板短行程的第二次短行程为ss-15mm,由于一号侧导板的第一次短行程为了纠偏保证带钢头部顺利进入二号侧导板,第一次短行程+15mm。
技术总结
本发明属于热轧技术领域,具体涉及一种热轧高强度厚规格带钢卷取机侧导板控制方法,利用前架卷取机侧导板,引导纠偏,使带钢头部安全平直进入后架卷取机避免带钢头部偏出撞击侧导板卡钢事故,并且利用同步夹持控制,增加了夹持面积,保证了卷形,均匀了侧导板衬板磨损,后续可适当减小二级设定压力,增加了侧导板衬板使用周期;解决此类钢卷头部塔型,卷形错层等卷形问题,有些钢种为了更好的利用率,头部不冷却或者少冷却卷取,这样对带给头部版型的控制增加了卷取难度,会出现撞击侧导板卡钢事故等问题,该方法还可以减少侧导板磨损不均更换频率过快的问题。
技术研发人员:郗来朋,左建强,孙丽荣,李贺,张维国,孟祥瑞,栾兆华,王克柱,宋百京,张明金,迟嘉庆,王专,张万龙,张文虎,王峰,石润涛,朱恒斌,张吉庆,万佳峰,段福伟,隋东冶,李仲伟,文雄,张子宝,何志强,牛夫成,徐广,党修林,蔺一帆,张建浩,陈博文,吴修强,王洪军
受保护的技术使用者:山东钢铁集团日照有限公司
技术研发日:
技术公布日:2024/10/10
- 还没有人留言评论。精彩留言会获得点赞!