一种喷嘴环叶片的插铣粗加工方法与流程
本发明涉及机械加工,尤其涉及一种喷嘴环叶片的插铣粗加工方法。
背景技术:
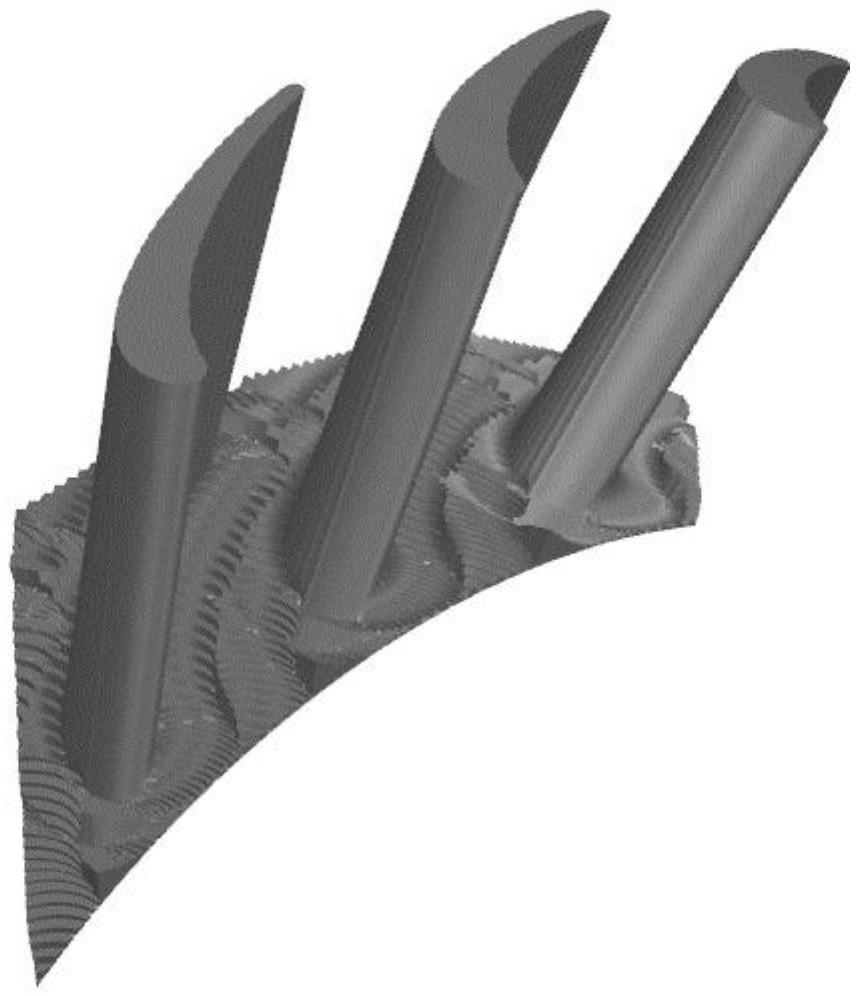
1、目前,喷嘴环是涡轮增压器的关重部件,能使发动机排气的流速在经过喷嘴环通道后得到提高,传统的喷嘴环由喷嘴内环、喷嘴外环和叶片装配组成或者整体铸造。
2、现有技术中,将喷嘴内环和叶片设计成一个整体零件,待叶片加工完成后和喷嘴外环进行焊接,喷嘴环叶片需要去除的材料占整个毛坯的80%以上。
3、但现有技术中,传统的分层铣削效率较低,刀具磨损较快,导致开粗成本提高,并且在退刀时刀具与毛坯存在干涉风险。
技术实现思路
1、本发明的目的在于提供一种喷嘴环叶片的插铣粗加工方法,旨在解决现有技术中的传统的分层铣削效率较低,刀具磨损较快,导致开粗成本提高,并且在退刀时刀具与毛坯存在干涉风险的技术问题。
2、为实现上述目的,本发明采用的一种喷嘴环叶片的插铣粗加工方法,包括如下步骤:
3、步骤一:测量相邻两组叶片之间喉口距离,选择直径小于喉口的第一把插铣刀具;
4、步骤二:偏置相邻两组直纹喷嘴环叶片,偏置量等于第一把插铣刀具的半径和叶片粗加工余量之和;
5、步骤三:利用偏置曲面的上下封闭线圈,生成新直纹曲面a;
6、步骤四:测量所述新直纹曲面a与偏置曲面的最大差值,喷嘴内环上所述新直纹曲面a与原叶片之间的区域即为插铣区域a;
7、步骤五:观察喷嘴内环上相邻两组叶片之间剩余的插铣区域,根据剩余的插铣区域面积大小,优先选择大直径的第二把插铣刀,减少插铣次数;
8、步骤六:继续偏置相邻两组的所述新直纹曲面a,偏置量不超过第二把插铣刀直径的一半;
9、步骤七:选择经所述新直纹曲面a偏置后的偏置曲面的上下封闭线圈,生成新直纹曲面b,喷嘴内环上所述新直纹曲面a与所述新直纹曲面b之间的区域即为插铣区域b;
10、步骤八:重复上述步骤五、步骤六和步骤七,生成新的直纹曲面n和插铣区域n,直至插铣刀具的实际加工区域覆盖内环所有待加工面;
11、步骤九:生成喷嘴环叶片的各组新直纹曲面在u方向上的等参数曲线;
12、步骤十:对所述插铣区域a进行插铣加工;
13、步骤十一:对其余插铣区域进行依次加工。
14、其中,在所述步骤四中:测量所述新直纹曲面a与偏置曲面的最大差值,当最大偏差小于0.1mm,则偏差忽略不计,当最大偏差大于0.1mm,则将最大偏差附加到第一把插铣刀具的半径和叶片粗加工余量之和之中,连接偏置曲面上下封闭线圈,重新生成所述新直纹曲面a,喷嘴内环上所述新直纹曲面a与原叶片之间的区域即为插铣区域a。
15、其中,在所述步骤十中:在ug固定轮廓铣中,选择对应的所述插铣区域a和插铣刀具,刀轴和曲线驱动都选择所述新直纹曲面a中的一条u向等参数曲线;进退刀均设为插铣,生成刀路,将生成的刀路输出clsf文件,然后将程序驱动方式改为刀轨驱动,并选择输出的clsf文件作为驱动,可以生成一条完整的插铣刀路,进刀路径与退刀路径相同,刀具插铣至预设深度后沿原刀轴方向退刀,避免刀具与毛坯的干涉,依次选择所述新直纹曲面a的其余u向等参数曲面生成的插铣刀路,直至完成所述插铣区域a的插铣。
16、其中,在所述步骤十一中:选择对应的插铣刀具、新直纹曲面u方向上的等参数曲线,由内向外完成各个插铣区域的加工,直至喷嘴环叶片粗加工完成,加工时,越靠近外侧的插铣区域,u向等参数曲线刀轴的空刀也越来越多,此时选择有实际切削运动的u向等参数曲线作为刀轴,避免空刀和重复加工。
17、本发明的一种喷嘴环叶片的插铣粗加工方法的有益效果为:相较于传统的分层铣削有更高的效率,侧刃铣削可以节省刀具成本,本方法生成的刀具路径,其退刀路径是沿退刀路径原路返回的,可以减少刀具与毛坯的干涉风险,本发明的开粗方法具有高效率和低成本的综合优势。
技术特征:
1.一种喷嘴环叶片的插铣粗加工方法,其特征在于,包括如下步骤:
2.如权利要求1所述的一种喷嘴环叶片的插铣粗加工方法,其特征在于,
3.如权利要求1所述的一种喷嘴环叶片的插铣粗加工方法,其特征在于,
4.如权利要求1所述的一种喷嘴环叶片的插铣粗加工方法,其特征在于,
技术总结
本发明涉及机械加工技术领域,具体公开了一种喷嘴环叶片的插铣粗加工方法,利用偏置曲面的上下封闭线圈,生成新直纹曲面A;喷嘴内环上新直纹曲面A与原叶片之间的区域即为插铣区域A;继续偏置相邻两组的新直纹曲面A;生成新直纹曲面B,喷嘴内环上新直纹曲面A与新直纹曲面B之间的区域即为插铣区域B;生成新的直纹曲面n和插铣区域n;生成喷嘴环叶片的各组新直纹曲面在U方向上的等参数曲线;对插铣区域A进行插铣加工;对其余插铣区域进行依次加工。侧刃铣削可以节省刀具成本,可以减少刀具与毛坯的干涉风险,本发明的开粗方法具有高效率和低成本的综合优势。
技术研发人员:赵举坤,鲁建于,袁列军,吴琳,赵倩,卢常鑫,罗攀,邹含青,邓欣,喻毅,李鹏
受保护的技术使用者:重庆江增船舶重工有限公司
技术研发日:
技术公布日:2024/9/29
- 还没有人留言评论。精彩留言会获得点赞!