一种空气导管组合下模的制作方法与流程
本发明涉及机械领域,尤其涉及等温锻造技术,特别是一种空气导管组合下模的制作方法。
背景技术:
1、等温锻造是一种在高温条件(800~1000℃)条件下生产的锻造模式,为了承受高温工况,等温锻造模具主要由镍基高温合金制作,镍基高温合金价格远高于普通模具钢,导致用于钛合金等温锻造的模具的制作成本高昂,高昂的模具成本导致等温锻造锻件价格较高,制约了钛合金等温锻造的发展。因此,如何节省模具成本,提高模具使用寿命是提升钛合金等温锻件产品竞争力的关键问题。
2、现有技术中广泛采用一体式下模作为tc11空气导管成型锻的下模,在空气导管下模使用一段时间后,就会因为磨损或是变形原因而报废。经检验,发现该模具报废原因基本为定径口(下圆孔)磨损变形,但是定径口尺寸只占该模具极小部分,空气导管下模报废时,除定径口外的其余尺寸基本符合生产要求,过早报废导致模具成本过高。
技术实现思路
1、本发明的目的在于提供一种空气导管组合下模的制作方法,所述的这种空气导管组合下模的制作方法要解决现有技术中tc11空气导管下模过早报废的技术问题。
2、本发明的一种空气导管组合下模的制造方法,包括以下步骤:
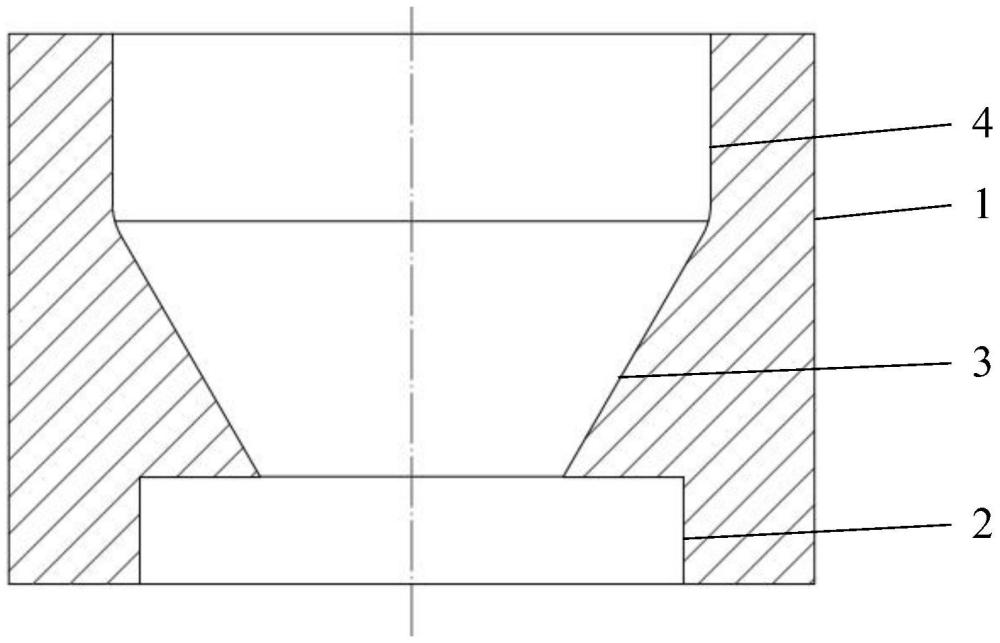
3、步骤1:打磨报废空气导管下模的表面裂纹,并对报废空气导管下模进行机加工,将报废空气导管下模的定径口的直径扩大,机加工后得到空气导管下模,空气导管下模中从下至上依次同轴设置有互相连通的下圆孔、锥孔和上圆孔,下圆孔的直径大于锥孔的下端直径,锥孔上端的直径大于锥孔下端的直径,上圆孔的直径等于锥孔上端的直径。
4、步骤2:加工得到一个定径口模具,定径口模具呈套管状。
5、步骤3:利用加热炉将空气导管下模加热到500~1000℃,将空气导管下模的下圆孔与定径口模具利用热套进行过盈配合,然后保温2小时,随后冷却。
6、步骤4:对热套后的定径口模具的下端外周机加工一个圆柱台阶,得到一个与耐热座配合的外圆周面,得到空气导管组合下模。
7、进一步的,所述下圆孔直径大于148mm,上圆孔直径小于或等于288mm。
8、进一步的,所述过盈配合尺寸为0.2~1mm。
9、进一步的,所述定径口模具由镍基高温合金材料构成。
10、本发明与现有技术相比,其效果是积极和明显的。本发明使用热套的方法修复报废空气导管下模,将定径口模具与空气导管下模配合面热套过盈配合,最后对定径口模具下端进行机与耐热座配合的外圆周面面,得到合格的空气导管组合下模,有效利用报废空气导管模具,提高模具寿命,节省模具成本,同时生产出表面质量优良,尺寸合格的空气导管等温锻件。
技术特征:
1.一种空气导管组合下模的制造方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种空气导管组合下模的制造方法,其特征在于,所述下圆孔直径大于148mm,上圆孔直径小于或等于288mm。
3.根据权利要求1所述的一种空气导管组合下模的制造方法,其特征在于,所述过盈配合尺寸为0.2~1mm。
4.根据权利要求1所述的一种空气导管组合下模的制造方法,其特征在于,所述定径口模具由镍基高温合金材料构成。
技术总结
一种空气导管组合下模的制造方法,包括以下步骤:对报废空气导管下模进行机加工,得到空气导管下模,空气导管下模中从下至上依次同轴设置有互相连通的下圆孔、锥孔和上圆孔,下圆孔的直径大于锥孔的下端直径,加工得到一个定径口模具,定径口模具呈套管状。将空气导管下模加热,将空气导管下模与定径口模具过盈配合。对热套后的定径口模具的下端机加工一个与耐热座配合的外圆周面。本发明使用热套的方法修复报废空气导管下模,将定径口模具与空气导管下模配合面热套过盈配合,最后对定径口模具下端进行机与耐热座配合的外圆周面面,得到合格的空气导管组合下模,有效利用报废空气导管模具,提高模具寿命,节省模具成本。
技术研发人员:顾晓澜,洪凌翔,张勇,钱龙德,张军,蒋志良
受保护的技术使用者:宝武特冶钛金科技有限公司
技术研发日:
技术公布日:2024/10/31
- 还没有人留言评论。精彩留言会获得点赞!